铁合金多段速定点浇注自动控制系统的研究*
2015-05-11张婧如蔡兴国董兵斌段望春
张婧如,蔡兴国,董兵斌,段望春
(1.四川航天职业技术学院,四川成都 610100;2.青海百通高纯材料开发有限公司,青海西宁 810000;3.甘肃省机械科学研究院,甘肃 兰州 730030)
0 引言
为了满足工业快速发展和自动化水平的要求,可编程控制器(简称PLC)与变频器联机已普遍应用在工业控制场合。可编程控制器的功能结构区由CPU(中央处理器)、存储器和输入输出模块三部分组成[1]。S7-200PLC 属于西门子微型 PLC,它同其他PLC一样,可以方便地对变频器进行编程控制。
变频器分为交-交变频器和交-直-交变频器两大类。交-交变频器是将工频交流电直接变换成电压和频率可调的交流电,也称直接式变频器,而交-直-交变频器是将工频交流电先通过整流电路变成直流电,然后将直流电变换成电压和频率可调的交流电,它又叫间接式变频器。目前应用比较广泛的是交-直-交变频器,其主电路组成部分有整流电路、中间电路和逆变电路,控制电路主要有主控电路、信号检测电路、驱动电路、保护电路、控制电源等[2]。
PLC与变频器联机组成的控制系统,具有抗干扰能力强、可靠性高、易于参数设置、易于安装调试、PLC和变频器 I/O接口模块丰富、应用广泛等优点[3]。选用西门子 S7-200系列 CPU226PLC 和MM440变频器联机实现异步电机多段速自动控制。
1 变频器调速的基本原理及控制方式
1.1 变频调速的基本原理
三相异步电动机的同步转速,即旋转磁场的转速为式(1),而异步电机的轴输出转速为式(2):
式中:n为电机轴转速,r/min;n0为同步转速,r/min;f1为电机定子频率,Hz;p为磁极对数;s为异步电机转差率。
可看出,通过改变电机磁极对数、供电频率、电机转差率,可以改变电机输出轴转速。对异步电动机进行控制时,希望电动机的主磁通保持额定值不变,比较便捷的调速途径就是通过改变异步电机的供电频率,实现电机调速运行[4]。
但是,对于一个实际的交流调速控制来说,不单单是改变频率,这是因为当电动机电源频率改变时,电动机内部阻抗也随之发生改变,从而引起励磁电流的变化,使电动机出现励磁不足或励磁过强的情况。在励磁不足的情况下电机转矩下降,难以正常运转,励磁过强时电机将出现磁饱和,造成电机功率因数和效率下降[5]。
1.2 变频调速控制方式
(1)基频以下恒磁通变频调速
在基频(电动机额定频率)以下,为了保持电动机负载能力恒定,应保持气隙磁通量Φ不变。这就要求降低供电频率的同时降低感应电动势E1,保持E1/f1=常数,这种控制称为恒磁通变频调速,属于恒转矩调速方式。但是在实际控制系统中,感应电动势E1很难直接检测和直接控制[6],因此,可以近似地保持定子电压U1和频率f1比值恒定。变频调速时的U1-f1曲线如图1所示。图中曲线1为U1/f1=常数时的电压频率关系;曲线2为有补偿时近似地E1/f1=常数时的电压、频率关系。

图1 变频调速时的U1—f1曲线
(2)基频以上弱磁变频调速
当频率大于额定频率时,电压U1定于额定电压U1N,这样必然会使主磁通φ随着f1的上升而减小,即为弱磁变频调速[7]。异步电机整段频率调速过程的控制特性如图2所示。
如果电动机在不同转速时所带的负载都能使电机电机电流达到额定值,即能在允许温升下长期运行,则转矩基本上随磁通变化而变化[8]。按照电力拖动原理,在基频以下,磁通恒定,转矩恒定,属于“恒转矩变频调速”,而在基频以下,频率升高时,磁通量减小,电机转矩下降,属于“恒功率变频调速”。

图2 异步电动机变频调速特性曲线
2 定点浇注系统工艺要求
本设计中,按照浇注锭模数量为连续三块,浇注时间为12 min,每块锭模浇注时间为3 min。根据浇注速度,浇注过程中,变频器频率为15 Hz,图3为定点浇注系统多段速自动控制的时序图。
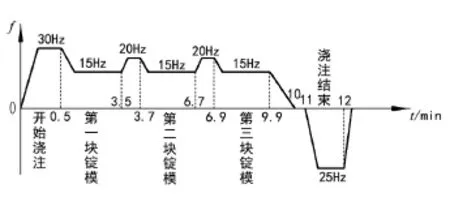
图3 定点浇注工艺时序图
3 硬件电路设计
根据计算驱动电机容量选择18.5 kW三相异步电机,考虑到系统工作温度、海拔对变频器的降容作用,选择MM440变频器容量为22 kW,变频器选用西门子S7-200系列PLC226CN。控制系统由无线遥控器发送命令,接收器接收到相关命令后启动PLC输入继电器,PLC输出继电器与MM440变频器控制回路通信实现电机的多段速自动自动控制。系统硬件电路如图4所示。
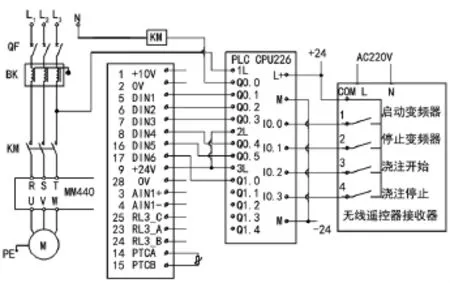
图4 系统硬件电路图
变频器的输入侧为整流回路,它具有非线性,使输入电源的电压波形和电流波形发生畸变,当变频器同时接入网络中,在晶闸管换向时,将造成变频器输入电压波形畸变,另外,配电网络三相电压不平衡也会使变频器的输入电压和电流波形发生畸变,因此,在硬件电路中设有抗干扰措施。

表1 4段速与数字量输入端子的状态关系
根据变频器参数设定,使得变频连续输出30 Hz、15 Hz、20 Hz、25 Hz 四段速。系统软件程序按照浇注工艺顺序执行,表1为4段速与数字量输入端子的状态关系。
4 系统控制程序设计
4.1 PLC的I/O配置
定点浇注系统环境具有强磁场、高温等因素,加上变频器本身易产生干扰,所以,系统在硬件电路与软件程序上都设计有抗干扰措施,表2为PLC的I/O配置。

表2 PLC的I/O配置
4.2 系统程序设计
变频器停车方式设置为自由停车,启动时间根据负载情况设定。系统主程序包括变频器控制以及多段速相互切换程序。
LD I0.0 变频器启停控制
O M0.0
AN I0.1
= M0.0
LD M0.0 变频器上电
= Q0.0
LD I0.2 变频器多段速控制(浇注开始/停止控制)
O M0.1
A M0.0
AN T45
AN I0.3
= M0.1
LD M0.1 变频器端子5为高电平,变频器正转信号
AN T43
= Q0.1
LD M0.1 变频器端子6接通,输出正转30 Hz的信号
AN T37
= Q0.2
LD T37 变频器端子7接通,输出正转15 Hz的信号
AN T38
LD T39
AN T40
OLD
LD T41
AN T42
OLD
= Q0.3
LD T38 变频器端子8接通,输出正转20 Hz的信号
AN T39
LD T40
AN T41
OLD
= Q0.4
LD T44 变频器端子5为低电平,
AN T45 端子16为高电平,输出反转25 Hz的信号
= Q0.5
LD M0.1 控制变频器输出频率切换时间
TON T37,300
TON T38,2100
TON T39,2220
TON T40,4020
TON T41,4140
TON T42,5940
TON T43,6000
TON T44,6600
TON T45,7200
5 结语
在高温强磁场环境中,PLC联机变频器可以实现铁合金铸造过程的定点浇注系统的多段速自动控制,无线遥控器准确控制PLC正常工作,实现变频器的多段速调速的开环控制。通过工业运行验证了设计的PLC联机变频器的控制系统具有抗强磁场干扰、控制方便、运行稳定的优点,可以在铁合金浇注成形设备上推广应用。
[1] 廖常初.PLC编程及应用[M].北京:机械工业出版社,2015.
[2] 郑凤翼.西门子PLC与变频器控制电路识图自学通[M].北京:电子工业出版社,2013.
[3] 龚仲华.S7-200/300/400PLC应用技术—提高篇[M].北京:人民邮电出版社,2008.
[4] 徐 海.施利春.变频器原理及应用[M].北京:清华大学出版社,2015.
[5] 刘淑荣,庞 伟.基于PLC开关量控制的变频器开环调速控制系统[J].长春工程学院学报,2008,9(3):30-32.
[6] 王廷才.变频器原理及应用[M].北京:机械工业出版社,2015.
[7] 张胜峰,吴志敏.西门子PLC与变频器、触摸屏综合应用教程[M].第二版.北京:中国电力出版社,2013.
[8] 魏召刚.工业变频器原理及应用[M].(第二版).北京:电子工业出版社,2011.
