气动肌腱驱动的肘杆-杠杆增力双工位并行高效夹紧装置*
2015-05-11鹿霖,胡炜
鹿 霖,胡 炜
(苏州工业职业技术学院,江苏苏州 215104)
0 引言
作为工艺系统的组成部分之一,机床夹具在设计中基本要求就是输出的夹紧力要足够大,在加工过程中不能松动。因此,液压系统由于输出效果好且技术成熟得到广泛使用[1]。但是液压传动系统能量利用率低,液压泵噪声较大,且活塞与缸体间的动密封形式容易发生油液泄漏及挥发,从而造成环境污染。随着环境污染现象的日渐严重和人们环保意识的逐渐增强,很多情况下用运动速度快、动作平稳、成本较低、无污染的气动装置来代替污染严重的液压传动[2]。由于气压传动的明显缺点是其系统工作压力低(一般P=0.4~0.7 MPa),为达到优良的夹紧效果易使夹具体积过大。同时,压缩空气虽无污染,但空压机产生压缩空气所消耗的电能,仅有19%转化成压缩空气,剩下的81%转化为热能[3],不符合当代节能理念。
气动肌键是21世纪诞生的新型驱动器,是一种能提供双向拉力且功率-质量比高的新型气动柔性执行元件,它的主要特性是与同直径气缸相比,重量轻且驱动力是普通气缸的10倍。目前已经有很多学者开始尝试将气动肌腱用在夹具中来代替传统的刚性气缸[4~6]。
1 工作原理与力学模型
在实际生产中,可以通过同时加工多个零件实现生产效率的提高,因此,设计合理的多工位高效夹具很有很必要。
1.1 气缸驱动双工位夹紧装置
1.1.1 工作原理
图1所示为利用传统刚性气缸实现双工位夹紧的典型机构。该机构由刚性气缸体、两组活塞组件、两组夹紧元件所组成。
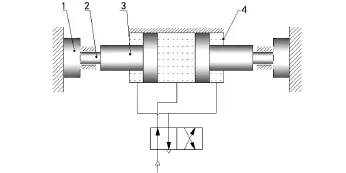
图1 刚性气缸双工位夹紧装置
图1所示机构中,当换向阀处在如图所示位置时,压缩空气通入气缸中部作用在两组活塞组件的活塞端面上,推动两活塞向气缸两端同时移动,从而使两活塞杆同时向左、右两端分别移动,则夹紧元件在活塞杆的作用下各自夹紧对应工件后进行加工。工作结束后,换向阀换至右工位,压缩空气从气缸两端进入,推动两活塞组件向中间移动,从而使夹紧元件放松对工件的夹紧作用。
该机构整体对称,并可通过活塞组件自行调节在气缸中的移动距离来解决工件厚度不均的问题。
1.1.2 力学计算
该机构力学模型简单,系统实际输出力为:

式中:d为气缸直径;p为气压系统压力(MPa);η为气缸活塞装置工作效率,常取 0.85[7]。
由式(1)可知,要保证系统结构紧凑,则在夹紧力要求高的场合就要增加压缩空气的压力,目前工业上常用气压系统压力为0.4~0.7 MPa,同时系统压力越大,能耗就越大;同样要求下,要减少能耗,则一定要增加系统的结构尺寸,从而使得夹紧装置体积庞大,结构不够紧凑。
因此,基于在保证夹紧力的前提下同时兼顾系统节能和紧凑两方面的想法,本文将气动肌腱和肘杆-恒增力杠杆相结合,设计了一种高效的双工位并行夹紧装置。
1.2 气动肌腱驱动的双工位并行夹紧装置
1.2.1 工作原理
图2所示为气动肌腱驱动的双工位并行夹紧装置。该夹具结构主要由气动肌腱、肘杆、杠杆、连杆、传力件、滑块、夹紧元件及复位弹簧组成。
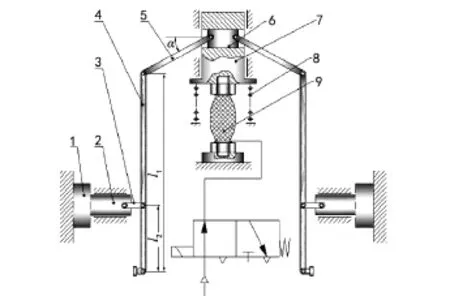
图2 气动肌腱驱动的双工位并行高效夹具
气动肌腱是一种拉伸驱动器,模仿自然肌腱的运动。它由一个收缩系统和连接器组成,这个收缩系统由一段被高强度纤维包裹的密封橡胶管组成,纤维形成了一个三维的菱形网状结构。
如图2所示产,气动肌腱由一个二位三通电磁阀控制,当处于所示左工位时,压缩空气进入气动肌腱内部,在内部气压作用下,气动肌腱内部的橡胶管在气压作用下开始变形,并产生径向膨胀,使栅格中的纤维网格夹角变大,在轴向方向产生收缩,气动肌腱便产生轴向的拉伸力。该轴向拉力对传力件产生向下的拉力,使其向下运动。传力件上加工出一个径向矩形滑槽,置于滑槽中的滑块在传力件带动下推动两边肘杆机构,利用其角度效应将力一次放大后带动两边恒增力杠杆转动,然后将力二次放大后传递给连杆。两边夹紧元件分别在连杆的作用下将两工件同时夹紧。
结束加工后,电磁阀断电,二位三通阀处于右工位,则气动肌腱内压力从阀出气口排出。压力释放后,高弹性橡胶材料在复原过程中迫使特殊纤维格栅回复到原始位置,气动肌腱也恢复原来位置[8],失去轴向的拉伸力。在复位弹簧的作用力下,传力件向上运动,拉动肘杆与工作时反方向运动,进而带动杠杆反向运动,装置放松对工件的夹紧。
值得说明的是,滑块的作用很重要。滑块以适当的间隙置于传力元件滑槽中,当所夹零件厚度不同时,滑块可通过在滑槽中自动调节所处的位置起到力反馈作用,从而保证两工件的同时夹紧。
1.2.2 力学计算
通过建立力学模型,图2中所示系统的实际增力系数的计算公式分别为:

式中:io为夹紧元件实际增力系数;l1为杠杆主动臂长度;l2为杠杆被动臂长度;α为滑块与肘杆连接处间夹角;φ为铰链副的当量摩擦角;η1为杠杆机构效率,常取 0.97[9];η2为肘杆机构效率,常取 0.90[9]。
1.2.3 性能曲线
由式(2)可得出增力系数和输入件与肘杆连接处间夹角α及杠杆的主动臂与被动臂的长度比l1/l2之间的关系,如图3所示。
图3中实线为增力系数与杠杆主、被动臂长度之比l1/l2的关系(α取6°时)。由性能曲线图可以看出,机构的实际放大倍数与杠杆的主动臂与被动臂的长度比呈线性关系,随比值的增大而增力。但因结构问题,一般杠杆的单级放大倍数会有一定限制,一般不会超过10。
虚线是增力系数与力输入件与肘杆连接处间夹角α在杠杆的主动臂与被动臂的长度比取为4时相应关系的呈现:呈递减曲线规律变化。铰杆压力角α越大,则实际增力系数io越小。应该指出的是,尽管肘杆机构的理论压力角α越小,其增力效果越明显,但是由于相关构件的制造精度等原因,理论压力角的取值不可能很小,在工程实际运用中,一般可取5°~10°[10]左右。
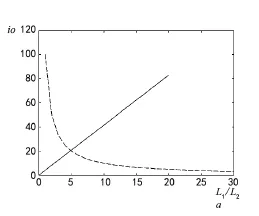
图3 增力系数分别与α、l1/l2的关系图
2 应用举例与性能比较
气动肌腱与传统气缸相比结构简单、重量轻、密封效果好,且能产生相当于同径气缸数倍的拉伸力[2],夹紧效果好。
以本设计为例,取 α=7°,φ=5°,l1=240 mm,l2=80 mm,则利用公式(2)可得 io≈6.16。此时如采用FESTO型气动肌腱为驱动元件(自由状态时直径20 mm),允许使用的最高工作压力由弹性内管的强度决定[2]。若在其工作范围内取气压为0.5 MPa,则产生的最大收缩力为Fimax=1 200 N,最小收缩力为Fimin=220 N。图2所示机构相应的输出力为Fomac=7 392 N,Fomin=1 355 N。而采用图1所示刚性气缸实现双工位夹紧,在气压相同,缸径相同的情况下,则由(1)可得气缸输出推力为约134 N,可见机构2可产生的输出力为机构1的10~55倍,夹紧效果显著提高。
若机构2取收缩力Fi=800 N,则对应的夹紧力Fo=4 928 N。使用机构1在同等气压下要产生同样的输出力,其气缸直径约为122 mm,而机构2中气动肌腱在自由状态时直径仅为20 mm,可见相同夹紧效果下,机构2的结构紧凑性更优。
3 结论
介绍的气动肌腱驱动的肘杆-杠杆增力双工位高效夹具具有如下特点。
(1)该夹紧装置以质量轻、输出力大、耗气量小的气动肌腱来代替传统的刚性气缸作为动力元件,结合力放大机构,大大减少系统的体积及系统的功率消耗。同时,因为无移动机械部件所以摩擦损耗小。
(2)适用范围广。由于气动肌腱密封性能好,变动密封形式为静密封形式,分隔驱动器内空气和周围空气,所以无污染,符合绿色化设计理念,在抗尘、抗污方面能力显著,因此该装置亦适合外部环境不太理想的场合下工作。
(3)气动肌腱是无污染的新型元件,以气动肌腱为动力所设计的机构2既满足夹具输出要求又兼顾了绿色化发展理念,同时结构对称具有美感,且主要元件中肘杆、杠杆技术成熟,制造方便,因此机构具有较好的推广价值。
[1] 田子欣,邢艳辉.S形凸轮轴曲面加工专用夹具的设计[J].煤矿机械,2014(6):115-116.
[2] 王道林,刘 滨.单臂铰链夹紧机构的设计与分析[J].煤矿机械,2014(6):117-118.
[3] 王雄耀.对我国气动行业发展的思考[J].流体传动与控制,2012(4):1-6,10.
[4] 鹿 霖,钟康民.气动肌腱驱动的双工位高效夹紧装置[J].机械设计与研究,2010(10):47-49.
[5] 秦培亮,钟康民.气动肌腱驱动的基于杆件-铰杆的对称夹具系统设计[J].机床与液压,2012(4):105-106,163.
[6] 秦培亮,钟康民.可重构:基于杆件长度与角度效应气动肌腱驱动的夹具系统[J].液压与气动,2012(9):99-101.
[7] 宋学义.袖珍液压气动手册[M].北京:机械工业出版社,1994.
[8] 王雄耀,张国兴.气动肌腱在振动料斗领域的应用[J].流体传动与控制,2004(2):28-30.
[9] 林文焕,陈本通.机床夹具设计[M].北京:国防工业出版社,1994.
[10] 柏 青,钟康民.基于气动肌腱的三级增力压紧装置[J].轻工机械,2009(2):90-91.
