车床钻削加工连杆零件小端孔夹具设计及应用
2015-04-27李银玉吴敬
李银玉,吴敬
(沈阳工学院机械与运载学院,辽宁沈阳110005)
某汽车零件连杆批量生产。连杆两端孔尺寸精度和两孔中心距尺寸精度是加工重点。一般先加工完成大端孔,以大端孔为基准加工小端孔,保证两孔中心距尺寸精度。考虑到加工效率和尺寸精度,作者决定采用车床加工零件小端孔,设计工装夹具,将零件小端孔位于车床主轴中心,钻削刀具固定在车床刀架上,零件转动,刀具轴向移动,实现钻孔切削。
1 零件加工分析
图1 为连杆零件主要尺寸示意图。材质45 钢,精锻毛坯。大端孔φ30 mm,小端孔φ15 mm,两孔中心距尺寸120 mm,孔的尺寸精度和中心距尺寸精度均要求较高。大端孔φ30 mm 先加工完成,然后以大端孔为基准,加工小端孔φ15 mm,小端孔加工采用钻→ 铰两工步,先用钻头钻小于φ15 mm 孔,留精加工余量,接着用铰刀铰完成,达到尺寸精度。设计制造夹具,用夹具定位零件,限制零件位置,由夹具精度保证零件精度。

图1 零件主要尺寸示意图
2 夹具设计
图2 为夹具简图。夹具组成: 夹具体1,短轴2,快换垫圈4,蝶形螺母5,V 形块6,锁紧螺母7,配重块8。
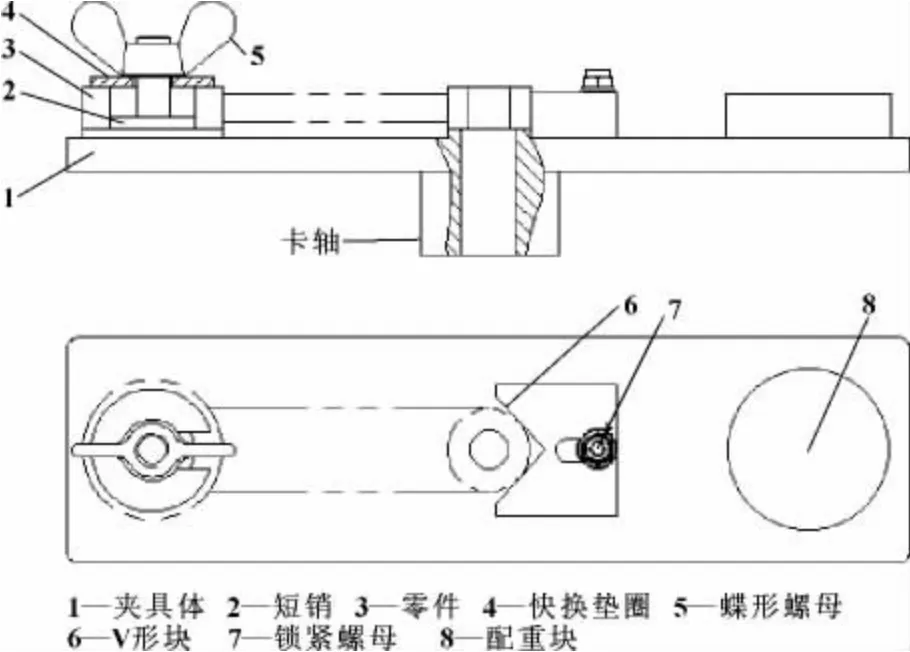
图2 车床夹具简图
零件安装在夹具体上,大端孔套在短轴上,过盈配合,零件一侧平面放在夹具体上平面,形成平面短轴定位,实现五点定位。零件小端孔为加工部位,位于车床主轴回转中心,小端外轮廓为定位面,由活动V 形块定位,实现一点定位,共六点定位。
蝶形螺母和快换垫圈为大端夹紧、V 形块定位后,由锁紧螺母锁紧,顶住零件小端,实现零件夹紧。
夹具体下面的卡轴为车床卡盘卡夹位置。
夹具体要求强度高,不变形,采用45 钢锻件,淬火处理。夹具体上部设计凸台,与零件大端和小端接触,可减少加工面,提高接触精度。
3 刀具设计
该零件小端孔加工采用钻 →铰方式,设计一个外方内圆(2 号莫氏锥套) 的刀库,刀库夹在车床刀架上,钻头或铰刀插入刀库里锁紧。利用刀架的自动进给实现钻头的进给切削。
4 安装使用
(1) 将夹具体安装在车床卡盘上,找正。
(2) 将零件安装在夹具体上,拧紧蝶形螺母和V 形块的锁紧螺母。
(3) 将钻头插入刀架上的刀库里锁紧。
(4) 横向移动刀架、找正。钻头中心与车床主轴中心重合,试加工确认无误后,刀架横向移动锁紧,保留轴向移动。
(5) 车床主轴转动,带动零件转动,刀架轴向自动移动,形成钻削加工。
(6) 钻孔结束,换上铰刀进行精铰加工,实现尺寸精度。
加工中,主轴转动为400 r/min,刀架进给量为0.3 mm/r。
5 结束语
应用夹具定位,保证了定位精度。采用车床加工,实现零件转动、刀具移动的加工方法。使用→钻铰加工,在一个工序里完成两个工步,既提高了加工效率,又保证了孔的尺寸精度和孔距尺寸精度。实践表明: 该设计及加工方法是可行的,降低了劳动强度,降低了加工成本。该夹具设计结构简单,定位可靠,安装方便,适合批量加工。
