新型连杆拼装平台设计
2015-04-23侯书宾丁高剑
侯书宾 丁高剑
我公司连杆均由机器人焊接,但存在拼装精度不够,拼装间隙不均匀,影响机器人的焊接。目前已广泛使用的拼装平台,在过程中需要工装定位,采用钢尺测量档距,利用铁锤调整零件拼装尺寸等工作,存在着拆装夹具繁琐、尺寸精度不够、劳动强度大等问题。此外,现行的连杆拼装平台将辅助零件焊接在面板上,无法自由移动,不能适应不同尺寸的连杆拼装。因此,提出设计新型的连杆拼装平台方案。
根据连杆的特点并结合操作的实际经验设计新型的拼装平台,以提高产品质量、拼装效率、拼装平台的适应性、降低劳动强度,为焊接机器人自动化生产线的应用进行探索式研发。
1. 新型平台及其工作流程
(1)新型平台部件 通过对多个不同拼装平台方案的筛选与组合优化,初步确定以下连杆拼装平台方案。该平台可根据连杆尺寸的大小调整各机构在平板上的位置,能适应不同外形尺寸的连杆。包括:限位块、定位机构、调节螺栓、夹紧凸轮机构,如图1所示。
(2)连杆拼装工作流程 第一,根据连杆外形尺寸,确定定位块、夹紧凸轮、定位机构的位置;调整定位机构两定位轮之间的距离,使其与连杆两主筋之间距离相等;调整调节螺栓高度,保证下盖板比主筋板低5mm。
第二,将主筋吊装至平台上,靠外侧限位块1定位及限位块2定位,利用夹紧凸轮1顶紧,以保证主筋另一端与限位块2紧密贴合,如图2所示。
第三,将盖板吊装至平台,用调节螺栓支撑,盖板的放置应与主筋及贴板贴严,如图3所示。
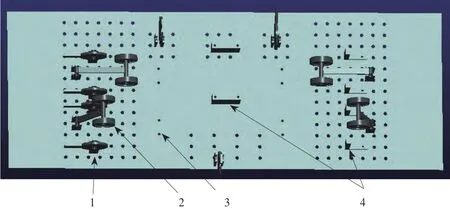
图1 新型平台

图2
第四,将另一根主筋吊装至平台,使其与下盖板大致贴合,将平台两端定位机构搬至两主筋之间,利用夹紧凸轮2和3夹紧主筋,使其与限位块3以及定位机构的定位轮贴紧,点焊主筋与盖板之间的定位焊缝,如图4所示。
第五,划线拼上筋板、打支撑,如图5所示。
如果主筋较短,在主筋一侧中点采用一个凸轮机构即可,如果主筋较长,在主筋一侧采用两个凸轮机构,如图6所示。
2. 新型平台关键装置
(1)利用凸轮机构夹紧可调节距离大,起始位置凸轮的边缘与耳板边缘重合,工作位置凸轮边缘伸出耳板边缘大约一个半径的距离。由于是靠凸轮圆周调节,随着凸轮的旋转,凸轮伸出的距离逐渐增大,所以调节精确;凸轮末端带有把手,把手可根据现场情况灵活调整其长度,根据杠杆原理的作用,工人操作省力,可单手操作,如图7所示。
(2)定位机构两侧以螺栓连接,可在一定范围内灵活调节两定位轮之间的距离,适用于不同档距的连杆;定位轮外侧为斜面,定位轮上端与两主筋接触,主筋与下盖板点焊好后,方便定位机构从主筋之间退出。每批连杆只需要调节一次,拼装过程不再用钢尺测量,避免了操作误差,如图8所示。
(3)限位块、凸轮机构、定位机构采用螺栓联接,可灵活调节各机构位置,适用于不同外形尺寸的连杆。

图3
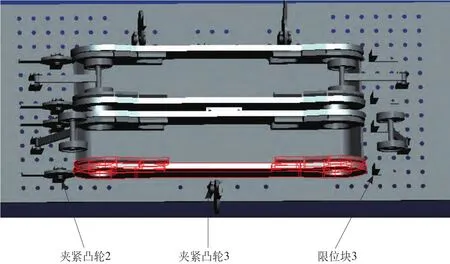
图4
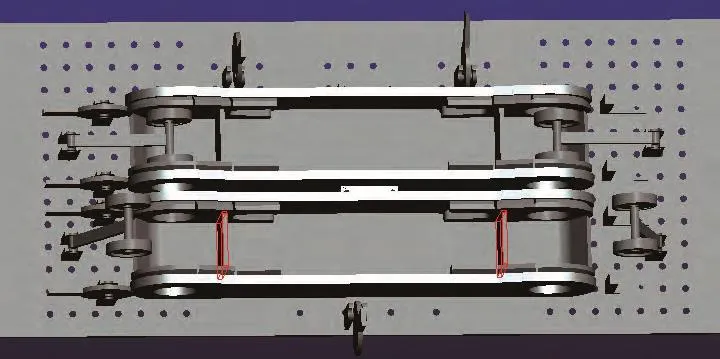
图5
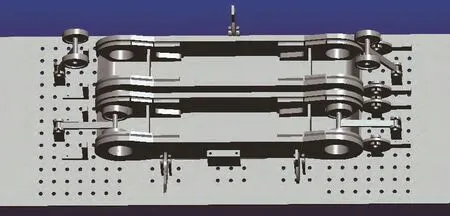
图6
(4)平板上的调节螺栓可根据圆弧半径的大小灵活调节下盖板高度。
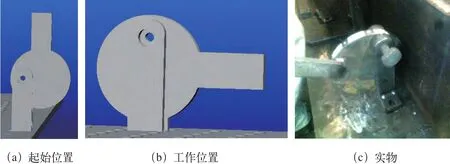
图7
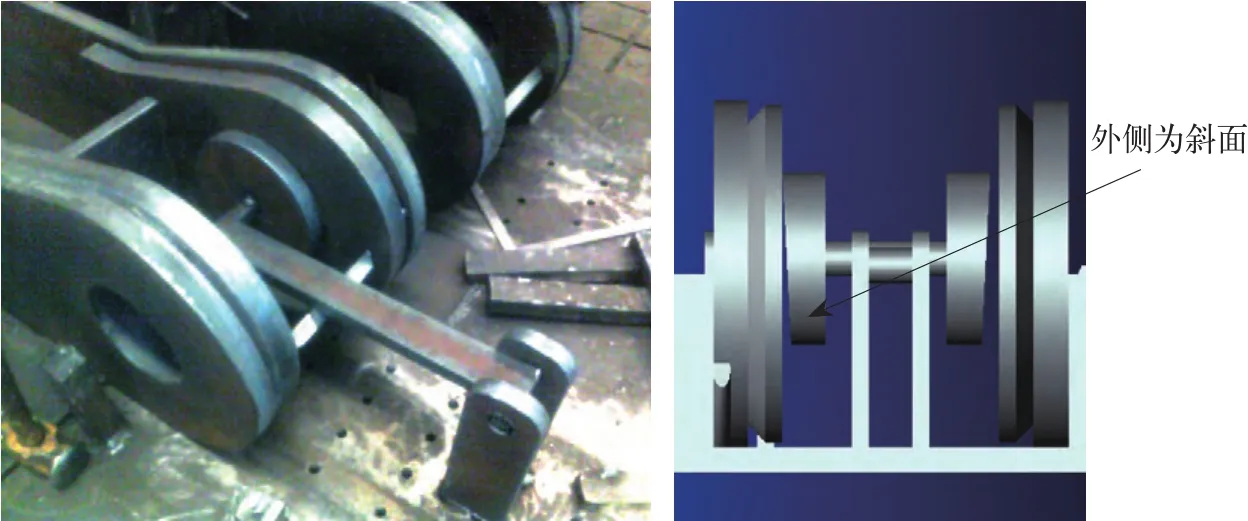
图8
3. 结语
(1)利用定位装置保证主筋之间档距,避免了操作误差,提高了拼装尺寸精度,从而提高了产品品质,适应了机器人对拼装精度的要求。
(2)省去了装、退夹具以及用钢尺测量档距的工作,提高了拼装效率。
(3)该平台可适应不同尺寸的连杆拼装,无需重复投制拼装平台,节约了成本。
(4)省去了用铁锤敲击调整拼装尺寸的工作,减小了工人的劳动强度。
