一种方形玻璃钢风管的数控缠绕设备的设计*
2015-04-19于仲海戴朝利李国龙
□ 于仲海 □ 邓 杰 □ 戴朝利 □ 李国龙
重庆大学机械工程学院 重庆 400030
无机玻璃钢风管是以氯氧镁水泥为胶结料、中碱玻璃纤维为增强材料、加入填充材料和改性剂等所制成的一种管材。目前,方形无机玻璃钢风管常用的加工方式主要采用手糊工艺,通过手工操作使氯氧镁水泥和玻璃纤维的不断交织重叠完成制作。该加工方法生产的产品不仅强度低、表面粗糙、质量稳定性差,而且工人劳动强度大,环境污染严重。由于采用机械式螺旋缠绕方式不适合矩形管的缠绕,矩形棱边处的滑线以及纤维与平面能否紧贴的问题无法得到解决,因此,现有的链条式缠绕机仅能应用于回转体缠绕,并且链条式缠绕机精度也无法达到环向缠绕的要求。为了实现玻璃钢方管的机械化缠绕,笔者提出了一种方形玻璃钢风管的数控缠绕方案,设计了方形玻璃钢风管缠绕设备。
1 方形玻璃钢风管的缠绕原理
由于方管为非回转体,吐丝嘴与芯模表面的距离会根据芯模的几何尺寸而不断变化。为了取得合适的缠绕线型,采用相当圆原理来简化方管复杂的计算。所谓相当圆,就是将任意非回转体制品简化为回转体进行缠绕工艺计算,所取得的圆周长与非回转体周长相等。但在实际缠绕中,由于摩擦力的存在,真实的绕线方式不可能完全按照同一个缠绕角一直缠下去,同时,由于矩形长宽的不同,缠绕角也会发生细微的变化,这种变化反映在棱边上就会由于张力的作用产生一个与摩擦力平衡的合力,一旦摩擦力不足以平衡这个合力,就会发生滑线,其稳定判别式为:

由于设计采用环向缠绕,所以a、b侧面的缠绕角变化接近于90°,因此只要满足式(1),在棱边处的缠绕就可以达到稳定;并且芯模也经过倒角处理,增大了棱边处的受力面积,进一步减小了发生滑线的可能。
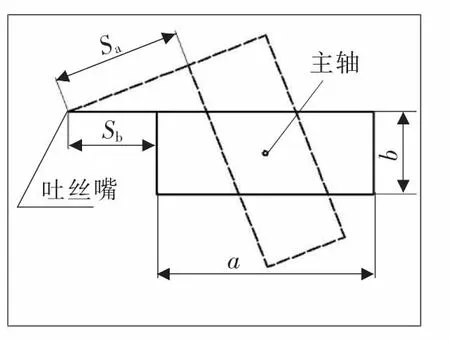
为了计算小车缠绕时吐丝嘴距芯模的最佳位置,需要先进行螺距因数的计算。螺距因数是为了在非回转体截面边长不等的情况下确定缠绕参数的一种方法,之后再根据具体尺寸来确定位置,其计算公式为:

式中:Ka、Kb为矩形截面长宽相应的螺距因数;Sa、Sb为吐丝嘴与矩形芯模之间的距离,如图1所示。
小车吐丝嘴距芯模的距离:

由此,可以确定小车吐丝嘴在垂直于主轴方向上的具体位置。
2 缠绕设备的总体结构
根据上述的缠绕原理,设计出如图2所示的方形玻璃钢风管缠绕设备的总体结构。
方形玻璃钢风管的纤维缠绕采用卧式缠绕为基本结构,主轴夹持芯模进行水平旋转,小车沿丝杆滑台作与主轴平行的直线运动。样机的整体构架材料为铝型材,可以满足受力与强度要求;小车上的丝杆滑台位于小车轨道升降台上,丝杆滑台模块选用了精密滚珠丝杆传动,避免了回程误差,具有低噪声、低扭矩传动以及免维护等优点。小车带有伸臂机构,使小车可以在X、Y、Z 3个方向上达到精确定位,满足不同尺寸芯模缠绕的要求;主、副轴采用双轴承座固定,便于芯模的安装与拆卸;纤维放卷轴位于缠绕机外侧,与磁粉张力控制器相连,用于纤维的放卷并控制张力;设备的底部装有浸液槽与废液回收槽,进行纤维的浸胶与废液的回收,以防对环境产生污染。
▲图1矩形芯模与小车位置
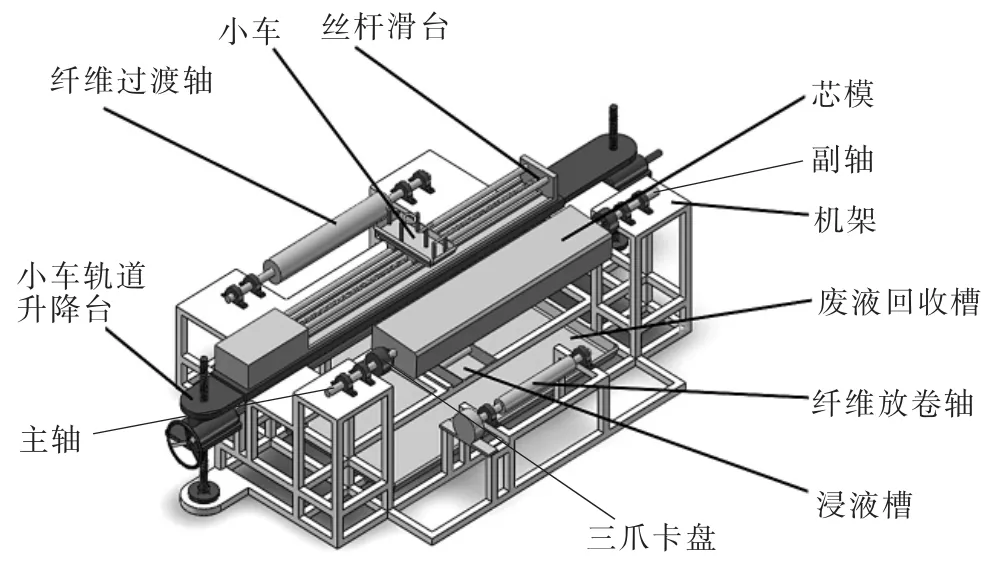
▲图2 缠绕设备三维结构示意图
对于不同长宽比的芯模缠绕,需要调整小车所在丝杆滑台的高度以及小车横向伸臂长度,本样机采用了小车轨道升降台与小型丝杆燕尾槽相结合的方式进行小车的3向位置调节。为了实现丝杆滑台的同步、平稳升降,升降高度由手轮进行控制;横向位置的改变由小型丝杆燕尾槽实现。
3 控制系统
图3为缠绕设备系统总体控制图,在系统中单片机通过控制步进电机输入脉冲来控制丝杆滑台丝杆的转速,从而控制小车的运动速度和方向。通过调节驱动器来调节微电机转速,从而控制芯模转速,丝杆滑台转速和芯模转速成比例关系。纤维张力的控制通过控制磁粉张力控制器的电流来控制纤维放卷轴的转动力矩,从而控制缠绕纤维的张力。
4 辅助系统设计
4.1 芯模装卸机构
为了方便芯模能够快速安装、取下进行后续处理,保证与主、副轴的同轴度,采用了双三爪卡盘的结构。三爪卡盘自带锁紧功能,可以方便进行芯模的安装、锁紧,保证扭矩的传递。
4.2 吐丝嘴展线结构

▲图3 缠绕设置系统总体结构控制图
▲图4 吐丝嘴设计

▲图5 浸液槽

▲图6 回收槽
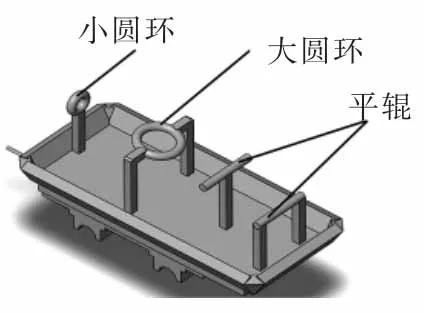
在进行玻璃钢纤维缠绕时,由数股玻璃钢纤维组成的纤维束通过浸液槽浸液后会由于所浸液体的黏性而聚合在一起,失去了缠绕所需固定的纤维宽度与均匀的纤维厚度,为了使聚集成一束的纤维重新变成可以缠绕的纱带,小车上的吐丝嘴设计成由展线圆环和展线平辊组成的绕线结构,来实现对纤维束的展线,如图4所示。纤维首先通过小车末端的小圆环,然后自上而下的穿过大圆环,由于张力作用,纤维束在经过大小两个圆环后,可以将原本聚集在一起的纤维展开,再经过两根平辊的表面,使展开的纤维更加分布均匀。在吐丝嘴四周装有胶液挡板,使丝杆不会受到剩余浸液的影响,多余的废液可以流回废液回收槽。
4.3 浸液槽与回收槽
浸液槽(见图5)的作用是当纤维通过绕线轴时,纤维可以得到充分浸胶,纤维浸胶是否充分对缠绕的效果有很大的影响;回收槽(见图6)主要用于收集纤维上脱离的多余胶液,由于氯氧镁水泥有一定的腐蚀性,并且会散发出有害性气体,需要对废液进行收集,以免对环境造成污染。
5 结束语
玻璃钢风管由于其具有阻燃、成本低、耐腐蚀等特点,有广阔的应用前景。目前,由于方形玻璃钢风管主要生产方式仍然是手工制作,极大地限制了它的推广。而采用机械式缠绕加工方形玻璃钢风管的方法效率高、成本低、质量好,而且大大减少了环境的污染与材料的浪费,本文所述的方形玻璃钢风管数控玻纤缠绕设备有一定的应用前景。
[1]冷兴武.纤维缠绕原理[M].济南:山东科学技术出版社,1990.
[2]侯传礼,张凯,张宪忠,等.湿法缠绕用绕丝嘴的研究[J].纤维复合材料,2007(1):29-30,44.
[3]何江华.玻璃钢缠绕机控制系统设计[D].哈尔滨:哈尔滨理工大学,2009.
