热定型工艺对底网针刺造纸毛毯性能的影响
2015-03-12尹丽敏邓炳耀刘庆生唐继春
尹丽敏,邓炳耀,刘庆生,唐继春
(1.江南大学非织造技术中心,江苏无锡 214122;2.生态纺织教育部重点实验室(江南大学),江苏无锡 214122;3.徐州工业用呢厂,江苏徐州 221000)
造纸毛毯属于特殊的产业用纺织品,是现代造纸工业中不可或缺的高值易损耗材料[1]。在造纸过程中,底网针刺造纸毛毯起着滤水、压榨、传递纸浆、充当传送带等重要作用。它的质量与造纸机的生产效率、纸张质量和能源的消耗等都有直接的关系[2]。造纸毛毯是一种有细小孔眼的织物[3],随着造纸技术向宽幅、高速、高线压方向的发展,造纸毛毯需要具备尺寸稳定性好、抗污、抗水解、耐磨、强力大、滤水性好、平整性好及压缩回弹性好等特点。
通过热定型处理能消除前道工序中产生的积聚在纤维和造纸毛毯内部的应力,提高并改善其物理机械性能[4]。纤维受热后会收缩,纤维内部结构变得紧密,最终使毛毯结构变得更加紧密,所以,热定型后造纸毛毯的尺寸稳定性也得到一定的改善[5]。本文在分析底网针刺造纸毛毯熔点和结晶温度的基础上,采用正交试验的方法进行热定型处理,选择不同的温度、时间和含湿率,并对热定型前后的造纸毛毯进行主要性能的测试。
1 试验部分
1.1 材料与仪器
底网针刺造纸毛毯(面密度为1280 g/m2),徐州工业用呢厂。
R-3定型烘干机,瑞比染色试机有限公司;Y522型织物耐磨仪,南通宏大实验仪器有限公司;P-AO轧车,瑞比染色试机有限公司;YG(B)812-120织物渗水性测定仪,温州大荣纺织仪器有限公司;DSC-Q200差示扫描量热仪,沃特世科技(上海)有限公司;YG141D型织物厚度仪,宁波纺织仪器厂;PL203电子天平,上海菁海仪器有限公司;YG461E-Ⅲ全自动透气量仪,宁波纺织仪器厂;YG026H型多功能电子织物强力机,宁波纺织仪器厂;CFP-1100A型毛细管流动孔隙测量仪,美国施多威尔公司。
1.2 结晶性能测试
取5 mg的样品放入DSC-Q200型差示扫描量热仪进行测定。以20.0℃/min的升温速率,从30℃升温至300℃,恒温3 min,消除热历史,然后以10℃/min的冷却速率降温至0℃,再以20℃/min的升温速率升温至300℃,过程采用氮气保护,氮气流量为50.0 mL/min。
1.3 热定型工艺
试验过程中,选用热定型的温度、时间和含湿率3个主要因素,假设不考虑因素之间的交互作用,按照L9(34)设计正交试验。表1示出正交试验中各因素的具体水平。
表1 正交试验因素水平表Tab.1 Factors and levels of orthogonal experiment
采用R-3定型烘干机,在设定的试验条件下分别对底网针刺造纸毛毯热定型,取出后置于室温自然冷却。
1.4 热定型前后性能测试
滤水性:利用YG(B)812-120织物渗水性测定仪测试毛毯的滤水性能。采用静水压法,试样尺寸为20 cm ×20 cm,出水速度为600 mm/min,当试样表面全部浸湿时,读取水柱高度(单位为mm)。
透气性:利用YG461E-Ⅲ全自动透气仪测试毛毯的透气量,测试压差为125 Pa,测试面积为38 cm2,喷嘴直径为6 mm。结果取测量5次的平均值。
压缩回弹性R:利用YG141D型织物厚度仪测试,压脚面积为2500 mm2,压脚直径为56.43 mm,结果取测量10次的平均值。先加轻压(50 cN),加压时间为30 s,读取数值为表观厚度To;再加重压(400 cN),加压时间为30 s,读取数值为稳定厚度Ts,解除重压30 s后再加轻压30 s,读取数值为回复厚度Tr。压缩回弹率的计算公式为

耐磨性:利用Y522型织物耐磨仪,选择100目的砂轮,圆盘转速为70 r/min,摩擦次数为2000次,称量磨擦前后质量,考虑到造纸毛毯只是反面与压辊、真空箱接触,正面对耐磨性的要求不是很高,所以只测试反面磨损质量[4]。
力学性能:采用YG026H型多功能电子织物强力机,夹距为200 mm,拉伸速度为100 mm/min。
孔径分布:采用CFP-1100A型毛细管流动孔隙测量仪,以平均孔径为指标进行分析。
面积变化率:剪取5 cm ×5 cm大小的试样,利用刻度尺分别测量热定型前后试件的尺寸,计算尺寸变化率。
厚度压缩率:利用P-AO轧车 (瑞比染色试机有限公司)模拟造纸毛毯的使用过程(浸轧30次,压力为0.5 MPa),然后再利用YG141D型织物厚度仪(压脚面积为2500 mm2,压脚直径为56.43 mm,加压50 cN,30 s)测量压榨前后的厚度,用厚度的压缩率表征。
2 结果与讨论
2.1 底网针刺造纸毛毯的结晶性分析
底网的经纱、纬纱、毛网短纤均是锦纶,图1示出底网针刺造纸毛毯各原料的吸热熔融图和放热结晶图。
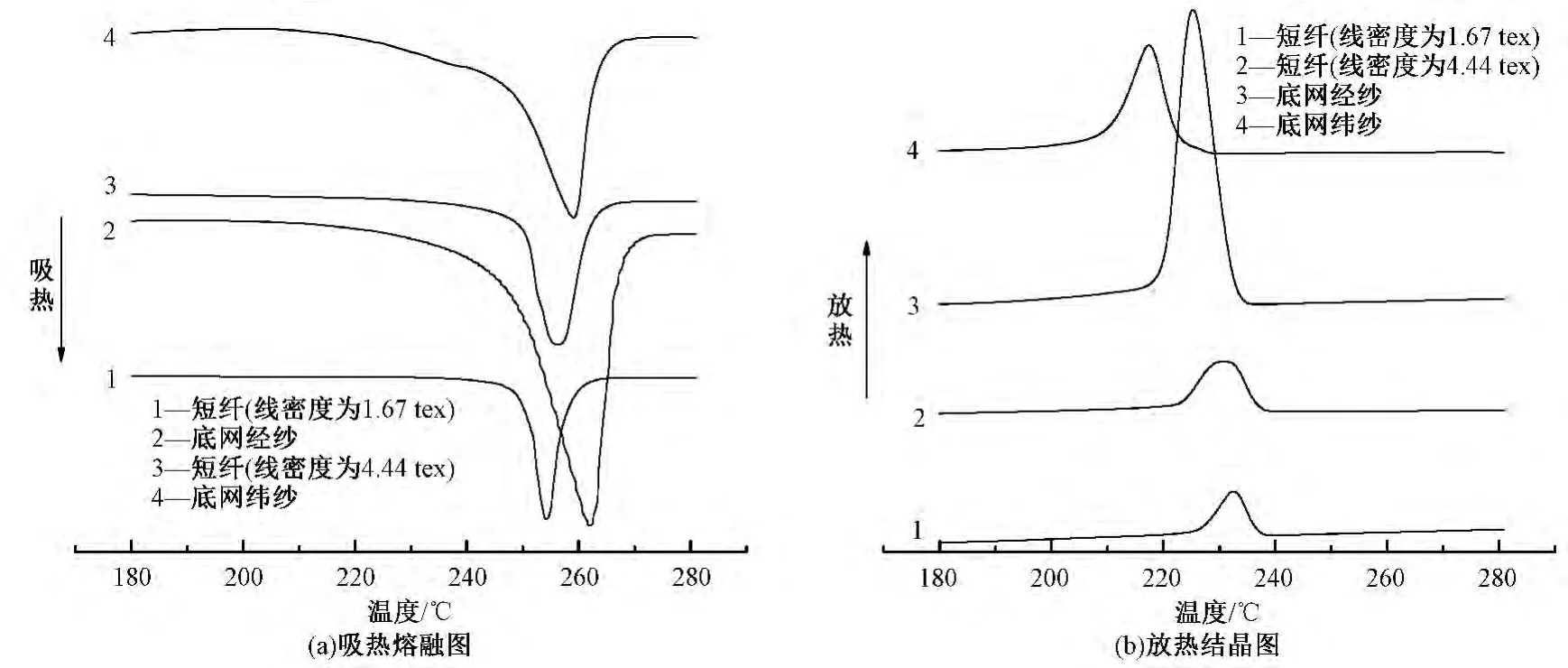
图1 底网针刺造纸毛毯各原料的DSC图谱Fig.1 DSC curves of BOM papermaking felts.(a)DSC curves of endothermic melting;(b)DSC curves of exothermic crystallization
从图1(a)可看出,试验材料的熔点均高于250℃。线密度为1.67 tex的短纤熔点为254℃、线密度为4.44 tex短纤的熔点为256℃、底网经纱的熔点为262℃、底网纬纱的熔点为259℃。由此,可以判断各原料均为锦纶66。
结晶度会影响织物的力学性能,而决定聚合物结晶总速率的因素为晶核生成速率和晶体生长速率[6]。温度太高,将影响晶核形成速度;温度太低,则影响晶体生长速度,因此,温度对聚合物的结晶过程影响较大[7]。从图1(b)可以看出,当温度为200℃时,4种原料都没有进入结晶状态;当温度为220℃时,仅底网原料(包括经纱和纬纱)进入了结晶状态,且不完全;温度达到240℃左右时,4种原料都已完全结晶。线密度为1.67 tex短纤的结晶峰对应温度为232℃、线密度为4.44 tex短纤的结晶峰值对应温度为231℃、底网经纱的结晶峰值对应温度为226℃、底网纬纱的结晶峰值对应温度为218℃。
由图1可见,为确保热定型温度不高于原料的熔点,同时,为探讨热定型中结晶状态对热定型后造纸毛毯性能的影响,最终确定热定型的温度分别为200、220、240 ℃。
2.2 正交试验分析
2.2.1 热定型对压缩回弹性的影响
热定型后造纸毛毯的压缩回弹性得到改善,具体表现为同一试样在先后施加轻、重压力时产生的厚度差变大,去除负荷后表现的回复量也变大。因此,热定型后的造纸毛毯变得蓬松[8]。表2为正交试验的数据表。可以看出,针对压缩回弹性而言,热定型的含湿率起着最主要的作用,其次是时间,再其次是温度。最优的方案为A1B1C3,即温度240℃、时间为正面60 s反面30 s、含湿率为0(干定型)。9组试验样品中,7#试样的压缩回弹性能最好。
2.2.2 热定型对透气性能的影响
相同的实验条件下,经过不同条件的热定型处理,与未经热定型的底网针刺造纸毛毯相比,透气流量值下降,即透气性能下降。经过热定型处理后,纤维之间缠结变得紧密,部分纤维由于大分子链折叠排列而收缩[9],平均孔径变小,阻碍了气流的穿透,使得透气量减小,表现为透气性能下降。当温度过高时,毛毯表面形成不连续的薄膜状熔融层,这是由部分纤维熔融而形成的,导致毛毯透气性严重下降[10]。
从表2还可看出,针对透气性能而言,热定型的时间起着最主要的作用,其次是含湿率,再其次是温度。最优的方案为A3B1C1,即温度200℃、时间为正面60 s反面30 s、含湿率为30%。9组试验样品中,1#试样的气体流量最大,透气性能最好。
2.2.3 热定型对滤水性能的影响
随着造纸机向高速方向的发展,造纸毛毯需要及时吸取并排出水分,因此,对造纸毛毯的滤水性有很高的要求[11]。能让水分从织物的一面渗透到另一面的能力为织物的滤水性。水分子在造纸毛毯内部可通过纤维中微原纤、原纤间的缝孔、纤维之间的缝孔等途径进行渗透和扩散,在毛细力的作用下也会发生芯吸作用[12]。
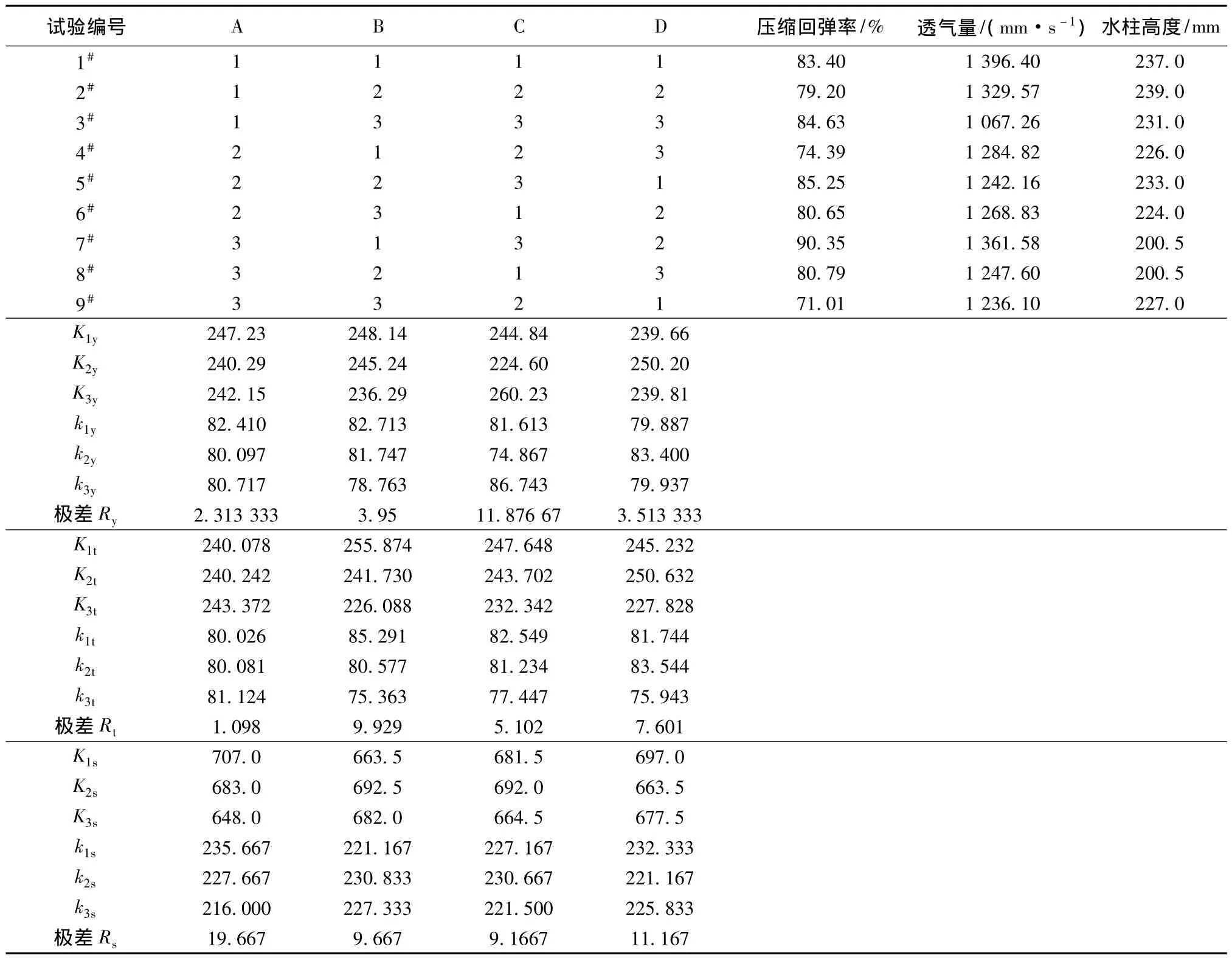
表2 正交试验数据表Tab.2 Experimental data of orthogonal experiment
生产过程中,往往会通过空刺的方法来固结纤维并增加垂直方向纤维的数量[11]。热定型后,滤水性能降低主要有2个原因,一方面是由于纤维之间的缠结变得紧密,垂直方向纤维的数量减小,在一定程度上不利于水的透过;另一方面是由于纤维是各向异性材料,径向膨胀大于纵向膨胀,平均孔径变小,有利于改善拒水性能[12]。
从表2可以看出,针对滤水性能而言,热定型的温度起着最主要的作用,其次是时间,再次是含湿率。最优的方案为A3B1C3,即温度200℃、时间为正面60 s反面30 s、含湿率为0(干定型)。本文正交试验中,最优方案是7#试样,其滤水性能最好。7#试样的压缩回弹性和滤水性能都是最好的,这也说明可压缩性能越好,越利于脱水。造纸毛毯被压缩后回复能力较强,不易被压实,有利于保持良好的脱水能力[12]。
2.3 热定型的最佳工艺
采用模糊数学方法分析数据,综合评判热定型后造低毛毯的性能,确定热定型最佳工艺。请5位专家对压缩回弹率、厚度压缩率、面积变化率、水柱高度、磨损质量、平均孔径、气体流量、断裂强力和断裂伸长率9个指标打分,满分100分,结果见表3。
对打分结果进行归一化处理,同时参考相关文献[11],最终确定各考查指标及其权重分配分别为 0.15、0.08、0.08、0.21、0.11、0.08、0.19、0.05、0.05。表4示出各指标的测试数据。
因压缩回弹率、平均孔径、气体流量、断裂强力和断裂伸长率是数值越大越好,故选用上限效果测度计算,而厚度压缩率、面积变化率、水柱高度和磨损质量是数值越小越好,故选用下限效果测度计算。

表3 专家打分结果Tab.3 Expert scoring results
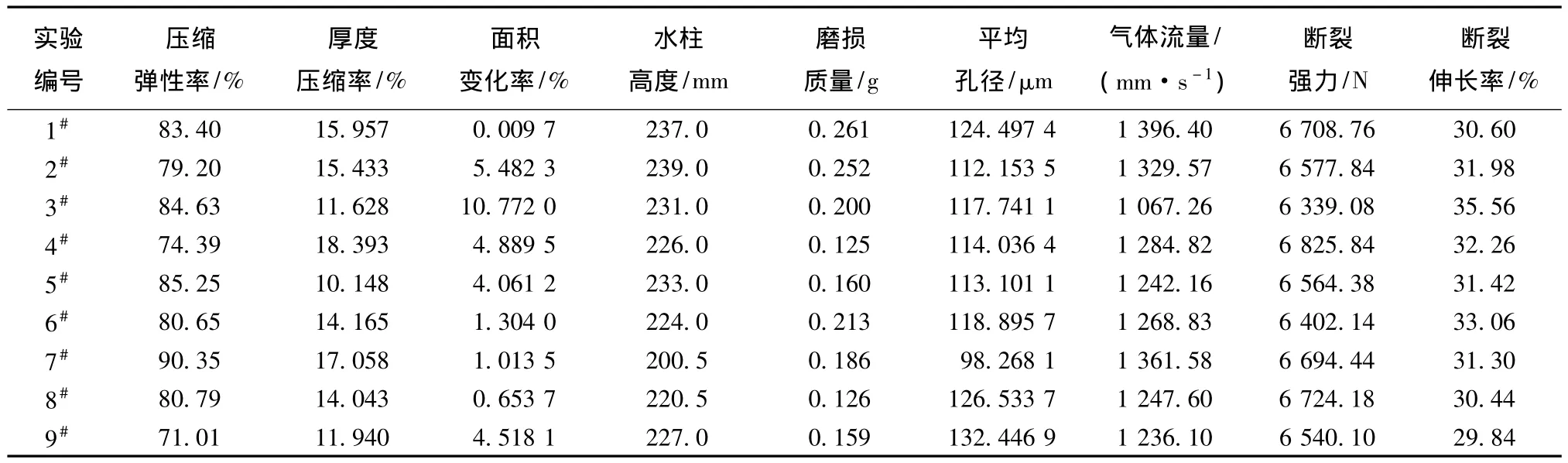
表4 各指标的测试数据综合表Tab.4 Comprehensive list of test data of indexes
上限效果测度计算公式为

式中:μij为性能的实际测试值;μmax为所有性能实际测试值的最大值;i为实验测试指标;j为实验次数,j∈[1,9]。
下限效果测度计算公式为

式中μmin为所有性能实际测试值的最小值。
最终的局势效果计算公式为

式中wk为各指标所分配的权重,wk>0,∑wk=1,k为指标个数[13]。
通过计算,得到9组试验的局势效果r值分别为:0.8628、0.7585、0.7661、0.8041、0.8213、0.7808、0.8236、0.8377、0.8041。
其中,1#试样的局势效果为0.8628,是9组试样中的最大值,因此,1#试样对应的热定型工艺就是最佳工艺。其热定型工艺为:温度240℃,时间为正面60 s反面30 s,含湿率30%。由于水的存在,纤维大分子的运动变得更容易,将加速定型过程的进行[14],三者配合,有利于改善底网针刺造纸毛毯的综合性能,消除前道工序产生的内应力。
3 结论
1)通过对底网针刺造纸毛毯的结晶性分析,结果表明,底网的经纱、纬纱和短纤原料均为锦纶66,熔点均高于250℃,结晶峰对应的温度均高于200℃。
2)热定型有利于改善底网针刺造纸毛毯的压缩回弹性能;热定型后造纸毛毯变得蓬松,纤维之间缠结紧密,部分纤维由于大分子链折叠排列而收缩,平均孔径变小,垂直纤维的数量减小,使透气性能降低、滤水性能降低。
3)正交试验分析结果表明,本文用底网针刺造纸毛毯的最佳热定型工艺为温度240℃、时间正面60 s反面30 s、含湿率30%。
[1] 刘建勇.造纸毛毯抗压抗污整理研究[D].天津:天津工业大学,2007:1-2.LIU Jianyong.The research on resist compression and soil-release finish of papermaking felt[D].Tianjin:Tianjin Polytechnic University,2007:1 -2.
[2] 晏雄,邓炳耀,王瑞,等.产业用纤维制品学[M].北京:中国纺织出版社,2010:212-215.YAN Xiong,DENG Bingyao,WANG Rui,et al.Industry Textiles[M].Beijing:China Textile & Apparel Press,2010:212-215.
[3] BAKER Samuel M,BARRETT Rex,CHASE Bud J,et al.The papermaking fabrics with contaminant resistant nanopaticle coating and method of in situ application:WO 2006/098917 A2[P].2006 -09 -21.
[4] 罗佳丽,潘福奎.造纸毛毯拉伸性能研究[J].山东纺织科技,2007(2):52-54.LUO Jiali,PAN Fukui.Study on the tensility of paper making felt[J].Shandong Textile Science &Technology,2007(2):52-54.
[5] 张建鹏,耿伟,刘洪林.造纸毛毯热定型机理及其影响因素分析[J].产业用纺织品,1994,12(4):22-24.ZHANG Jianpeng,GENG Wei,LIU Honglin.Analysis of mechanism and influence factors of papermaking felt heat-setting[J].Technical Textiles,1994,12(4):22 -24.
[6] 杨鸣波.聚合物成型加工基础[M].北京:化学工业出版社,2009:10-27.YANG Mingbo. Fundamentals of Polymer Processing[M].Beijing:Chemical Industry Press,2009:10-27.
[7] 沈璐,邓炳耀,刘庆生,等.热处理对涤纶针刺非织造布结构与性能的影响[J].产业用纺织品,2013(9):16-20.SHEN Lu,DENG Bingyao,LIU Qingsheng,et al.Effect of heat treatment on the structure and performance of PET needle-punched nonwovens[J].Technical Textiles,2013(9):16-20.
[8] 陈宝洪.关于纤维絮片压缩回弹性检测的探讨[J].中国纤检,2012(12):66-67.CHEN Baohong.A probe into detedting compression resilient of fiber flakes[J].China Fiber Inspection,2012(12):66-67.
[9] 刘晓华.热定型对毛毯使用性能的影响[J].中华纸业,2008(14):68-71.LIU Xiaohua.The influence of heat-setting on felt performance[J].China Pulp & PaperIndustry,2008(14):68-71.
[10] 张建鹏,耿伟,乔向利,等.造纸毛毯热定型工艺对其性能的影响[J].产业用纺织品,1996,14(5):20-22.ZHANG Jianpeng,GENG Wei,QIAO Xiangli,et al.The influence of heat-settingon feltperformance[J].Technical Textiles,1996,14(5):20 -22.
[11] 罗佳丽.复合造纸毛毯的工艺与性能研究[D].青岛:青岛大学,2007:33-63.LUO Jiali.Study on the technique and property of the composite papermaking felt[D].Qingdao:Qingdao University,2007:33 -63.
[12] 于伟东.纺织材料学[M].北京:中国纺织出版社,2006:332-334.YU Weidong.Textile Materials[M].Beijing:China Textile& Apparel Press,2006:332-334.
[13] 潘福奎,罗佳丽,王先锋.造纸毛毯工艺对其滤水性能影响的关联度研究[J].青岛大学学报:工程技术版,2007,22(1):66 -70.PAN Fukui,LUO Jiali,WANG Xianfeng.Study on the relationship between the processing parameters and the drainability of the paper making felt[J].Journal of Qingdao University:Engineering and Technology Edition,2007,22(1):66 -70.
[14] 王小瑞,朱宁.造纸毛毯的热定型[J].四川纺织科技,2001(5):28-30.WANG Xiaorui,ZHU Ning.The heat-setting on paper making felt[J].Sichuan Textile Science &Technology,2001(5):28-30.
