基于V N U C的导向轴数控仿真加工
2014-12-24罗雪梅
罗雪梅
(中国石油工程机械有限公司第四石油机械厂 电控所,湖北 荆州434020)
在数控加工过程中,为了检查数控程序的正确性,传统上采用试切法进行检验,但这种方法费工费料,代价昂贵,使生产成本上升,增加了产品加工时间和生产周期。随着数控技术的发展,以及计算机技术在工业领域的广泛应用,人们开始研究能逐步代替试切法的计算机仿真方法,研究试切环境模型化,并完成仿真计算和图形显示等,并最终实现了数控加工计算机仿真软件的开发与应用,北京斐克科技有限公司开发的VNUC数控加工仿真系统就是其中之一。
本文以VNUC仿真软件对导向轴的仿真加工为例,介绍该零件在仿真加工过程中的毛坯装夹、刀具选择安装、对刀及动态仿真等关键技术环节,以指导类似产品的数控仿真加工。
1 数控仿真加工准备
1.1 零件工艺分析
加工零件结构及尺寸如图1所示,该零件是典型的轴类零件,结构比较简单,采用外圆加工的方式进行加工。
1.2 刀具整备
该零件只需采用外圆切削加工,选取刀尖半径0.8,刀具长度60,D号刀片,J型刀柄。
1.3 毛坯准备
根据零件的最大尺寸,长度方向为118,直径为80,确定毛坯为直径82,长度150的圆柱型。
1.4 数控程序准备
数控程序的编写可以依靠CAM软件进行自动编程,然后进行修改。对于结构简单的零件,也可以利用手工编程。本文研究的导向轴可以利用手工编程,得到程序如下:
%
O0001
T0101
M03 S800;
G00 X82.Z10.;
G71 U7.0 R1.0;
G71 P050 Q110 U0.4 W0.2 F2.S500.;
N050 G00 X20.0 Z2.0;
G01 Z-50.0 F10.;
G01 X30.0 F10.;
G01 Z-56.0 F10.;
G03 X40.0 Z-61.0 R5.0;
G01 W-10.;
G02 X60.0 W-10.0 R10.0;
G01 W-15.0;
G01 X65.0;
N110 G01 W-10.0;
G70 P050 Q110;
G00 X50.0 Z50.;
T0202
M03 S800;
G00 X62.Z-96.;
G01 X58.0 F10.;
G01 X57.0 F10.;
G00 X62.;
G00 X82.Z10.;
M05;
M02;
%
2 数控仿真加工
首先在开始/程序菜单中打开“数控加工仿真系统”,进入系统登录界面,点击“快速登录”进入系统主界面。
2.1 机床选择
点击菜单“机床/选择机床…”,在选择机床对话框中控制系统选择FANUC,机床类型选择车床并按“确定”按钮。并完成机床回零,先使X轴回零,再使Z轴回零。
2.2 毛坯装夹
点击菜单“零件/定义毛坯…”,在定义毛坯对话框中修改毛坯尺寸,包括长度和直径,按确定按钮。点击菜单“零件/放置零件…”,在选择零件对话框中,选取名称为“毛坯1”的零件,并按确定按钮,界面上出现控制零件移动的面板,可以用其移动零件,此时点击面板上的退出按钮,关闭该面板,零件毛坯已放置在机床工作台面上。
2.3 导入NC程序
数控程序可以通过记事本或写字板等编辑软件输入并保存为文本格式文件,也可直接用FANUC系统的MDI键盘输入。
2.4 安装刀具
点击菜单“机床/选择刀具”在“车刀选择”对话框中根据加工方式选择所需的刀片和刀柄,确定后退出。
2.5 对刀
2.5.1 平端面
在手动(jog)状态下,让刀具靠近毛坯并主轴打开正转。进给速率减慢,+X方向退刀。点击“Offset Setting”进入坐标系设定补正里面在G01行里面输入“Z0”并自动“测量”。如图2所示。
2.5.2 试切直径
在手动(jog)状态下,让刀具靠近毛坯并主轴打开正转。进给速率减小一点。试切直径,并+Z方向退刀。主轴停转,点击主菜单里面“工具”。点击“测量”,利用软件的测量功能把式切直径测量出来,再把试切直径输入到补正里面。如图3所示。

图2 平端面

图3 试切直径
2.6 仿真加工
确定机床位置后,输入工件中心坐标,就可以开始仿真加工了。此时将操作面板的MODE旋钮切换到AUTO模式,点击Start按钮,仿真机床就开始自动加工,加工过程如图4所示。加工完毕的效果图如图5。
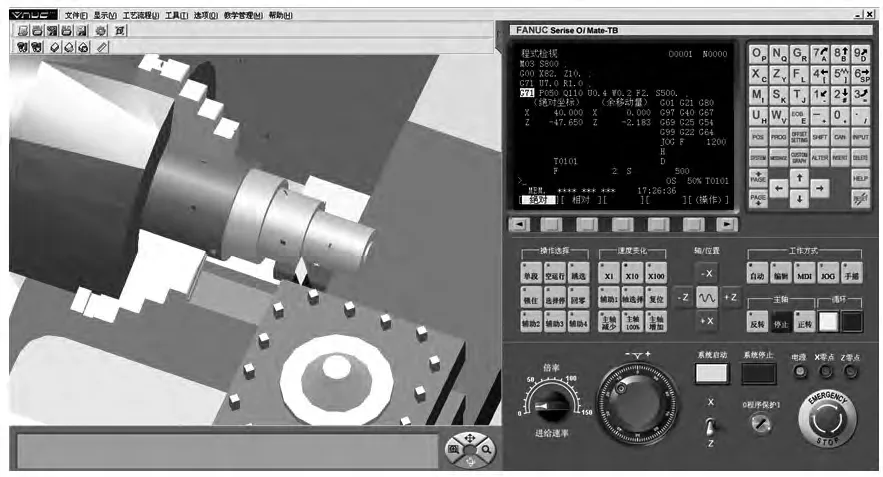
图4 加工过程示意图

图5 加工完毕后的效果图
3 结语
本文通过设置合理的参数,利用VNUC数控加工仿真软件实现了导向轴的数控加工代码验证,并模拟了该零件在FANUC系统机床上的操作及加工过程,在仿真软件的推广、生产质量保障、机床效率提高等方面具有十分重要的意义。
[1]韩伟娜,李欣玉.基于VNUC的虚拟数控机床仿真加工[J].北华航天工业学院学报,2010(06).
[2]陈国庆,沈先君.数控机床仿真在数控教学中的应用[J].科教文汇,2007(30).
