防爆开关壳体密封盖的焊接质量分析与对策
2014-12-14梁玉星
梁玉星
1.概述
防爆开关的壳体是矿用隔爆启动器的一个主要部件,不仅要隔爆,还要耐高温变形。防爆开关的壳体是由后端盖、筒体、上箱体、底座支板和密封盖装配焊接组合而成的一个产品。由于后端盖和密封盖都是由5~6mm厚的钢板压制而成的,板料较薄,焊缝要全焊,所以较易变形;另外,由于焊接工艺流程混乱,焊缝易造成未焊透和、未熔合、气孔和夹渣等缺陷。为此,在研究试验的过程中,我们不断总结经验,查阅相关资料,并经大量的实践,按正确的焊接工艺流程制作,保证了焊缝的质量,最终取得良好效果。图1为80(120)防爆开关的产品。

图1
2.密封盖焊接质量存在问题及使用环境
密封盖是由5~6mm厚的板料通过压模压制而成,板料较薄,材质为Q235-A,无回火脆性,冷变形塑性高,与法兰装配焊接时易产生法兰变形的现象。焊接时必须采用工装夹具将其固定在平台上,并采用分段焊接法,不能连续焊。
壳体的密封盖由于是在矿井高瓦斯、高煤尘、复杂、恶劣的工作环境下,首先要求焊缝必须能够承受得住16~24MPa(调试中最高为32MPa)的水压试验压力;其次在板料与法兰焊接的过程中,容易出现气孔、裂纹、端面变形等焊接缺陷,导致产品达不到防爆要求而出现安全隐患。因此,对壳体密封盖焊接质量进行分析,逐一排查产生的原因,并提出相应的改进措施及对策,显得尤为重要。
3.焊接制作过程中产生焊接缺陷原因
在刚开始试制时,由于经验不足,焊接人员技术水平良莠不齐,使用的设备又是焊条电弧焊,从而导致产品出现以下类型的焊接缺陷。
(1)气孔 第一,坡口边缘不清洁,有水分、油污和锈迹。车间生产中半成品堆放不规范,没有专门的半成品摆放货架,导致半成品材料沾上水分、油污和锈蚀。
第二,焊条或焊剂未按规定进行焙烘,焊芯锈蚀或药皮变质剥落。
第三,低氢型焊条焊接时电弧过长,角度不当,焊接速度过快。
第四,焊条摆动时在坡口边缘停留时间较短。
(2)夹渣 第一,焊缝边缘有氧割或碳弧气刨残留的熔渣。
第二,坡口尺寸不合理,原来的坡口尺寸只有3mm,(见图2),焊接厚度不够;另外,坡口角度太小,焊接热输入太小或焊接速度过快。
第三,在使用酸性焊条时,因电流太小或运条不当而形成“糊渣”,使用碱性焊条时电弧过长或极性不正确。
第四,焊接部位有脏物,上一层焊渣未清理干净。
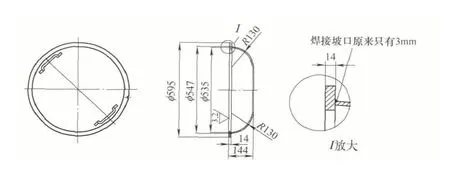
图2
(3)未焊透 焊接电流小,熔深浅;坡口和间隙尺寸不合理,钝边太小;磁偏吹影响;焊条偏芯度太大;层间及焊根清理不良。
(4)未熔合 焊接电流过小;焊接速度过快;焊条角度不对;产生弧偏吹现象;焊接处于下坡焊位置,母材未熔化时已被铁液覆盖;母材表面有污物或氧化物影响熔敷金属与母材间的熔化结合。
总之,防爆开关启动器的壳体密封盖在焊接过程中,除了注意以上缺陷外,还要注意焊缝的外观成形尺寸和形状是否符合要求,有无焊缝超高,表面是否光滑,焊缝是否过宽;焊缝向母材过渡是否圆滑,匹配适当,以及有无错边、塌陷等外观缺陷。
4.改进措施
针对以上焊缝缺陷产生的原因分析,结合生产实践,提出以下改进措施。
(1)生产现场的管理 第一,生产车间中半成品堆放采用专用货架,专人管理,确保清洁、干燥。
第二,焊接时,清理工件坡口边缘的水分、油污和锈蚀。
第三,严格按规定保管、清理和焙烘焊接材料。
(2)焊接方法的改进 第一,由原来使用焊条电弧焊机改为CO2气体保护焊机进行施焊。
第二,人员安排由原来所有焊工均可参与焊接改为只有焊接水平较高的焊工才能操作。
(3)合理设计焊接坡口 原来的焊接坡口尺寸只有3mm,改进后为6mm,并在端头法兰处设计出焊接插入深度5mm(见图3),实施双面焊接。
(4)焊接参数的选定 第一,因密封盖板料较薄,故选取气保焊的焊丝直径为1.2mm,可满足焊接质量要求。
第二,焊接电流与电弧电压之间要相互匹配。生产实践表明,选用φ1.2mm焊丝,电弧电压19V,焊接电流120A,气体流量10L/min,可保证焊接质量。
第三,在平焊、立焊和仰焊方式中,平焊具有焊缝成形良好,飞溅少等特点,因此密封盖工件的焊接首选平焊。
第四,由于使用的是半自动焊机,所以选定的焊接速度为120mm/min。因为如果焊接速度过快,气体的保护作用就会受到破坏,同时使焊缝的冷却速度加快,这样就会降低焊缝的塑性;反之,如果焊接速度太慢,焊缝宽度就会明显增加,熔池热量集中,容易产生烧穿等缺陷。
第五,在焊接密封盖时,属于一般材料,宜采用直流反接的电源极性。
第六,焊丝伸出长度:一般情况下焊丝的伸出长度约为焊丝直径的10倍,定为12mm。
第七,喷嘴与工件的角度:无论是自动焊,还是半自动焊,当喷嘴与工件垂直时,飞溅都很大,电弧不稳。为了避免这种情况的出现,可将喷嘴后倾10°~15°,即可保证焊缝成形良好,焊接过程稳定。
第八,运条手法:为更好地解决飞溅问题,提高焊接质量,宜采用平焊锯齿形运条方法。
5.结语
自从改进焊接工艺,严格按焊接操作规程施工后,防爆开关壳体密封盖的焊接质量有了很大的提高,焊缝经过X射线探伤合格率达到100%,水压试验无渗漏。不仅提高了产品性能,降低了生产成本,而且焊后密封盖的内壁很清洁,外形美观,经久耐用,受到了用户的广泛好评。
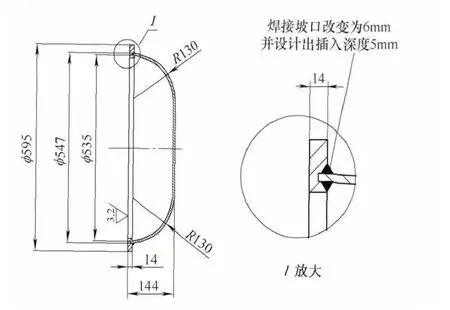
图3
