国际某大型管道工程海底管道段焊接工艺
2014-12-14周学深杨泽亮黄超方海波马东山陈超
周学深 杨泽亮 黄超 方海波 马东山 陈超
1.概述
该项目海底天然气管道起于海岛西海岸的首站,向西北方向铺设至联络站,线路长度约30km,路由区最大水深约50m,设计压力9.7MPa。路由海域条件十分复杂,涉及到6种表层地质条件,5个斜坡,17段硬质障碍物,海流流速较大,全线采用铺管船法进行海底管道的铺设。
考虑到海底管道施工投入高,风险大的特点,在保证工程质量的前提下,最大限度缩减海上工期,以减少工程投入。管材的选择和焊接工艺的制定,是保证工程质量和施工进度的先决条件。
2.海底管道焊接工艺技术
为了避免海底环境对管道产生影响,故选择合适的管材并制定相应的焊接工艺,以确保焊缝的力学性能达到API1104技术规范的质量要求。施工前,选定管材的钢级并编制焊接工艺规程。
(1)管材的确定 根据管道的设计压力、海流对管道的冲击和增加配重平衡浮力,钢管钢级选用X65,φ610mm×22.2mm,并增加混凝土配重层85mm/95mm。
(2)焊接设备的选择 该工程海底段全线选用Fronius TPS 3200型CRC管道全位置自动焊接设备(见图1)。
该自动焊接系统包括内焊机/对口器(见图2),在管道内部固定管道端头并对正管口,两个焊机在管道外部同时进行打底焊,平均速度为570mm/min,焊接效率约是焊条电弧焊的6倍。通过远程遥控系统,焊接小车从管外进行其他焊道的焊接,焊接工艺主焊道采用熔化极气体保护焊(GMAW)打底、热焊、填充及盖面,焊缝返修选用焊条电弧焊(SMAW)打底+自保护药芯半自动焊(FCAW)热焊、填充、盖面。
(3)焊材的匹配 选择与焊接设备及管材相匹配的焊接材料进行焊接,如表1所示。
图1 Fronius TPS 3200型CRC管道全位置自动焊接设备

图2 用内对口器进行管道对接
(4)焊接坡口设计 该项目以水平固定(5G位置)方式,对相同直径及壁厚钢管进行对接,为获得较好的焊接质量及成形效果,主焊道选用U形坡口(见图3a),钝边(1.5±0.2)mm,根部间隙0~0.5mm,焊缝余高0~2mm,盖面焊缝宽度在坡口上每侧增加0.5~2.0mm。返修选用V形坡口(见图3b),钝边厚度(1.6±0.8)mm,根部间隙2~3.5mm,焊缝余高0~2mm,盖面焊缝宽度在坡口上每侧增加0.5~2.0mm。
(5)焊接参数 管材在焊接之前需要进行80~150℃预热处理,选用火焰加热或中频电阻加热方式。并选用内对口器固定钢管的位置。焊接过程中,需要保证环境湿度<90%RH。如果环境温度<5℃,需要采用有效的保护措施,以避免过度的快速冷却。环境风速要求<2m/s。焊接参数如表2所示。
3.焊接工艺评定
依照国际标准API1104评价焊接工艺的可靠性。
(1)无损检测试验 焊后对焊缝进行水冷降温。24h后试件经外观检查合格,其内部质量经X射线探伤达到API1104《管道及有关设施的焊接》中无损探伤验收标准,评定合格。
(2)力学测试结果 第一,拉伸试验。抗拉强度为576MPa,断裂位置位于母材,符合标准要求。
第二,弯曲测试。试样弯曲180°后未产生裂纹,结果合格。
第三,刻槽试验。试样拉断后,每个刻槽锤断试样的断裂面完全焊透和熔合。
第四,硬度试验。测试最大硬度为256HV,符合标准要求。
无损检测和力学性能试验均符合标准要求,确保了该焊接工艺的焊接质量和可靠性,因此可以在实际工程项目中广泛使用。
4.工程进展情况
中石油管道建设者克服诸多不利条件,艰苦奋战,最终该项目海底管道工程顺利完成海上连头,实现海底管道的完美对接,管线被平稳安放到海床上。
该项目的顺利完成,除了依靠部门间的通力合作,更依靠焊接工艺规程编制合理,保证了施工安全和工程质量,也提高了工作效率,缩减了工期,大大加快了海底管道铺设进程,为陆管设计施工提供了保障,极大地降低了施工成本,向世界证明了中国海洋工程建设的技术实力。
5.结语
按照API1104要求,针对X65管道用钢进行焊接性分析,编写焊接工艺规程,形成一套适合于海底管道工程的焊接工艺技术。
针对工程的特殊性和难点选择合适的管材并编制了相应的焊接工艺,不仅保证了该项目管道工程海底管道段的管道强度及焊接质量,而且提高工作效率,缩短了工期,降低了成本。
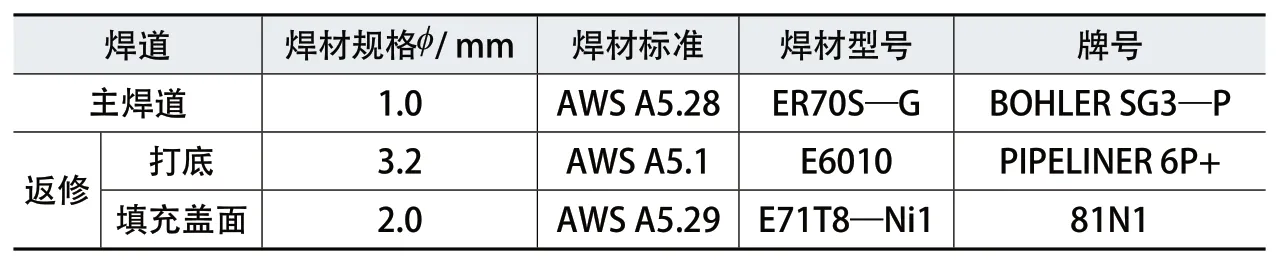
表1 焊接所选焊材
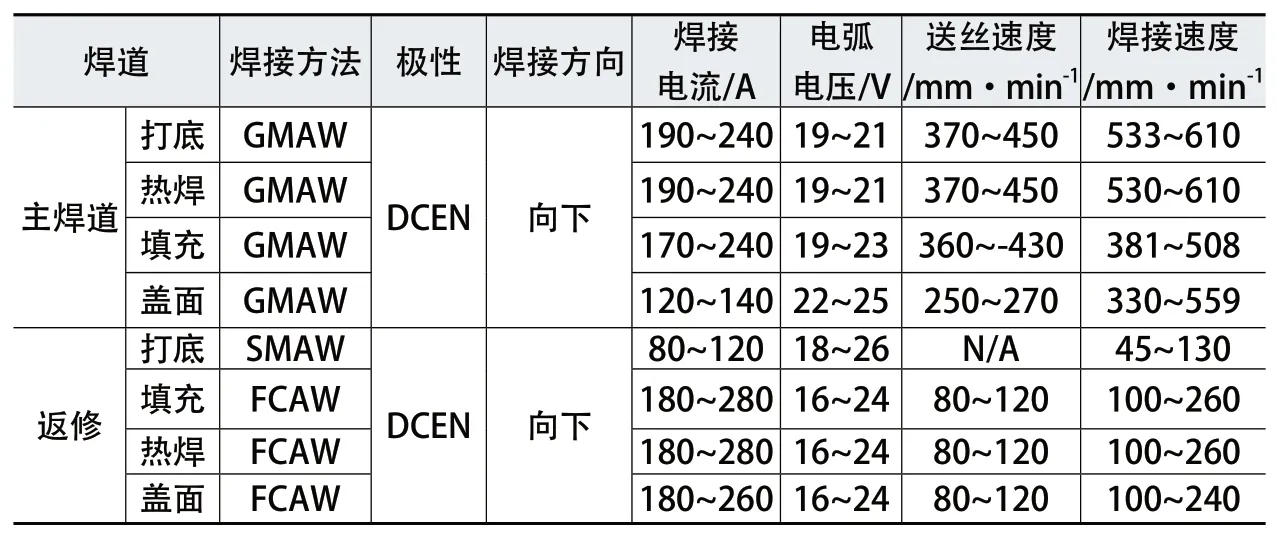
表2 焊接参数
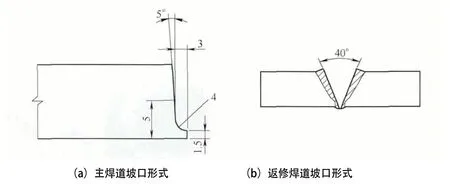
图3 试件坡口形式
