非标准弯头的设计尺寸计算
2014-12-07段海涛王博
段海涛 王博
(中国核电工程有限公司,河南郑州 450000)
非标准弯头的设计尺寸计算
段海涛 王博
(中国核电工程有限公司,河南郑州 450000)
本文对非标准弯头的尺寸计算方法进行了分类总结,并以管道施工图中的三维管道图纸中的非标准弯头标注错误问题为实例,进行非标准弯头角度及尺寸的重新计算,并根据计算结果修改弯头处的标注尺寸,以期对设计人员在三维管道图中的非标准弯头设计起到一定的指导作用。
非标准弯头 尺寸计算 管道
弯头作为受压管道中的重要部件,不仅能改变管线的方向,还可以提高管路柔性,缓解管道振动和约束力,并对热膨胀起补偿作用[1]。在核电管道设计中,45°弯头和90°弯头是管道系统中比较常用的连接部件,而由这两种标准弯头切割而成的非标准弯头最为常用。在管道设计过程中,设计人员经常对非标准弯头的尺寸进行主观臆断,导致非标准弯头无法焊接,为此本文对非标准弯头的尺寸计算方法进行了分类总结,以期对三维管道图中的非标准弯头设计起到一定的指导作用。
1 非标弯头计算模型
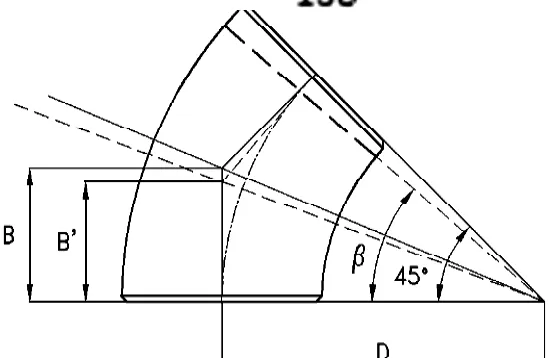
图一所示为45°弯头及切割后的非标弯头计算模型,其中

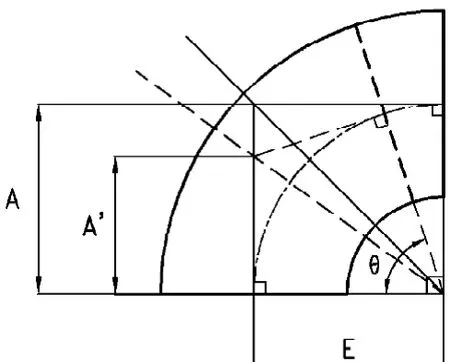
图二所示为45°弯头及切割后的非标弯头计算模型,其中

式中:B:对焊45°长半径弯头中心到端部的距离;
B’:对焊45°长半径弯头切割后角度为β的非标弯头中心到端部的距离;
A:对焊90°长半径弯头中心到端部的距离;
A’:对焊90°长半径弯头切割后角度为θ的非标弯头中心到端部的距离。
2 非标准弯头计算实例
本文根据三维管道图纸中的非标准弯头标注错误问题,可分为三种类型分别进行了非标准弯头尺寸计算。
2.1 一个弯头为非标弯头
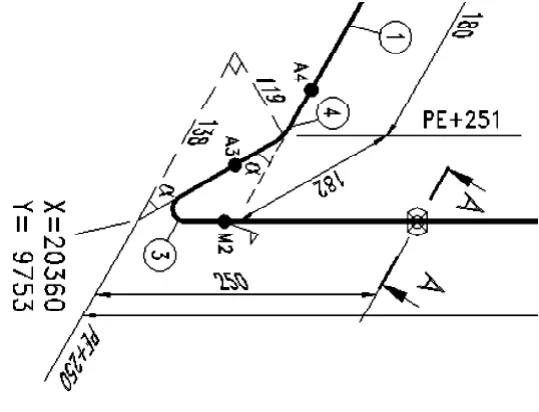
两个弯头之间有一段直管段,如图三:
(1)先确定图三中所示的α角,即部件④对应的弯头的角度。

图一
图二
图三
图四
(2)对45°弯头进行切割计算出40.8°弯头的B’值,如图一所示。
对于45°弯头,查核电站管道与管件选用手册[2],得知公称直径为3”弯头B=51。则:
弯头切割后,D值不变,由D值可以计算出对应于40.8°弯头对应的B’值:

(3)部件③对应的弯头角度为90°,查公称直径3”的90°弯头对应的中心到端部的距离为A=114,则图三中对应的部件③、④间距应该为L=45.8+114=159.8≈160。
由此可知,图三中所示部件③、④间距为182>160,说明两部件间存有一直管段与之焊接,应该有2个焊点,与图中所标一个焊点A3矛盾。修改方案可为:标注尺寸138改为168,182改为206,A4焊口处标注尺寸180改为150,即部件④对应的45°弯头向左移动30mm。
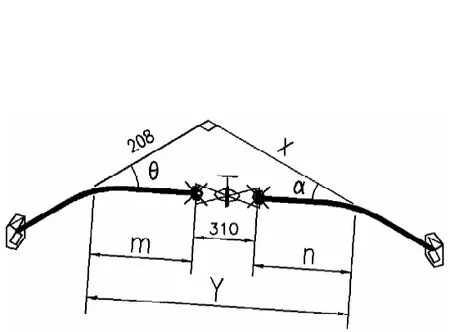
2.2 两相邻对焊的非标弯头
如图四所示
(1)对45°弯头进行切割计算出角度为α弯头的B’值,如图一所示:

(2)对90°弯头进行切割计算出角度为θ弯头的A’值,如图二所示:
(3)如图四所示位置关系,可列如下关系式:

其中:m 为90°弯头切割后的非标弯头中心到端部距离,n为45°弯头切割后的非标弯头中心到端部距离,即:
由以上9个关系式可以得出:

修改方案可为:标注尺寸203改为65+310/2=220;206改为34+310/2=189。
3 结语
(1)对非标准弯头的尺寸计算方法进行分类总结,可以对设计人员在三维管道图中的非标准弯头设计起到一定的指导作用。
(2)在管道设计中,对非标准弯头角度及尺寸进行精确计算,能有效的减少设计误差,提高设计质量。
[1]徐思浩.90°弯头的应力分析[J].化工设备与管道,2001,38(4):38-39.
[2]核电站管道与管件选用手册[S].中国核电工程有限公司,2009:31-34.