齿圈开裂失效分析
2014-11-28金荣芳丁惠麟
金荣芳,丁惠麟
(南京金城机械有限公司,南京 211121)
0 引言
高速齿轮箱人字齿圈组合件组装后,试车运行2 h 未发现异常。过一周后进行第二次试车时,开机发现齿圈转不动,并有开裂声音。打开视孔盖后发现一个齿圈开裂,开箱后发现另一个齿圈也开裂,如图1 所示。
齿圈技术要求:材料为20CrMnMo 钢,渗碳、淬回火后表面有效硬化层深度3.0~3.8 mm,齿部表面硬度HRC 58~62,心部硬度HRC 33~42。
齿圈生产流程:1 220~800 ℃锻造成毛坯→粗加工→渗碳、淬回火→精加工。
分级加热渗碳工艺:650 ℃→860 ℃→930 ℃渗碳→840 ℃强冷至400 ℃以下出炉。螺纹孔、端面及内孔涂防渗剂保护(实际螺纹孔内用石棉绳堵塞保护)。
分级加热淬火工艺:650 ℃→830 ℃保温6 h→油冷→190 ℃保温24 h 回火→空冷。
齿圈热套步骤:加工好的齿圈加热后套在轮毂上,再将齿圈和轮毂一起加热后套在轴上,使3个部件紧密地组装在一起,然后车磨成型(图2)。
此高速齿轮箱是大型风力发电设备上的主要部件,作为一种新型的绿色环保产业,风力发电在国内外得到了大力发展。齿圈开裂使得设备无法正常运转,给企业造成了较大的经济损失。为了查明齿圈的开裂原因,对开裂件做了一系列的检查分析[1-3]。本研究通过对齿圈断口宏观和微观观察、化学成分分析、硬度测定、低倍组织检查、非金属夹杂物检查、显微金相组织检查等,分析了其开裂原因,对同类故障的分析和避免类似故障的重复发生具有一定的借鉴意义。

图1 齿圈开裂后的裂纹形态Fig.1 Cracking morphology of gear ring

图2 齿圈、轮毂和轴热套组装后的形态Fig.2 Assembling morphology of gear ring,hub and shaft after heating
1 试验过程与结果
1.1 宏观检查
齿圈两端面各有2 个安装孔,断裂是从相对深度较浅的螺纹孔A 靠近底部和底部处开始,呈多源特征(图3)。断面可看到3 个区域:第1 个区域有深蓝色的氧化层,第2 个区域呈灰白色的平坦区,第3 个呈放射状的粗糙区,其面积较大。在螺纹孔底部和附近的螺纹处,由于加工不良形成密集的细小裂纹(图4)。而图3a 中螺纹孔B 清洗后检查,其加工表面虽粗糙,但未发现有微裂纹存在。

图3 断面及裂纹源区形貌Fig.3 Morphology of fracture surface and crack source
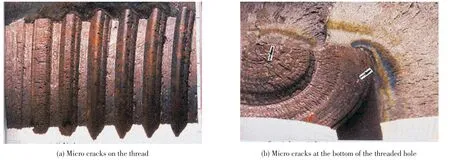
图4 加工形成的微裂纹(箭头处为裂源处的氧化色)Fig.4 Micro cracks formed in machining process(arrows pointing to crack sources with oxide color)
1.2 扫描电镜检查
从图3a 中A 处取样观察,螺纹底部裂源处有密集的微裂纹(加工微裂纹)存在,开裂是从微裂纹处扩展所致(图5a);断面靠近螺纹边缘呈沿晶状开裂,图3bⅡ区呈解理形貌(图5b),有少量撕裂棱为韧窝形貌;Ⅲ区为准解理形貌(图5c)[4-5]。对氧化色处进行能谱成分分析,结果表明主要含氧化铁和少量的合金元素。

图5 断口不同区域的微观形貌Fig.5 Micro morphology of fracture at different position
1.3 化学成分分析
经光谱分析,齿圈的化学成分见表1,符合JB/T 6396—2006 中20CrMnMo 钢的要求。
1.4 硬度测定
靠近螺纹处渗碳层硬度为HV0.2304,而中心区为HBW 234。

表1 齿圈的化学成分及标准要求(质量分数/%)Table 1 Chemical composition of gear ring (mass fraction/%)
1.5 酸蚀低倍组织检查
切取下面一片试样,磨平后进行热酸蚀低倍试验,结果一般疏松、中心疏松等均小于1 级。
1.6 钢中非金属夹杂物检查
按GB/T 10561—2005 标准评定,B、D 和DS等夹杂均为1 级。
1.7 显微金相组织检查
在裂源部位,观察螺纹处、螺纹近底部无螺纹的光杆处和螺纹孔底部加工表面,结果这些部位的表面均有微裂纹和分散及网络状氧化物(图6),侵蚀后在表层均有渗碳层和少量脱碳现象(断裂部位无脱碳现象),渗碳层深度约为0.5 mm(图7),渗碳层组织主要为珠光体。心部组织为条带状粒状贝氏体+铁素体+珠光体[6](图8)。螺纹孔靠近端面处渗碳层较深,整个螺纹已渗透。
2 分析与讨论
齿圈开裂是从吊装孔靠近底部和螺纹孔底部开始的,呈多源形态,裂源处有深蓝和蓝黑色氧化膜。螺纹孔靠近底部和底部区域由于机械加工不良,导致加工表面产生不同形态的密集微裂纹,裂源从微裂纹处形成。
断口有明显的3 个区域,即裂源处的氧化色区、较平坦的扩展区和较粗糙的呈放射状的快速扩展区[4]。
显微组织中可看到螺纹孔内有渗碳层,靠端面螺纹孔口处渗碳层较深,整个螺纹已渗透,而靠近螺纹孔底部则较浅(约0.5 mm)。说明螺纹孔在渗碳过程中,石棉堵塞未能保护好,渗碳气氛已进入,引起螺纹孔内不同程度的渗碳现象。螺纹表面渗碳后,表面硬度高,脆性增大。从图5b 中可以看出断面靠近螺纹边缘呈沿晶状开裂,随后呈解理形貌,均为脆断特征,说明其脆性较大。

图6 螺纹加工表面的微裂纹和氧化物Fig.6 Microcracks and oxide on the machining surface of thread

图7 表面渗碳层和少量脱碳Fig.7 Carburized layer and slight decarburization

图8 条带状粒状贝氏体+铁素体+珠光体Fig.8 Stripped and granular bainite+ferrite+pearlite
一般零件在热处理过程中,由于内外冷却的不同时性,会产生组织应力和热应力,随着直径的增大,未淬透部分的增多,热应力随之增加。所以,大型零件容易产生“热应力型内裂”[7]。齿圈的横截面积在536 mm ×300 mm 左右,裂源部位仍保持片状珠光体为主的组织,说明在热处理过程中,螺纹孔底区域存在一定的热应力。在热处理淬火过程中,中心冷至600 ℃以下处于弹性状态,易在热应力的拉伸作用下,在加工粗糙的微裂纹处因应力集中而形成裂纹[8-9],同时引起裂纹表面的高温氧化。装车试车时,在启动时较大应力的冲击作用下,会使裂纹扩展。当第二次试车时,齿轮再次受到启动应力的冲击,瞬时导致齿圈的整体开裂。
3 结论
1)齿圈材料符合20CrMnMo 钢的相关技术要求。
2)齿圈吊装螺纹孔加工表面粗糙度差出现密集的微裂纹、热处理时较高的热应力和螺纹内渗碳是导致齿圈开裂的主要原因。
[1]傅国如,张峥.失效分析技术[J].理化检验:物理分册,2005,41(4):212-215.
[2]傅国如,张峥.失效分析技术(续)[J].理化检验:物理分册,2005,41(6):318-323.
[3]傅国如,张峥.失效分析技术[J].理化检验:物理分册,2005,41(3):156-161.
[4]钟群鹏,赵子华.断口学[M].北京:北京高等教育出版社,2006:260-266
[5]朱凯,徐心洁,何军,等.法兰盘接头断裂原因分析[J].失效分析与预防,2013,8(3):188-190.
[6]李炯辉,林德成.金属材料金相图谱[M].北京:机械工业出版社,2006:396.
[7]安运铮.热处理工艺学[M].北京:机械工业出版社,1982:250-255.
[8]李洋,佟文伟,韩振宇,等.发动机引气管卡箍断裂原因分析[J].失效分析与预防,2013,8(3):167-172.
[9]张栋,钟培道,陶春虎,等.失效分析[M].北京:国防工业出版社,2004:153-155.
