酸性硫酸盐镀锡工艺(二)
2014-11-25储荣邦王宗雄吴双成
储荣邦 *,王宗雄,吴双成
(1.南京七二四研究所,江苏 南京 210011;2.宁波市电镀行业协会,浙江 宁波 315016;3.甘肃皋兰县胜利机械有限公司,甘肃 皋兰 730299)
1 酸性镀锡液的维护与调整[1-3]
1.1 杂质的影响及其去除
1.1.1 四价锡
硫酸亚锡溶液中的Sn2+由于与空气中的氧接触或阳极的钝化,不可避免地要被氧化成Sn4+,以Sn(OH)4不溶性沉淀物的方式存在于镀液中。随着时间的推移,Sn4+越积越多,造成镀液浑浊,淤渣也增多,阴极电流效率下降,镀层结晶粗糙、疏松。
锡盐水解是一个不可逆的过程,产生疏松的胶状物,极难沉淀和过滤,必须加入聚丙烯酰胺(PAM)、SY-800 或FP-1 等絮凝剂来处理,使水解物凝聚后过滤除去。
在酸性镀锡液中要定期补加稳定剂。稳定剂起防止亚锡离子氧化和水解,保持镀液清澈的作用。稳定剂多由羟基羧酸盐等配位化合物、还原剂、抗氧剂和电位调节剂等2 种或2 种以上物质复配而成,能显著提高镀液的稳定性。稳定剂可按通电流的消耗量加以补充。以NSR-8405为例,其消耗量为40~60 mL/(kA·h)。
酸性镀锡溶液出现浑浊后,要及时用絮凝剂处理并过滤,否则,当镀液已明显泛白(即生成β−锡酸已较多)时才絮凝处理,则为时已晚。有时因为无法停工或为了减少处理成本等因素而过度延长处理周期,会使得镀液逐渐恶化,过后再处理,不仅耗费大量处理剂,而且可能造成镀液絮凝后无法沉降而报废。使用期限较长的镀液即使以絮凝剂处理,也会残留一些难以沉降的黄色胶粒,必须用粉末活性炭吸附。这是因为,酸性镀锡溶液中的胶粒荷负电,用带正电荷的聚丙烯酰胺絮凝时便与结合,使胶粒团聚沉降[2]。而对于老镀液,锡盐水解产物是混合氧化物,这些胶粒不带电荷,难以用聚丙烯酰胺沉降。虽然可以用粉末活性炭吸附,但是活性炭大处理会损失较多的镀液,增加成本。
聚丙烯酰胺,别名絮凝剂3 号、聚丙烯醯胺或三号凝聚剂。按其离子特性可分为非离子、阴离子、阳离子和两性型4 种类型。聚丙烯酰胺因堆放久了或者是包装口没有扎紧而导致吸潮结块后,只要能把它溶开,水溶液黏稠,就没有失效。但结块后的聚丙烯酰胺若无法溶解则意味着不能用了。在絮凝时,加入与颗粒表面电荷相反的PAM 才能使动电位降低而凝聚。因此,对于酸性镀锡而言,尽量选用阳离子PAM。
要定期对镀锡液进行过滤,保证镀液透明、清亮。在过滤泵抽滤时,不应漏气,以免Sn2+被氧化成Sn4+。日常补充硫酸亚锡可用镀液直接溶解或用稀硫酸溶解,严禁用水溶解。如果不慎将大量的水注入镀液,要马上加入硫酸至配方规定的上限,以免Sn2+水解成Sn4+。较长时间(超过12 h 以上)不镀时,镀锡槽上应加盖,不用取出阳极,防止Sn2+氧化和其他杂质进入镀液。如果长时间(超出6 d)不生产,最好把镀液装入塑料桶内,并用桶盖密封起来。
1.1.2 无机杂质
镀液中Fe2+超过0.5 g/L 或Cu2+超过0.6 g/L 时,镀层会发暗,孔隙率增大。它们往往是镀件掉入槽内未及时取出所致。砷、锑同样是有害的,这可能是硫酸中杂质含量较高而带入。为了减轻钢铁或铜质挂具在酸性硫酸亚锡镀液中的侵蚀,避免镀液遭到Fe2+和Cu2+杂质的污染,挂具使用之前应先镀上一层镍。为了维持镀件良好的导电性能,阴、阳极铜杠要经常擦洗,但不要使铜绿掉入镀槽。
若镀层出现黑点或黑色条纹,低电流密度区镀不上时,阳极板也往往会变黑。这些表示铜及其他重金属杂质已污染了镀液。当铜杂质过多时,可在0.15~0.20 A/dm2小电流密度下通电除去,也可按照在1 L 镀液中加0.2 g Na2S 配成稀溶液后,在强烈搅拌下慢慢加入镀槽中,此时会生成黑色CuS 沉淀。随后加入聚丙烯酰胺0.1 g/L,搅拌、静置、过滤,再调整镀液。
锡阳极要用99.99%的纯锡,阳极电流密度不要超过2 A/dm2。在阳极外面,应套有维尼纶或涤纶的阳极袋,以防止阳极溶解过程中阳极泥进入镀液,而使镀层粗糙或产生毛刺。当不进行镀锡生产时,应定期刷洗阳极和冲洗阳极袋。
镀液中Cl−超过0.2 g/L 或超过0.6 g/L 时,镀层明显发暗,产生针孔,镀液覆盖能力下降。这些杂质可能来自不合格的原材料或由镀件前处理清洗不彻底而带入。镀液受Cl−、NO3-污染后难以处理,因此要尽量避免带入。为此,要选合格的原材料,镀件在前处理过程中要加强清洗。在选用光亮剂时,特别要注意是否存在NaCl。有些光亮剂生产厂家为了降低成本,配制时水质不纯,会带进Cl−。另外,购苄叉丙酮作主光亮剂时,苄叉丙酮原料生产厂没有把副产品NaCl 分离干净,也会使Cl−混进产品。
1.1.3 有机杂质
有机添加剂在电镀过程中由于本身的分解和氧化,会成为有机杂质,导致镀液变黄,颜色也越来越深。这是因为在许多光亮剂中都有苯胺类及其衍生物,这些芳香族胺类被氧化成对苯醌,导致镀液变黄。有机杂质过多后,镀液黏度明显增大,难以过滤,镀层则结晶粗糙、发脆,有条纹、针孔等疵病。有机杂质可用1~3 g/L 活性炭除去,处理时需将镀液加温至40°C左右。加入颗粒活性炭时应充分搅拌,静止4 h 后过滤镀液,并打赫尔槽试片以重新调整镀液成分和添加有机添加剂。
1.2 镀液成分的调整
1.2.1 主盐
要定期分析Sn2+和H2SO4的含量,并及时调整到工艺范围之内。
1.2.2 光亮剂
(1)光亮剂由多种组分复配而成,各组分在生产中的消耗不同步。所以,市售光亮剂都有配槽用(开缸用)和补充用两种,各组分的浓度有较大区别。
(2)一般按电量消耗来补加光亮剂,例如SS-821的消耗量为250~300 mL/(kA·h);也可根据镀件外观和赫尔槽试片来确定添加量。
(3)在补充光亮剂时,还要定期补加一些开缸剂,以改善镀锡层的柔软性和镀液的分散能力。有些镀锡厂采用“5 次SS-821,1 次SS-820”的交叉添加方式。总之,要根据光亮剂的实际情况以及生产规律来制定有效的添加方式与添加量,使镀锡层能长久维持在最佳状态。
(4)添加光亮剂时,总的原则是少加勤加,恰到好处就行。
(5)当低电流密度区光亮度较差时,可在250 mL赫尔槽中做验证试验。先补加0.5 mL 光亮剂,若不行,再加入0.5 mL 甲醛,若仍差,加0.5 g 酒石酸锑钾或加0.01 g 烟酸。
1.3 镀液的固液分离
当不溶性Sn(OH)4沉淀物淤渣较多时,或加絮凝剂(如SY-800)大处理后,都应对镀液进行固液分离。此时,若采用过滤机过滤,滤芯容易被堵塞,固液分离效果不好。槽底的沉淀物(俗称“缸脚”)可周期性地采用虹吸管吸出,在槽外沉淀后用倾斜法回收清液返回镀槽,废弃沉淀物作深度处理。
当加入絮凝剂去除Sn4+时,应先做模拟试验。絮凝剂加少了凝絮不彻底,加多了不仅会损失掉一些Sn2+,而且会使镀液浑浊。
1.4 镀液分层的预防方法
酸性硫酸亚锡镀液在电镀过程中,常会出现分层现象(上层溶液浓度低一点,下层高一点);所获得的镀层从外观来看,挂在下层的零件丰满些,挂在上层的零件薄一些,有明显的差异。为了避免这一现象的出现,镀锡操作工应在上班之后将镀液搅匀,待沉淀下沉后再挂镀。镀锡时开启阴极移动装置,在连续生产的过程中镀锡液不会再分层,但第二天镀锡时镀液又会分层,因此镀前仍要把镀液搅匀。
由于酸性镀锡液会分层,当吸取镀液分析时,一定要搅拌均匀后才取样,否则分析结果不准确。又由于酸性镀锡液总会有沉淀物析出,故酸性镀锡槽的深度要比酸性镀铜或酸性镀镍标准镀槽深10 cm。这样,槽底沉淀物在镀锡时不易泛到工件上来。
1.5 局部换血法维持槽液[3]
每天抽出部分缸脚,添加新配制好的镀液,或补充已絮凝好的镀液,以“换血”保持平衡,维持正常生产。
2 镀锡层厚度与施镀时间的换算[4]
当电流效率为98%时,要求达到一定锡层厚度所需的时间见表1。
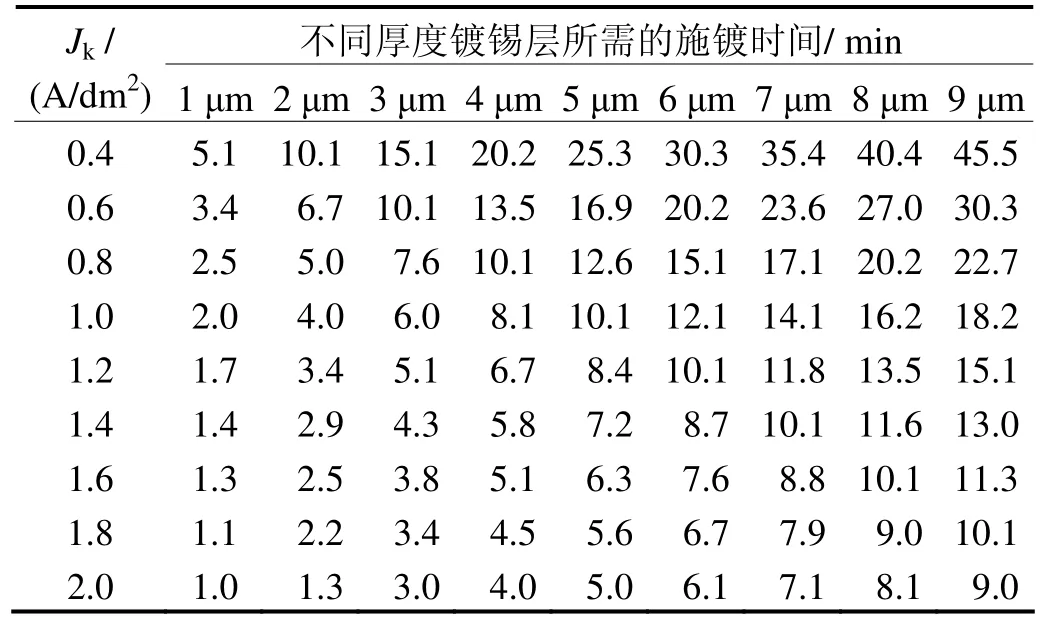
表1 镀锡层厚度与施镀时间之间的关系Table 1 Electroplating time required for different thickness of tin coating
3 酸性硫酸盐镀锡常见故障及其排除方法[1,5-6]
3.1 局部无镀层
(1)前处理不良:应加强前处理。
(2)光亮剂过量:以大电流电解处理。
(3)滚镀时零件相互重叠,没有滚开:应提高转速。
(4)镀液中Cl−杂质>200 mg/L:应将Cl−杂质含量降至100 mg/L 之下。
3.2 低电流密度区发雾
(1)硫酸含量低:应添加硫酸。
(2)光亮剂含量低:应添加光亮剂。
(3)辅助光亮剂含量高:应减少辅助光亮剂。
(4)异金属杂质多:用瓦楞状阴极以0.2~0.5 A/dm2电解处理。
(5)氯离子污染:加硫酸银沉淀为氯化银(1 份Cl−需1.44 份Ag2SO4)。
3.3 低、中电流密度区发雾
(1)Sn2+含量高:应稀释镀液。
(2)温度高:应降温至10~15°C。
3.4 高电流密度区发雾
原因是Sn2+含量低,应加SnSO4。
3.5 镀层发雾、发花
(1)Sn4+过多(镀液浑浊):应加入絮凝剂并过滤。
(2)异金属杂质多:以低电流电解处理。
(3)光亮剂分解产物过多:用活性炭处理。
(4)分散剂太少:应补加分散剂。
3.6 镀层粗糙,边缘更严重
(1)电流密度过高:应降低电流密度。
(2)固体杂质多:应过滤,加阳极袋。
(3)主盐浓度高:可提高硫酸含量。
(4)光亮剂少:应增加光亮剂。
(5)有机杂质(主要是添加剂的分解物)含量高:用活性炭处理并过滤。
3.7 镀层灰暗
(1)铜、铁杂质多:以小电流电解处理。
(2)Sn4+多:应加入絮凝剂并过滤。
(3)电流过大或过小:应调整电流密度。
(4)有有机杂质:用活性炭吸附后过滤。
(5)均匀地发暗可能是镀液中硫酸亚锡偏高:应分析镀液后调整。
3.8 沉积速率慢
(1)电流密度过低:应提高电流密度。
(2)温度过低:应提高液温。
(3)主盐浓度过低:可补充硫酸亚锡或增加锡阳极面积。
3.9 镀层有针孔、麻点
(1)阴极移动太慢:应提高阴极移动速率。
(2)阴极电流密度太高:应降低阴极电流密度。
(3)光亮剂过多:以大电流电解处理,并减少光亮剂的用量。
(4)有机杂质多:用活性炭处理。
(5)镀前处理不良:应加强前处理。
3.10 高电流密度区针孔(微针孔)
原因是辅助光亮剂含量低,应补加辅助光亮剂。
3.11 高电流密度区针孔,中、低电流密度区发雾
(1)补给水不足:应按需添加。
(2)光亮剂含量高:应减少添加光亮剂。
3.12 镀层发脆、脱落
(1)光亮剂过多:用活性炭处理。
(2)电流密度过高:应降低电流密度。
(3)温度太低:应适当加温。
(4)被有机杂质污染:用活性炭吸附后过滤。
3.13 镀层发白、光亮度不足
(1)光亮剂过少:应补充光亮剂。
(2)温度过高:应冷却或停镀。
(3)硫酸浓度太低:应增加硫酸。
(4)Sn2+浓度过高:可稀释镀液或补充硫酸。
(5)电流开得太小:应增大阴极电流密度。
(6)电镀时间短:应延长镀锡时间。
(7)整流器波形不稳定或缺相:应检查整流器。
(8)镀液中混入氯离子:化学分析镀液或做赫尔槽试验判断。
3.14 镀层发黄
(1)镀后清洗不净(黄膜多在工件的盲孔、狭缝口等部位):应加强镀后清洗。
(2)电流密度过高:应降低电流密度。
(3)温度过高:可冷却镀液或停镀。
(4)有机物质(主要是添加剂的分解产物)污染:用活性炭吸附,过滤后再调整镀液。
3.15 镀层有条纹、花斑
(1)加入光亮剂后未充分搅匀:应充分搅拌镀液。
(2)加入光亮剂后未大电流冲击镀,光亮剂未散开来:用大电流冲击镀几分钟。
(3)温度过高:应降低镀液温度。
(4)有机杂质污染,胶体物过多:用活性炭处理。
3.16 镀层光亮差
(1)Sn2+浓度过高:应提高硫酸含量。
(2)光亮剂少:应补加光亮剂。
(3)电流密度太小:应提高电流密度。
(4)温度过高或过低:应调整液温。
3.17 镀层结合力差
(1)前处理不良:应加强前处理。
(2)有机杂质过多:用活性炭吸附。
(3)光亮剂过多:用大电流电解处理,并减少光亮剂的用量。
(4)液温过低:应提高液温。
3.18 镀液浑浊
(1)Sn4+过多:应加絮凝剂并过滤。
(2)稳定剂太少:应添加稳定剂。
(3)锡阳极太少:应洗刷阳极,并增加锡阳极面积。
(4)硫酸含量太低:应增加硫酸含量。
3.19 镀液分散性能差(孔周围或凹处发白,厚度差异大,甚至有漏镀)
(1)阳极与阴极相对应的几何位置不合理,或阴极与阳极之间距离太小:应调整阳极位置。
(2)Sn2+浓度太高或H2SO4浓度太低:应分析镀液并加以调整。
(3)电流密度太低:应提高电流密度。
(4)开缸剂浓度太低:应增加开缸剂浓度。
(5)阳极或挂具导电不良:应改善导电性。
(6)阴极移动过快:应降低移动速率。
(7)镀液温度过高:应控制镀液温度。
3.20 低电流密度区镀层发暗
(1)Cl−杂质>200 mg/L:应将Cl−杂质含量降至100 mg/L 之下。
(2)缺少光亮剂:应增加光亮剂。
(3)液温过低:应提高液温。
(4)硫酸浓度太低:应调整硫酸浓度至工艺范围。
(5)阳极面积太小:若阳极钝化,应取出刷洗;若阳极面积太小,则补阳极面积至阳极电流密度为正常值。
(6)阴极电流密度太小:应提高阴极电流密度。
(7)Sn2+浓度太高:可加入硫酸冲稀镀液。
3.21 高电流密度区有黑色条纹
原因是光亮剂太多。可用活性炭处理,并加入辅助光亮剂。
3.22 高电流密度区发暗
(1)缺少辅助光亮剂:应补充辅助光亮剂。
(2)液温太高:应降低液温。
(3)镀液浑浊:应加入絮凝剂并过滤。
3.23 镀层边缘烧焦
(1)阴极电流密度太大:应降低电流密度。
(2)光亮剂太少:应补加光亮剂。
(3)阴极移动不足:应增大阴极移动的振幅与频率。
(4)硫酸亚锡浓度低:应补充硫酸亚锡。
3.24 镀层焊接性能不良
(1)有机物污染:用活性炭吸附处理。
(2)光亮剂浓度过高:应调整光亮剂用量。
(3)结晶粗糙:应调整镀液组成及操作条件。
(4)后处理不良:应加强后处理和清洗。
(5)清洗不良:应加强前处理工艺管理。
(6)钎焊时间长:应减少钎焊时间。
(7)锌污染或铜离子积累:以0.2~0.5 A/dm2电解处理。
(8)镀液温度高:应降低镀液温度,尽量低温操作。
(9)硫酸亚锡含量偏低:应控制硫酸亚锡为20~40 g/L。
3.25 镀液中光亮剂消耗量过大或失效
(1)液温过高:应降低液温。
(2)电流密度过大:应控制电流密度在工艺范围之内。
3.26 镀层表面原很光亮,但放置一段时间后变暗
(1)黄铜或锌合金中的Zn 元素迁移到锡层中:应在黄铜或锌合金基材上闪镀镍或预镀铜,要求预镀层厚度4 μm 左右。
(2)镀后清洗不良:应加强清洗操作。
(3)光亮剂不足:应补足光亮剂。
3.27 阳极钝化
(1)阳极面积太小:应增加阳极面积。
(2)阳极袋堵塞:应清洗阳极袋并洗刷阳极表面。
(3)阳极电流密度太大:应降低阳极电流密度(可增加阳极面积)。
(4)硫酸浓度过低:应补足硫酸。
(5)阳极导电性不好:应改善阳极导电性。
(6)光亮剂含量太高:应电解处理,并少加光亮剂。
(7)硫酸含量高:应稀释镀液。
3.28 镀层疏松多孔
(1)Sn2+含量不足:应补充硫酸亚锡。
(2)阴极电流密度过高:应降低阴极电流密度。
3.29 镀层起泡
(1)前处理不良:应加强前处理。
(2)镀液被有机杂质污染:用活性炭吸附后过滤。
(3)添加剂过多:以小电流电解处理。
4 后处理工序
4.1 中和
硫酸盐镀锡溶液中,为了增大阴极极化,细化结晶,加入了一定的光亮剂。但这种光亮剂在镀层表面会形成一层有机薄膜。这层薄膜日后又会逐渐使镀锡层发黄变色。为此,镀后在干燥之前需先在质量分数为5%~10%的Na3PO4溶液中进行脱膜处理。由于镀锡工件在弱碱性的稀Na3PO4溶液中浸渍(液温35°C),也中和了工件表面残留的酸液,因此该工序又常被称为中和处理。
4.2 钝化
对镀锡层进行钝化是为了提高其防变色能力和可焊性,其工艺配方及操作条件如下:
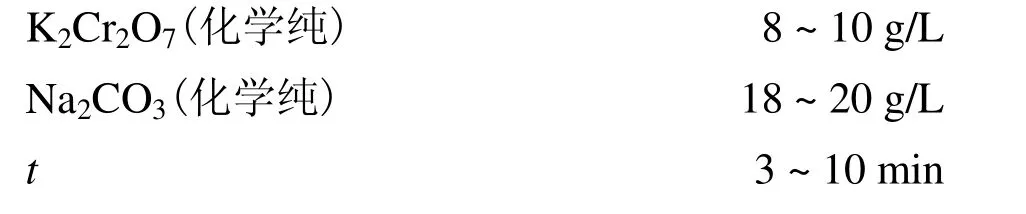
钝化液维护方法:每日吸出25%左右槽体积的槽脚,同时补加相同体积的新液;每周更新钝化液一次。
4.3 热水烫
为了提高锡层防变色能力和可焊性,在50~80°C下用纯水浸烫。
4.4 镀锡小零件产品的包装
为确保镀锡产品质量不受天气和存放库房环境的影响,镀锡小零件产品经充分干燥后宜采用厚纸袋外面套小型塑料袋包装,包内放干燥剂后封口保存。
5 不良镀锡层的退除[1]
镀锡层呈灰黑色、起泡、严重堆起、海绵状以及出现其他不符合工艺要求的疵病时,都要退去镀层后重新镀锡。
5.1 钢铁基材上镀锡层的退除
(1)化学法I:NaOH 75~90 g/L,间硝基苯磺酸钠75~90 g/L,80~100°C。
(2)化学法II:NaOH 135 g/L,醋酸铅80 g/L,60~80°C。
(3)化学法III:浓硫酸100 mL/L,硫酸铜50 g/L,室温至50°C。
(4)电化学法:NaOH 150~200 g/L,NaCl 10~25 g/L,80~100°C,Ja=2~5 A/dm2。
钢铁零件需用10%(体积分数)盐酸洗净表面氧化膜后再进行复镀,在退镀时还要随时检查退镀情况,退镀时间过长会使零件表面腐蚀而报废。
5.2 可锻铸铁基材上镀锡层的退除
(1)化学法I:浓硫酸150~200 mL/L,KCl 15~20 g/L,硫脲5~10 g/L,20~40°C。
(2)化学法II:浓盐酸300 mL/L,KCl 15~20 g/L,20~40°C。
5.3 铜或黄铜基材上镀锡层的退除
(1)化学法I:硫酸铜112~131 g/L,三氯化铁62~87 g/L,乙酸260~390 g/L,室温。
铜或黄铜零件在上述化学法溶液中退除锡镀层后,表面生成淡棕色的氧化物,需经浓盐酸洗净后再进行复镀。
(2)化学法II:在1 L 浓盐酸中加12 g 二氧化锑,室温操作。该方法同样适用于钢铁基材。
5.4 铜及铜合金基材上镀锡层的退除
浓硫酸400~500 mL/L,浓硝酸40~60 mL/L,浓盐酸8~12 mL/L,硝酸钠70~90 g/L,明胶1~2 g/L,聚乙二醇1~2 g/L,室温。
5.5 铝基材上镀锡层的退除
硝酸500~600 g/L,室温。
5.6 关于市售退锡水
市售退锡水,又称退锡液、退锡剂、剥锡液、除锡水、蚀刻液等,是一种不含过氧化物、氟或配位剂的单液型高效退锡、退铅溶液,可用于锡镀层、锡铅合金镀层以及锡焊接点的退除,特别适用于电子元件(IC)、线路板(PCB)制造过程中铜表面的锡、铅锡合金层的退除。可用浸泡或机械喷淋方法进行操作,对铜及镍基体都无任何损伤,并且能去除铜锈迹,使铜基体光亮如新(见图1),对基层树脂、塑胶与油墨字等均无腐蚀。
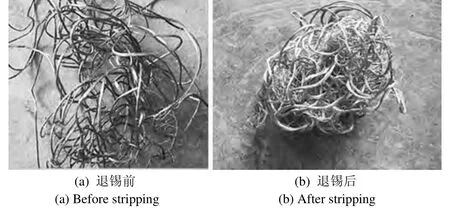
图1 铜材采用市售退锡水退锡前后的外观Figure 1 Appearance of copper workpiece before and after the removal of tin coating by using a commercial stripping agent
6 防止镀锡层表面氧化膜和褐黄色油膜的形成及其除去方法[1,6-7]
镀锡多为焊接上的需要而进行,当镀成时间过久,表面发生氧化后或油膜干涸后都会失去优良的焊接性能。这时,对于形状简单的大件来说,采取洗刷的方法尚可接受,但当遇到形状复杂的小件则难以应付。为此,有的单位干脆进行返修重镀,甚至报废,这样做是极大的浪费。为彻底解决上述难题和延长锡层的抗氧化能力,应重点注意以下几点:
(1)加强溶液维护。防止有害的有机、无机杂质侵入,减轻这些杂质与锡共沉,从而保证镀层中锡的纯度,可延缓锡的变色速度。
(2)加强镀后处理。镀成后要充分进行冷、热水冲洗,尽可能把工件表面所吸附的有机光亮剂的分解产物清洗干净,并立即干燥。
(3)密封保管。经充分干燥后要当即存放在密封的干燥器内,从而有力地防止大气中有害气体的污染。
当锡镀层出现变色后,可采用清洗的手段来处理,清洗小件要自始至终防止相互粘贴在一起。方法[7]如下:
(1)自来水浸润2 min。
(2)稀盐酸中除去氧化膜(盐酸 30~50 mL/L,室温,时间10~15 s)。
(3)流水冲洗。
(4)中和。简单的氧化膜浸酸后的中和处理可采用5~10 g/L 的碳酸钠溶液,室温下浸泡0.5~1.0 min即可。若是褐黄色油膜,则采用含1~2 g/L 十二烷基硫酸钠的20~30 g/L 碳酸钠溶液,在50~70°C 下处理5~10 min。
碳酸钠的水溶液具有一定的皂化作用,且比苛性碱的碱性弱,故对锡、铅等两性金属无明显腐蚀作用。润湿剂十二烷基硫酸钠是阴离子表面活性剂,具有润湿和洗净作用,从而发生起泡、乳化、分散等作用,把油膜从零件表面撕裂并分散到溶液中,从而达到除油目的。
(5)流水冲洗。
(6)去离子水冲洗。
(7)吹干。
(8)50~60°C 烘干5~10 min,然后在密封干燥器中保存。
7 从镀锡泥渣中回收金属锡[8]
从电镀锡生产过程所产生的锡泥渣中可回收金属锡,其工艺流程见图2。该方法不仅可以消除泥渣中有害物质对环境的污染,而且获得了高纯度的金属锡,可用作镀锡的阳极。在处理镀锡泥渣过程中产生的废液,经适当调整后可将其中有用的组分补加到电解液中。该处理工艺包括以下几个步骤:
(1)用pH ≤4 的水浸滤镀锡泥渣;
(2)分离浸滤步骤的含铁泥渣;
(3)调节浸滤液的pH,使锡化合物完全沉淀;
(4)分离并回收沉淀的锡化合物;
(5)将分离所得锡化合物溶于碱溶液中;
(6)将步骤(5)所得溶液进行电解,还原出金属锡;
(7)步骤(4)的滤液经调整后可补加到镀锡液中。
步骤(1)的浸滤最好在pH ≤4的酸性条件下进行。步骤(3)调pH 的碱量为锡物质的量的3.5~4.5 倍,使浸滤液的pH 为7.5~10.0。步骤(5)调整pH ≥9 时,沉淀中的锡便可全部溶解。电解回收锡的溶液中,锡离子的质量浓度应在20 g/L 以上。该处理工艺所得的金属锡纯度高,收率高,工艺过程中产生的滤液和沉淀中的其他有用物质可以有效地回收并重新使用。
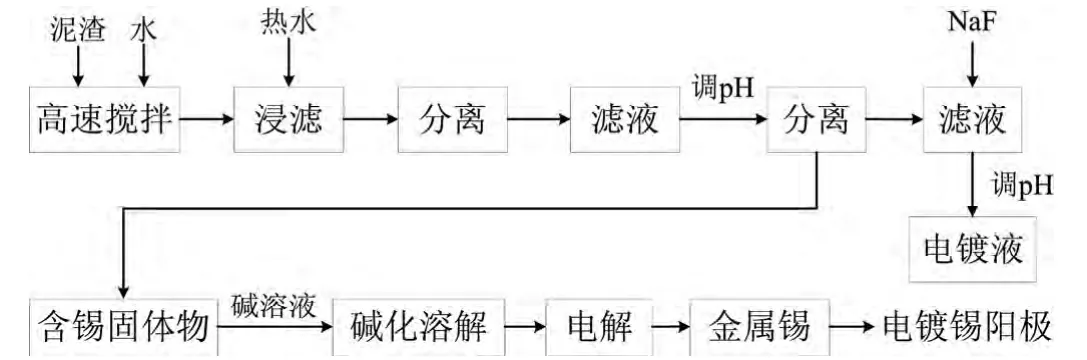
图2 从锡泥渣中回收金属锡的工艺流程Figure 2 Process flow for reclaiming tin from tin-containing sludge
8 从清洗净化回收槽液中回收锡[9]
随着环境保护法日益加强,在电镀清洁生产要求之下,若生产量大时,应采用具有在线净化回收的生产线。现今锡价很高,从降低生产成本上讲,回收锡是很有意义的事。
在清洗净化回收槽中,应采用去离子水。当回收槽液pH 达5 左右时(在纯水体系中,当Sn2+为100 mg/L时,理论沉淀pH 为2.886),加适量的5% KOH 溶液将pH 调到8 左右即可。应注意Sn(OH)2为两性氢氧化物,pH=10 时开始复溶为亚锡酸盐。回收所得的Sn(OH)2沉淀物可用硫酸溶解后加入镀锡槽中,以补充Sn2+的消耗。
(连载完)
[1]潘继民.电镀技术1000 问[M].北京:机械工业出版社,2011:92-96.
[2]刘仁志.电镀实用技术问答[M].北京:机械工业出版社,2011:121-129.
[3]陆金龙.电镀液为什么会浑浊?电镀层为什么会烧焦?[J].宁波电镀,2012 (3):44,11.
[4]张允诚,胡如南,向荣.电镀手册(上册)[M].北京:国防工业出版社,1997:422.
[5]储荣邦,王宗雄,吴双成.简明电镀工手册[M].2 版.北京:机械工业出版社,2013:138-144.
[6]郑瑞庭.电镀实践1000 例[M].北京:化学工业出版社,2011:232-239.
[7]魏建中.镀锡钢带表面褐黄色油膜的化学清除[J].电镀与精饰,1991,13 (4):31.
[8]覃奇贤.从镀锡泥渣中回收金属锡[J].电镀与精饰,2001,23 (4):16.
[9]奚兵.镀锡件清洗水中的锡可否回收[J].表面工程资讯,2014,14 (1):65.
