氧化物弥散强化MGH956合金冷轧板材的再结晶
2014-11-18柳光祖
田 耘, 杨 峥, 柳光祖
(钢铁研究总院,北京100081)
因极其粗大盘状晶组织MGH956 合金板材具有最优异的高温蠕变强度[1],以往对MGH956 合金冷轧板材再结晶行为的研究均是以这种粗晶组织为对象,通过系统研究再结晶形核和长大过程,分析其形成机理[2,3]。然而,MGH956 合金冷轧板材再结晶的组织形貌和晶粒尺寸并非只表现为这一种形态,而是根据加工工艺的不同,还可形成较为均匀的细晶及在组织形貌和晶粒尺寸上呈现出很大差异的混晶等多种组织形态[4]。那么,这些再结晶形态的形核和长大过程如何,是否与极其粗大盘状晶组织同以一种机制形成,这些问题至今未见报道。为更全面地认识、及更合理地解释MGH956 合金冷轧板材的再结晶行为,本文详细检验了具有较为均匀细小和极其粗大两种晶粒组织状态再结晶的起始和完成温度、起始形核位置、及长大速率,对比了它们之间的差异,并根据实验结果,分析了两者的形成机理。
1 实验材料与方法
采用机械合金化(MA)工艺加工出合金粉,将合金粉热等静压(HIP)固实化成合金锭,再经热锻成厚度为40mm 的待轧板坯。为避免板材组织和性能上形成明显的各向异性,轧制过程对板坯进行了90°换向的交叉轧制(Cross Rolling)。再结晶后形成盘状粗晶组织的板材出自同一板坯A,以较低的热轧温度(1050 ~550℃),单向热轧到厚度约4. 0 mm,转向90°,再以不同的压下量(分别为64%CW,70%CW,76%CW,及80%CW)单向冷轧成厚度为1.5mm,1.2mm,1.0mm,及0.8mm 的四块板材;再结晶后形成细晶组织的板材也出自同一板坯B,以较高的热轧温度(1100 ~950℃),热轧过程中进行过1 次90°转向,轧到厚度约3.0mm,再进行1 次90°转向,以不同的冷轧压下量(分别为49%CW 和67%CW)轧成厚度为1.5mm 和1.0mm 的两块板材。板坯A 和B 的化学成分见表1。
表1 试验板坯A 和B 的化学成分(质量分数/%)Table 1 Compositions of experimental sheet A and B (mass fraction/%)
在板材上取样,进行等温退火处理,退火温度700 ~1350℃,保温时间1 ~120min。采用光学显微镜对退火后板材纵截面(平行于冷轧方向)和板面(平行于轧制面)的组织进行检验。采用定量金相法对板材在1350℃不同保温时间再结晶所占面积的比例进行统计计算绘出再结晶动力学曲线。金相浸蚀剂为:10%HNO3+10%HF +80%H2O(体积分数,下同)。低倍浸蚀剂为:10% HSO3+ 90% H2O(煮沸)。
2 结果与讨论
2.1 MGH956 冷轧板材再结晶衍变过程
2.1.1 细晶态组织再结晶的衍变过程
再结晶形成细晶态组织的两块冷轧板材B1.5mm和B1.0mm 在800℃、保温60min 的金相照片示于图1。由图1 可以看到,两块板材的组织基本保持冷轧态特征,但通过仔细观察可以看到,在靠近板材表层区域已有个别再结晶晶粒形成(图1a 和b 箭头处,及局部放大照片)。随退火温度提高,从900 ~1200℃、同样保温60min,两块板材的组织随退火温度提高的衍变规律基本相同,在靠近板材表层区域再结晶晶粒数量逐渐增多,形成再结晶的区域也在不断扩大,但在板材心部仍保持了冷轧态特征(图2)。当退火温度提高到1250℃、还是保温60min,除在靠近板材表层已形成再结晶的区域占板材总厚度的比例继续扩大以外,在板材心部也开始出现新的再结晶晶粒(图3,及图3a 和b 箭头处)。
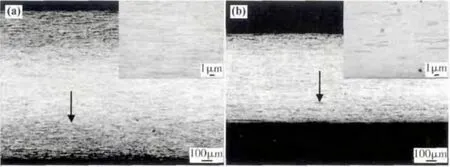
图1 板材B1.5mm(a)和B1.0mm(b)在800℃、保温60min 退火后的金相照片Fig.1 Metallographes of sheet B1.5mm (a)and B1.0mm (b)annealed at 800℃for 60min
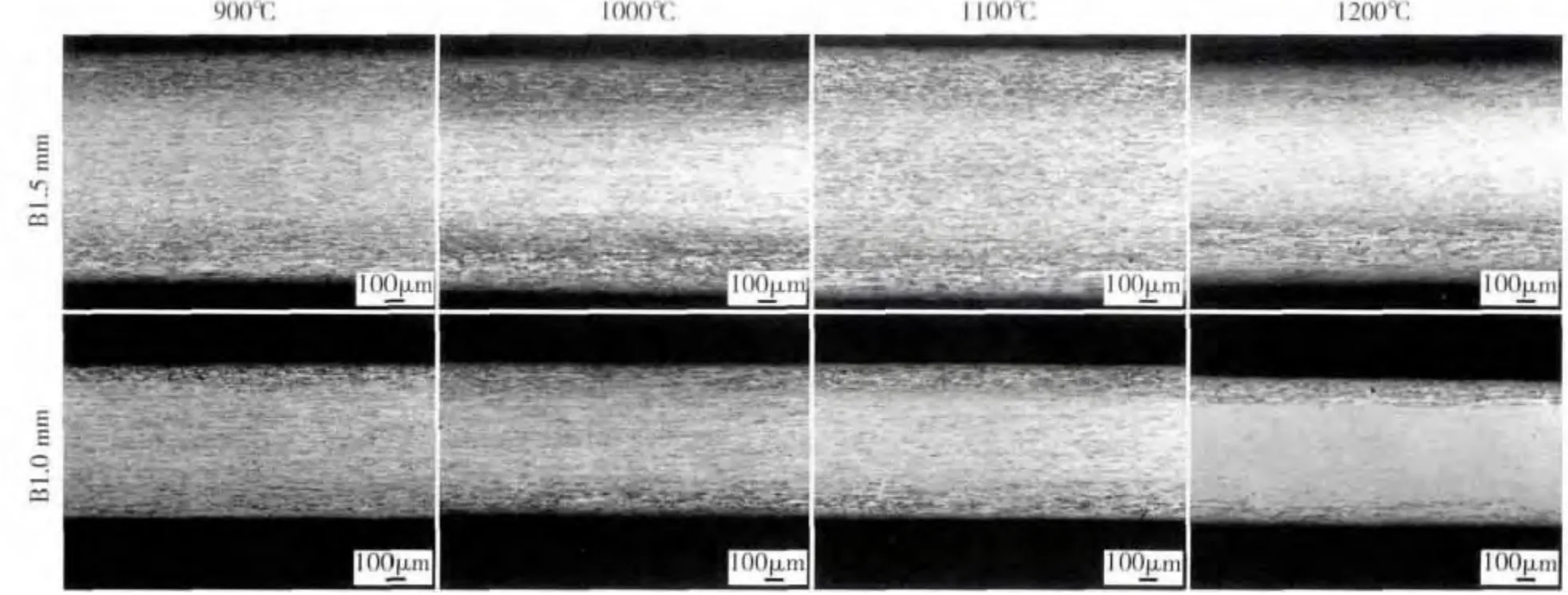
图2 板材B1.5mm 和B1.0mm 在900℃,1000℃,1100℃,1200℃保温60min 退火后的金相照片Fig.2 Metallographes of sheet B1.5mm and B1.0mm annealed at 900℃,1000℃,1100℃,and 1200℃for 60min
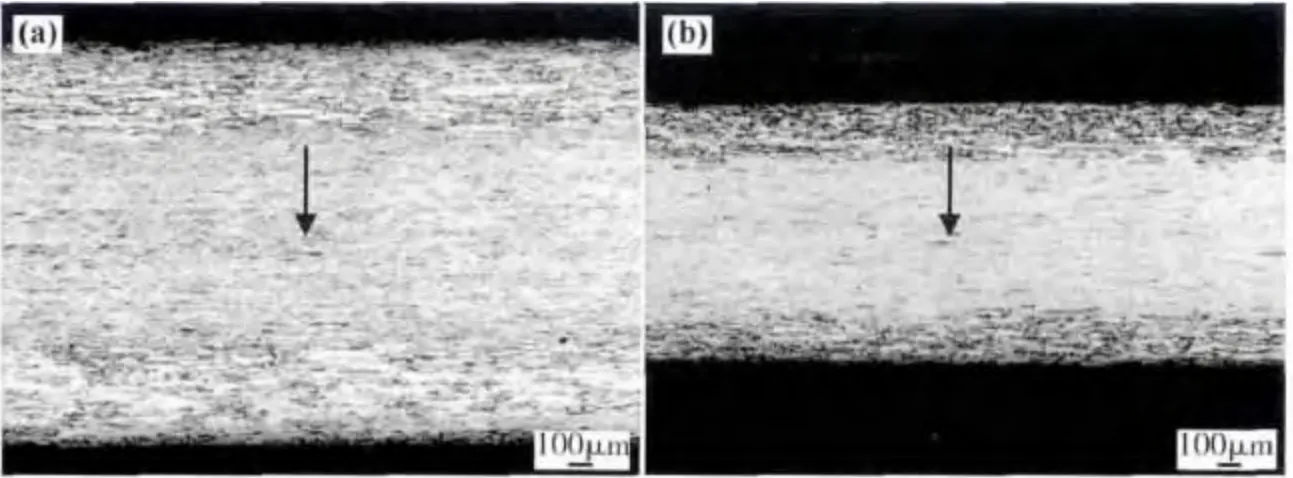
图3 板材B1.5mm(a)和B1.0mm(b)在1250℃、保温60min 退火后的金相照片Fig.3 Metallographes of sheet B1.5mm (a)and B1.0mm (b)annealed at 1250℃for 60min
在1300℃、这两块板材经不同保温时间的退火组织显于图4。由图4 可以看到,保温15min,在板材B1.5mm 表层占板材总厚度近3/5 的区域内均已形成再结晶,但随保温时间延长,直到60min,再结晶区域并未继续扩展,同样,在板材心部形成的新的再结晶晶粒也未表现出继续发展的趋势。这样结果表明,在此温度,保温15min,板材表层和心部形成了一定量的再结晶后,再结晶进程变得十分缓慢,基本处于停顿状态,这意味着仅通过延长保温时间不可能使板材B1.5mm 完全实现再结晶。对于板材B1.0mm,在1300℃、保温15min 的退火组织虽与板材B1.5mm 的相似,但随保温时间延长,其再结晶进程则有明显发展,到60min,不仅板材表层基本实现了再结晶,心部大部分区域也已形成再结晶,尽管并不完全,仍明显留有未再结晶的部分(图5)。
只有当退火温度达到1350℃,两块板材再结晶进程才明显加快(图6),主要表现在初始阶段。保温仅1min,再结晶的程度与1300℃、保温15min 的相近(对比图4 和6);随保温时间延长,从1min 到30min,再结晶进程仍较快;但在30min 之后,又明显减缓,直到120min,在板材心部依然残留少量未再结晶的部分(图7)。
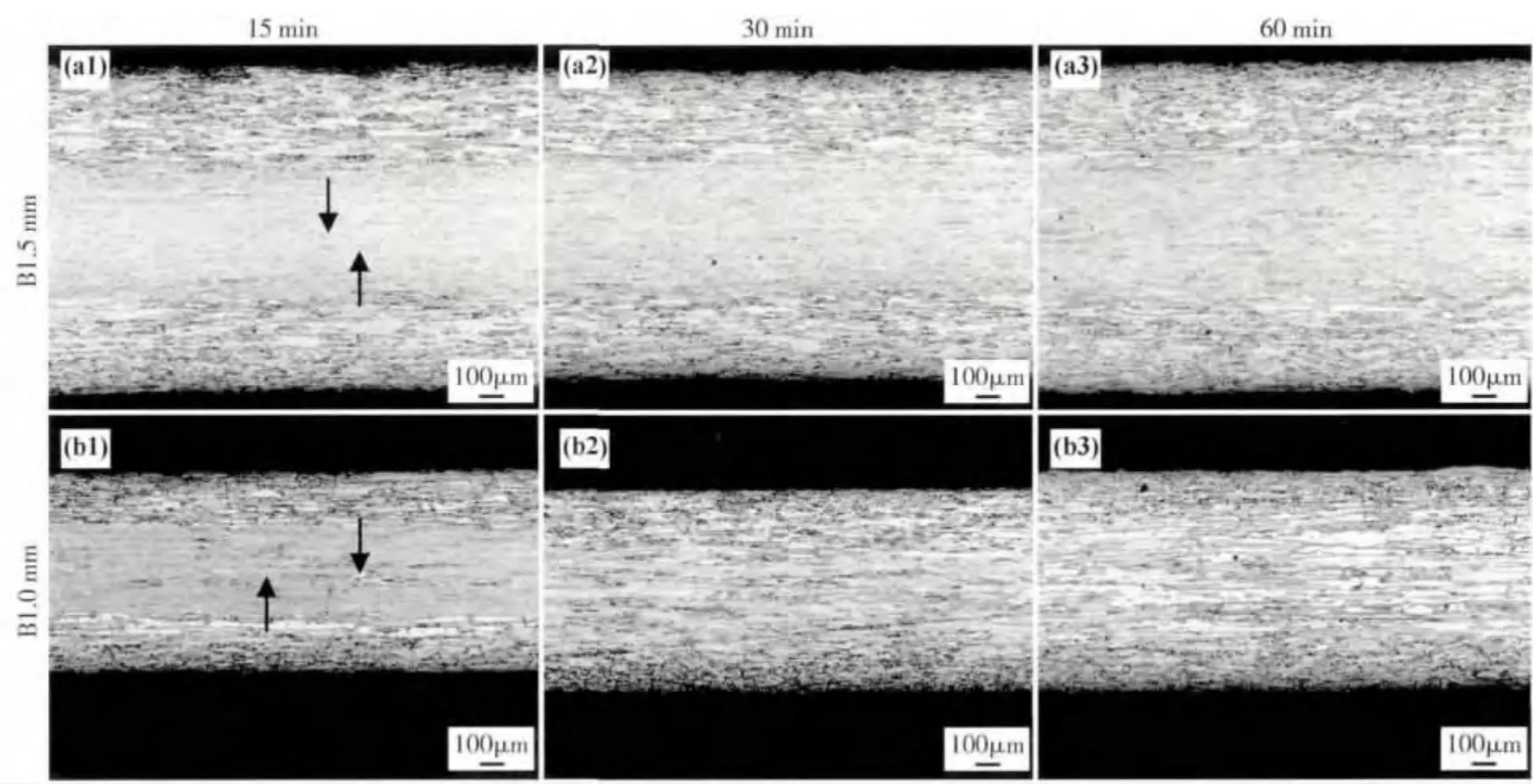
图4 板材B1.5mm 和B1.0mm 在1300℃、保温15min,30min 和60min 退火后的金相照片Fig.4 Metallographes of sheet B1.5mm and B1.0mm annealed at 1300℃for15min,30min and 60min
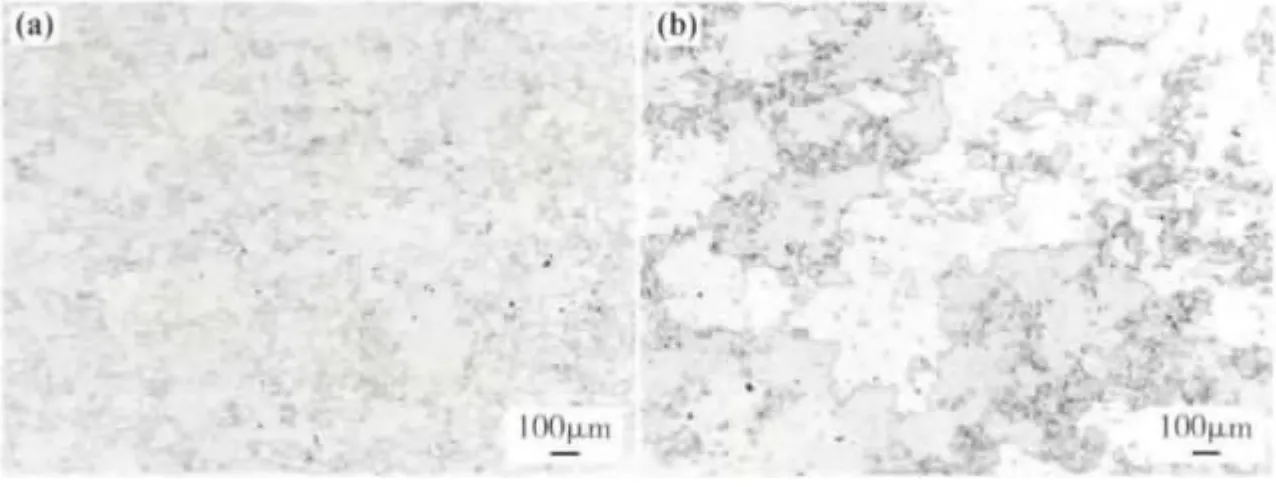
图5 板材B1.0mm 在1300℃,保温60min 退火后平行板面的金相照片 (a)靠近板材表层(b)靠近板材心部Fig.5 Metallographes of sheet B1.0mm parallel to rolling plane annealed at 1300℃for 60min(a)Near sheet surface (b)Near sheet centerline
2.1.2 粗晶态组织再结晶衍变过程
再结晶形成粗晶态组织的四块冷轧板材A1.5mm,A1.2mm,A1.0mm,及A0.8mm 在1250℃、保温60min 的金相照片示于图8。由图8 可以看到,四块板材中只有板材A1.5mm 在靠近板材表层区域可清晰地看到再结晶晶粒的出现,而其他三块板材仍保持冷加工态特征,看不到任何再结晶的迹象。

图6 板材B1.5mm 和B1.0mm 在1350℃、保温1 ~120min 退火后的金相照片Fig.6 Metallographes of sheet B1.5mm and B1.0mm annealed at 1350℃for 1 ~120min
在1300℃、这四块板材经不同保温时间的退火组织示于图9。由图9 可以看到,保温5min,板材A1.5mm组织中率先出现再结晶的位置与1250℃,60min 退火时相同,仍在靠近板材表层区域,但板材A1.2mm组织中未看到再结晶的迹象,而板材A1.0mm和A0.8mm 组织中再结晶则是首先出现在板材心部,与板材A1.5mm、及B1.5mm 和B1.0mm相比,再结晶起始形核位置发生了改变;保温15min,可以看到在板材A1.5mm 的心部也出现了再结晶,虽在板材A1.2mm 组织中首先出现再结晶的位置不易判断,但与A1.5mm 的相似,表层和心部均有,而在板材A1.0mm 和A0.8mm 组织中看不到表层形核的迹象,再结晶完全是从心部向表层发展;随保温时间延长,四块板材间的再结晶速率存在一定差异,尤其是在保温初始阶段,板材A1.0mm和A0.8mm 的速率明显快于板材A1.5mm 和A1.2mm的,但由于后期阶段再结晶速率均趋于缓慢,保温60min,四块板材组织中均残留有少量未再结晶的部分,直到120min,才实现了完全的再结晶(图10)。
当退火温度达到1350℃,四块板材的再结晶速率均大大加快(图11),同样表现在保温的初始阶段。保温仅1min,再结晶进程既快于1300℃、保温15min 的状态;保温5min,既与1300℃、保温60min的状态相似,残留的未再结晶部分已很少;保温30min,板材A1.5mm、A1.2mm、及A1.0mm 均已完全再结晶,而板材A0.8mm 更是在保温15min 既已完全再结晶,组织中已无任何未再结晶部分的残留(图12);而从再结晶整体发展进程和衍变规律来看与1300℃的基本相似。
2.2 粗、细两种不同组织状态再结晶行为对比
图13 对比了细晶组织板材B1. 5mm 和B1.0mm与粗晶组织板材A1.5mm 和A1.0mm 完全再结晶的组织形貌和晶粒尺寸。由图13 可以看到,两块细晶板材从表层到约1/4 板材厚度的区域内,晶粒细小、呈近等轴状,最细的晶粒直径只有10 ~30μm,而心部约1/2 板材厚度的区域内,晶粒明显大、呈盘状,但最大晶粒直径不到500μm、且厚度小于50μm,总体上呈较为均匀细小的形貌特征;而两块粗晶板材从表层到心部晶粒均极其粗大、呈盘状,最大晶粒直径达几十毫米,厚度达300 ~600μm,整个板材的厚度仅被2 ~4个晶粒所占有,总体上呈极其粗大的形貌特征;两者呈现出的反差极其鲜明。图14 对比了两块细晶板材B1. 5mm 和B1. 0mm 与两块粗晶板材A1.5mm 和A1.0mm 在1350℃的再结晶动力学曲线。图14 反映出粗晶板材再结晶的长大速率比细晶的明显快。
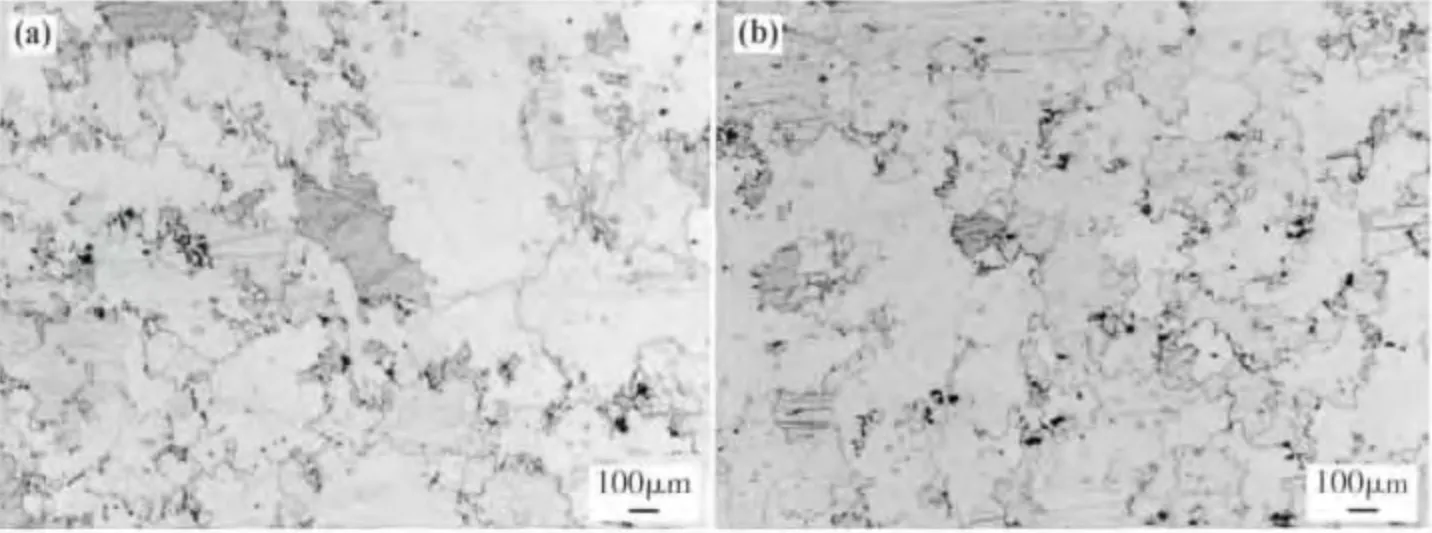
图7 板材B1.5 mm(a)和B1.0mm(b)在1350℃,保温120min 退火后平行板面靠近板材心部的金相照片Fig.7 Metallographes of sheet B1.5 mm (a)and B1.0mm (b)parallel to rolling plane and near sheet centerline annealed at 1350℃for 120min

图8 四种厚度板材A 在1250℃、保温60min 退火后的金相照片Fig.8 Metallographes of four thickness sheet A annealed at 1250℃for 60min
根据上一节实验的结果、及图13 和14,表2 归纳出了再结晶形成粗、细两种不同组织形态MGH956 板材再结晶的差异。由表2 可以看到,细晶组织板材再结晶的起始形核温度很低,仅为800℃(图1),从800℃到1200℃,起始形核位置均在靠近板材表层区域(图1 和图2),到1250℃以上,新的再结晶又可在板材心部形核(图3 和图4),而完成再结晶的温度确高达1350℃以上,所需保温时间在120min 以上(图6 和图7),再结晶长大速率明显慢(图14);而粗晶组织板材再结晶的起始形核温度非常高,靠近板材表层区域的形核温度高达1250℃(图8),在板材心部的更是在1300℃以上(图9),但完成再结晶的温度则相对低、或所需保温时间也短,在1300℃,不到120min(图9 和图10),在1350℃,仅需30min(图11 和12),再结晶长大速率明显快(图14)。
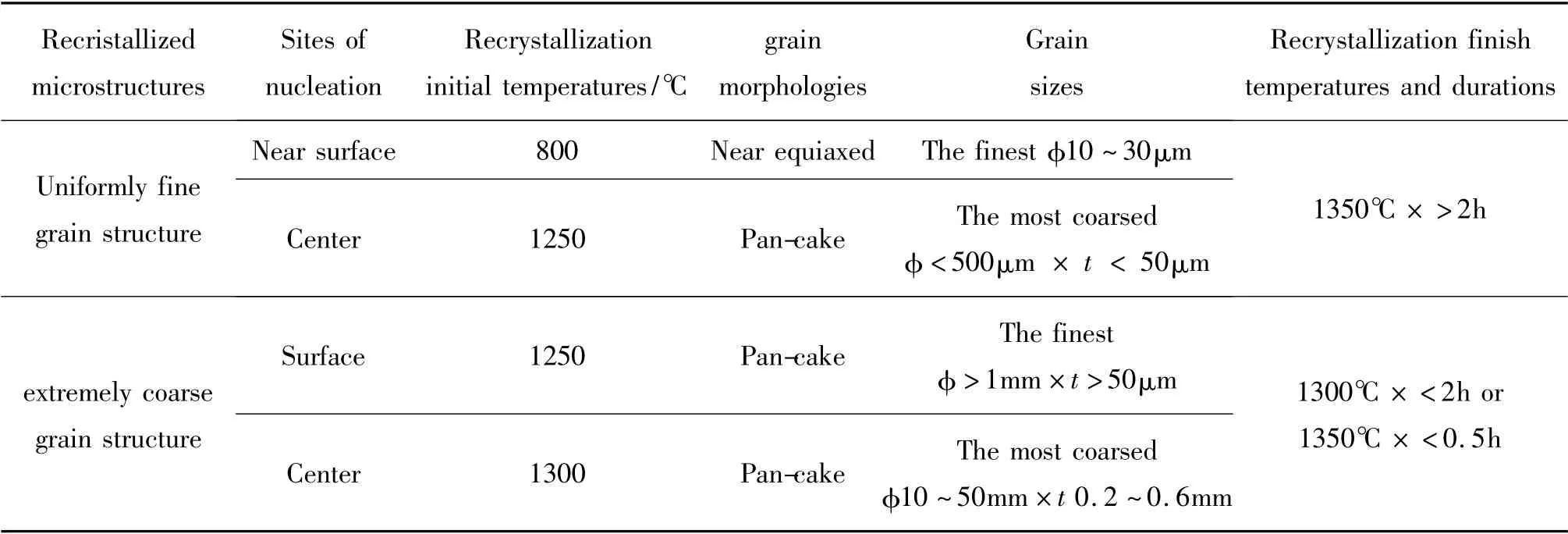
表2 均匀细小和极其粗大两种再结晶组织状态MGH956 板材再结晶的差异Table 2 Differences on recrystallization behaviors between rather uniformly fine and extremely coarse grain structures of MGH956 sheets
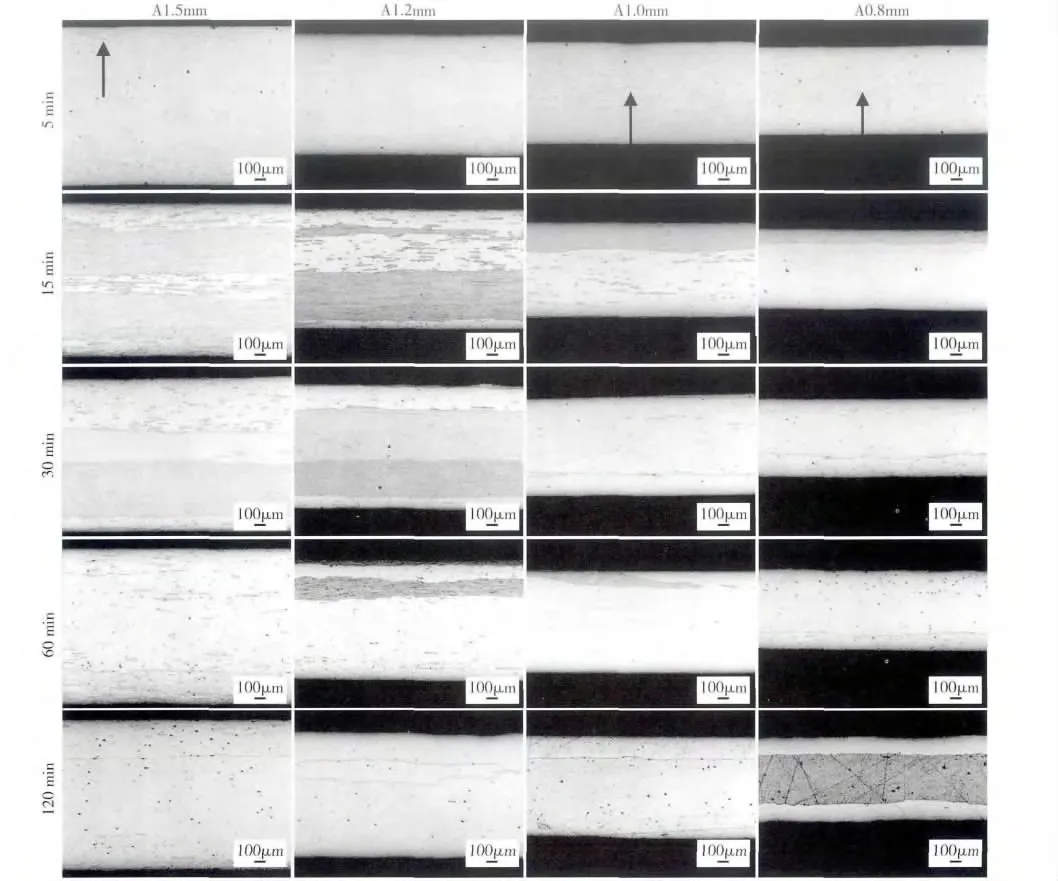
图9 四种图厚度板材A 在1300℃、保温5 ~120min 退火后金相照片Fig.9 Metallographes of four thickness sheet A annealed at 1300℃for 5min,15min,30min,60min and 120min
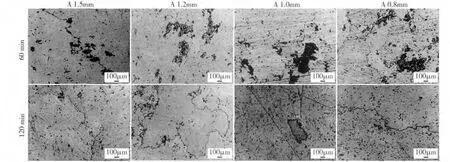
图10 四种厚度板材A 在1300℃、保温60min 和120min 在平行板面靠近板材心部的金相照片Fig.10 Metallographes parallel to rolling plane and near sheet centerline plane of four thickness sheet A annealed at 1300℃for 60min and 120min

图11 四种厚度板材A 在1350℃、保温1 ~30min 退火后金相照片Fig.11 Metallographes of four thickness sheet A annealed at 1350℃for 1 -30min

图12 四种厚度板材A 在1350℃、保温5 ~30min 平行板面靠近板材心部的金相照片Fig.12 Metallographes parallel to rolling plane and near sheet centerline plane of four thickness sheet A annealed at 1350℃for 5 -30mm
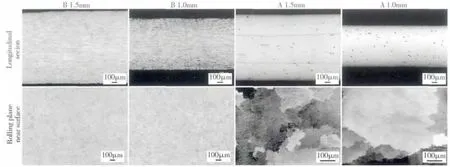
图13 完全再结晶后细晶与粗晶板材的组织形貌和晶粒尺寸对比Fig.13 Comparison on structure morphology and grain size of completely recrystallized fine and coarse grain structures of MGH956 sheets
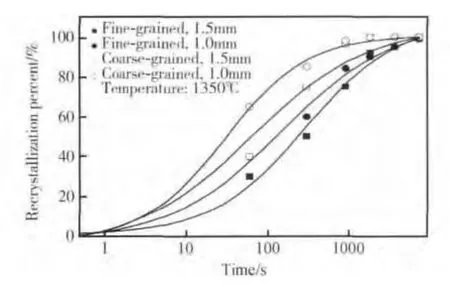
图14 形成粗、细晶两种组织状态板材1350℃的再结晶动力学曲线Fig.14 Recrystallization kinetics curves of fine and coarse recrystallized grain structure MGH956 sheets at 1350℃
2.3 MGH956 冷轧板材再结晶形成机理分析
影响MGH956 合金再结晶的因素非常复杂,包括:储能,织构分布和强弱、弥散相分布和流向、残余应力分布和类型、亚晶尺寸大小和均匀性、以及应变强弱和均匀性等亚结构的性质[2,3,5~10],再结晶机理都是从这些方面入手进行分析和解释。
NUTTING J.等最早对以热挤压、热轧、及60%CW 冷轧压下量制成1.5mm 厚MA956(与MGH956对应的美国牌号)板材的再结晶进行了研究[2]。检验得知,板材冷轧态组织非常均匀,位错密度很高、且分布均匀,并形成了很强的(001)(110)取向的织构。具有这种组织状态板材的再结晶形核温度非常高,退火过程,经一定孕育期后,只有少数再结晶晶核能够率先在板材的心部形成,随后沿板面方向迅速生长,直至与其他生长过来的晶粒交汇,而再结晶晶粒在垂直于板面方向的生长速率明显缓慢,导致再结晶完成后形成极其粗大的盘状晶组织。他们认为这种冷轧板材再结晶的形核是通过亚晶转动的方式合并而成。
KLUG R. C. 等随后对以热等静压、热轧、及60%CW 冷轧压下量制成0.5mm 厚MA956 板材的再结晶进行了研究[3]。板材冷轧态组织检验得知,与NUTTING J.等研究的1.5mm 厚冷轧板材极为相似,非常均匀,位错密度很高、分布均匀,且具有很强的(001)(110)织构,再结晶形核同样位于板材心部,并最终形成极其粗大的盘状晶组织。同时,他们对比了与MA956 成分相似的铁素体钢的板材,其高冷轧变形组织也与上述MA956 板材的十分相似,再结晶后也形成粗大的晶粒组织。因此,他们认为均匀冷轧变形组织和很强的(001)(110)织构是导致MA956 冷轧板材再结晶形核困难,温度高、数量少、长大迅速快,最终形成粗晶组织的主要原因。进一步检验得知,MA956 板材(001)(110)织构的强度在板材厚度上从表层到心部的分布并不均匀,而是呈由弱到强的梯度分布,心部最高,且沿轧向被拉长的亚晶尺寸也最大,被认为是最有可能以亚晶合并的方式形成足够尺寸再结晶晶核的位置。这一推断虽与织构抑制再结晶形核理论相矛盾,但再考虑到弥散相的作用则不难理解,尽管MA956 合金中弥散相在冷轧板材中的分布很难检验,但KLUG R. C. 等根据冷轧变形在板材厚度上分布的不均匀性,即表层承受的变形明显高于心部的状态作出推断,越靠近板材表层,弥散相分布越密、间距越短,弥散相从表层到心部呈由密到疏的层状分布,因此,板材表层再结晶形核和长大阻力最大。这一推断不仅可以用于解释再结晶的形核只在板材心部,还能解释再结晶晶粒在平行于板面方向的生长速率远远快于垂直于板面方向,最终将形成极其粗大的盘状晶组织的现象。
CHOU T. S. 等针对以热挤压、热轧制成φ(25mm MA956 棒材再结晶的研究得知[6],热轧棒组织均匀,并具有很强的(111)(110))织构,再结晶形核同样十分困难,温度高、数量少,一旦形成,将迅速沿热加工方向(弥散相流向的方向)快速生长,最终形成具有显著长径比的、且极其粗大的棒状晶组织。他们对于这种具有均匀变形和很强的特定取向织构组织再结晶的形核机制给出了解释。尽管织构强度越高,形核越困难,但同时合金中取向差极小的亚晶数量就越多,当织构强度高到一定程度时,就有可能出现相邻亚晶趋向同一取向的亚晶束的存在,在高温下,在这样亚晶束内取向差极小的亚晶就可以通过相互不大的转动合并成有效的再结晶晶核。
综合上述研究,可较为合理地解释MA956 合金再结晶形核困难,温度高、数量少、位置特殊,沿某些特定取向长大速率极快,最终形成具有特定取向极其粗大晶粒组织的再结晶行为,并可归纳为是一种均匀变形织构控制形核的再结晶模式。然而,这一模式显然无法用于解释再结晶形成较为均匀细小,或粗、细混晶组织的再结晶行为。
CHEN Y. L. 和CAPDEVILA C. 等近几年对热挤压后,采用一种特殊的轧制方式(Flow Forming),并经不同冷轧压下量、制成不同厚度PM2000(与MGH956 对应的欧洲牌号)管材的再结晶进行了研究[7~10]。这种轧制的变形主要来自管材外表面的轧辊,变形方向不仅沿管材轴向,且沿周向,而管材的内表面与芯棒保持静止状态。再结晶退火显示,当冷轧变形量不高时,从管材外表层到内表层,再结晶晶粒呈由细到粗的形貌特征,起始形核位置是在靠近管材外表层的区域,起始形核温度明显低;随冷轧压下量提高,管材壁厚变薄,从管材外表层到内表层再结晶晶粒均呈极其粗大的形貌特征,起始形核位置转移至靠近管材壁厚的中间区域,起始形核温度大幅提高。针对这一现象,他们仔细检验了管材组织后得知,经热挤压,管材组织在晶粒(或亚晶)尺寸、织构强度、及位错密度等方面均呈均匀分布状态,而施加在管材外表面的冷轧变形在管壁厚度上从外到内形成了由高到低的梯度分布。当冷轧压下量不高时,冷轧变形未能有效穿透管壁厚度的情况下,在管材外层组织中可以看到与管材轴向呈30°,且被明显拉长的变形泡状结构,而内层组织的均匀性则基本保持,仅存在少量的变形泡状结构,且仍沿轴向。硬度测试结果也显示,从管壁外层到内层,硬度呈明显降低的趋势。这些现象说明管材原有均匀的热挤压态组织遭到了破坏,且不均匀性在管壁厚度上,从外到内形成了由高到低的梯度分布。随冷轧压下量提高,在冷轧变形能够有效穿透整个管壁厚度的情况下,管壁内外层硬度值接近,外层变形泡状结构与管材轴向呈45°,内层的也有15°,说明冷变形组织已完全取代了原有的热挤压组织,冷轧变形在管壁厚度上的分布再次趋于均匀。基于这些观察,他们认为管材再结晶晶粒的粗细与再结晶前变形组织的均匀性有关,越不均匀,越有利于再结晶形核,形核温度就越低,数量就越多,就越易于细小再结晶组织的形成;相反,越均匀,就越不利于再结晶形核,形核温度就越高,数量就越少,就越易于粗大再结晶组织的形成。
进一步TEM 检验得知,冷轧管材外层组织中有变形转变带的存在,这些夹在不同取向变形条带间的转变带主要出现在距管材外表面0.1 ~0.3mm 的范围内,根据再结晶转变带形核理论,转变带的存在,意味着可移动大角度晶界的存在,就可以晶界移动的方式形成有效的再结晶晶核,以这种方式形核所需能量低,温度也就低,相对容易。据此,提出了一种非均匀变形转变带控制形核的再结晶模式。这一模式可较为合理地解释当冷轧变形量不高时,再结晶起始形核位置是距管材外表层0.1 ~0.3mm 的范围内,形核温度明显低、数量多,再结晶晶粒细小的原因;当冷轧变形量达到一定程度后,尽管转变带依然存在,但因冷轧变形在管壁厚度上整体均匀性提高,织构强度增加,转变带形核模式受到抑制,再结晶形核机制发生改变,变为前文提到的均匀变形织构控制形核的模式形成,因此,起始形核位置转移到管壁中间的位置,形核困难、温度大幅提高、数量也少,最终形成极其粗大的晶粒组织。
尽管CHEN Y. L.和CAPDEVILA C.等提出非均匀变形再结晶模式是针对冷轧管材,但也可用于解释本研究中再结晶形成细晶组织板材B1.5mm 和B1.0mm 的再结晶行为。冷轧前,管材组织为均匀热挤压态,而板材B1.5mm 和B1.0mm,因采用了高热轧温度(1100℃)和高压下量(90%HW 以上),其组织也呈均匀的热轧态;虽因冷轧方式不同,管材与板材冷轧组织中的亚结构,包括:织构类型、强度、分布,弥散相流向和分布,及应变强度和均匀性等不尽相同,但冷变形在板材厚度上从表层到心部形成由高到低分布的规律应基本相同,冷轧导致板材原有均匀的热轧态组织,尤其在靠近表层组织的均匀性遭到破坏的状态也基本相同;尽管CHEN Y. L. 等认为冷轧管材组织中变形转变带的存在是导致再结晶形核更容易、温度低,再结晶晶粒细小的主要原因,而本研究轧制出的板材是否存在转变带尚有待证实,但变形剪切带的确存在(图15),CHEN Y. L.等认为剪切带也可以起到与转变带相似的作用[10]。因此,本研究轧制出的板材B1.5mm 和B1.0mm 完全可以非均匀变形的再结晶模式,首先在靠近板材表层区域形成,表现在形核十分容易,起始形核温度很低、只有800℃,起始形核位置也是在距板材表面0.1 ~0.3mm 的范围内(图1),完全再结晶组织中在靠近板材表面约1/4 厚度的区域内,晶粒十分细小(图13 和表1)等方面与这一模式十分吻合。然而,本研究结果也显示,仅以这种模式再结晶,虽然起始形核温度只有800℃,但在1250℃以下,板材无法实现完全再结晶,在板材表层,再结晶发展到一定程度后将处于停顿状态,心部将一直保持冷加工态特征(图2),即使在1300℃,冷轧压下量为49%CW的板材B1.5mm,保温时间从15min 到60min,再结晶进程未显示出继续发展的迹象(图4)。另一个值得注意的现象是,在1250℃、保温60 min,在这两块板材心部仍为冷加工态组织中又有了新的再结晶形核(图3 箭头处);这一情况在1300℃、保温15min的组织中显现得更加清晰,并且,冷轧压下量为67%CW 的板材B1.0mm 随保温时间延长,其再结晶进程在板材心部会继续发展,但越来越缓慢(图4);只有在1350℃,两块板材随保温时间延长均显示出再结晶是先表层后心部的发展规律,保温15mm 后,又趋于缓慢,直到120mm,再结晶才基本完成(图6)。对比板材表层和心部的再结晶晶粒,除形核位置不同外,形貌和尺寸也存在明显差异,靠近板材表层的晶粒非常细小,呈近等轴状,最小的晶粒直径只有φ10 ~30μm,而心部则为盘状,最大晶粒直径为几百微米(图13 和表2)。如此明显的差异显然不能同以非均匀变形的再结晶模式予以解释,板材心部的再结晶以均匀变形的再结晶模式予以解释应更具合理性,虽然再结晶晶粒并未呈极其粗大的状态,原因尚不十分明确,但很可能与这两块板材是采用热等静压固实化、热锻成坯、高的热轧温度、以及相对低的冷轧变形的加工工艺,使得板材的储能本来就低,加之,板材表层率先开始的再结晶又消耗了大量储能,导致板材心部再结晶形核后长大驱动力明显不足,长大速率明显减缓有关。

图15 在板材(a)B1.0mm 和(b)B1.5 mm 平行于冷轧方向纵截面上的剪切带Fig.15 Shear bands on the section parallel to cold rolling direction (a)sheet B1.0mm;(b)sheet B1.5mm
本研究中再结晶形成粗晶组织的四块板材由于采用了很低的热轧温度,及相对高的冷轧变形,其再结晶行为、尤其对于冷轧变形最高的两块板材A1.0mm和A0.8mm 与KLUG R. C.和NUTTING J.等所报道的[2,3]几乎完全一致,表现为再结晶起始形核温度极高(1300℃)、起始形核位置只在板材心部,沿板面长大速率极快,最终形成极其粗大的盘状晶组织(图9、11、及13),完全符合均匀变形的再结晶模式;而冷轧变形稍低的两块板材A1. 5mm 和A1.2mm 的情况稍有所不同,主要表现在形核位置,即在板材心部,又在表层(图8,9),并且,从板材A1.5mm 在1250℃和1300℃退火组织中可以看到,靠近板材表层区域形核的温度稍低,所需保温时间也稍短(图8 和9)。出现这种情况并不意外,不能排除以非均匀变形的再结晶模式率先在表层形核的可能,CHEN Y. L.和CAPDEVILA C.等对不同冷轧变形管材的研究中也出现过类似情况[7~10],且与本研究轧制出再结晶形成细晶板材B 的形核位置先表层、后心部的规律并不矛盾。KLUG R. C.等也曾作出推断,认为与均匀变形心部形核模式相对应的应是非均匀变形表层形核模式[3],但遗憾的是他们并未遇到这种情况,原因无疑是他们的研究只是针对一种工艺、加工出具有非常均匀冷轧态组织的一种厚度的板材,再结晶只表现为心部形核、并生成极其粗大盘状晶组织的一种状态。从CHEN Y. L.等研究的不同冷轧变形轧制出不同厚度的管材[9,10],及本研究对不同工艺轧制出不同厚度板材的结果来看,NUTTING J. 和KLUG R. C. 等所研究的仅仅是MA956 板材再结晶行为中一种极端特殊的状态,且也只有这种极端特殊的状态是以均匀变形心部形核单一模式完成的再结晶,而更普遍的,如:细晶板材B1.5mm 和B1.0mm 的再结晶是先以非均匀变形表层形核,再以均匀变形心部形核两种模式共同完成的(图3,4,及6);粗、细晶各占不同比例混晶态板材的再结晶也是以两种模式共同完成的,这在表层均匀细小、心部极其粗大、反差极为鲜明的混晶态再结晶组织形貌上显现得非常明显(图16);即便粗晶板材A1.5mm 和A1.2mm 的再结晶仍是以两种模式共同完成的(图8,9,及11)。正是由于MGH956冷轧板材的再结晶可以两种不同的机制形成,且两种机制常共同发生在同一块板材中,使得板材的再结晶组织形貌多样化,晶粒尺寸差异极大。
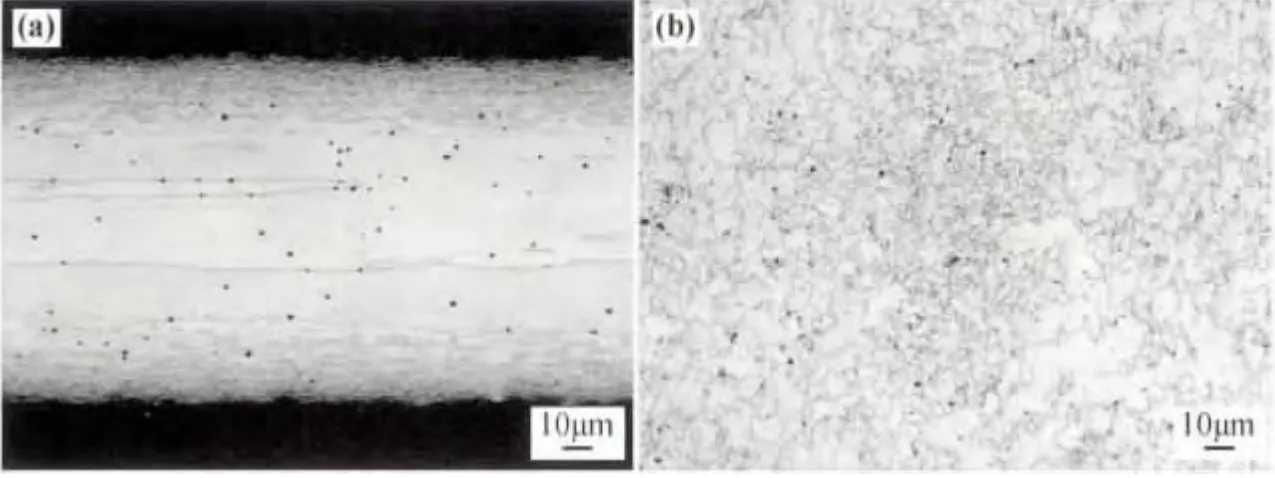
图16 再结晶后形成表层为均匀细小、心部为极其粗大的混晶组织 (a)板材纵截面;(b)靠近表层板面Fig.16 Mixed grain structure of very fine near sheet surface and extremely coarse at sheet centerline(a)longitudinal section;(b)plane near sheet surface
3 结论
(1)MGH956 板材的再结晶有两种机制:非均匀变形表层形核和均匀变形心部形核的模式形成;并且,这两种模式可在同一块板材内共同发生。
(2)MGH956 板材以非均匀变形表层形核模式形成再结晶的起始形核温度可以非常低(800℃),也可非常高(1250℃),而以均匀变形心部形核模式形成再结晶的起始形核温度则非常高(不低于1250℃);两种模式形成再结晶的起始形核温度越低,形成再结晶的晶粒就越细小;反之,则越粗大。
(3)MGH956 板材不能仅以非均匀变形表层形核的单一模式实现完全再结晶;只有在均匀变形心部形核模式充分发生的情况下才能实现完全再结晶。
(4)MGH956 板材以两种模式共同完成再结晶的组织,从表层到心部,可呈较为均匀的细晶,表层细小、心部粗大各占不同比例的混晶,以及均为粗晶的多种形态;而以均匀变形心部形核单一模式完成再结晶的组织则只有极其粗大这一种形态。
[1]田耘,李帅华,杨峥,等. 氧化物弥散强化MGH956 合金板材的拉伸和持久性能[J]. 材料热处理学报,2013,34(增刊Ⅰ):114 -121.(TIAN Y,LI S H,YANG Z,et al. Tensile and stress to rupture properties of oxide dispersion strengthened MGH956 alloy sheet[J]. Transaction of Materials and Heat Treatment,2013,34(Suppl I):114 -121.)
[2]NUTTING J,UBHI S,HUGHES T A. The development of microstructure in Incoloy MA 956[C]// BENJAMIN J S,Frontiers of High Temperature Materials,New York:Inco-Map,1981:33 -40.
[3]KLUG R C,KRAUSS G,MATLOCK D K. Recrystallization in oxide-dispersion strengthened mechanically alloyed sheet steel [J]. Metallurgical and Materisls Transactiona(A),1996,27:1945 -1960.
[4]田耘,李帅华,杨峥,等. 氧化物弥散强化MGH956 合金板材再结晶典型组织[J]. 钢铁研究学报,2011,23(增刊2):526 -529.(TIAN Y,LI S H,YANG Z,et al. Typical recrystallization microstructures of oxide dispersion strengthened alloy MGH956 Sheet [J]. Journal of Iron and Steel Reseach,2011,23 (Suppl 2):526 -529.)
[5]BHADESHIA H K D H. Recrystallization of practical mechanically alloyed iron-base and nickel-base superalloy[J]. Materials Science and Engineering (A),1997,223:64 -77.
[6]CHOU T S. Recrystallization behaviour and grain structure in mechanically alloyed oxide-dispersion strengthened mechanically alloyed steel[J]. Materials Science and Engineering(A),1997,223:78 -90.
[7]CAPDEVILA C,MILLER U,JELENAK H,et el. Strain hererogeneity and the production of coarse grains in mechanically alloyed iron-based PM2000 alloy[J]. Materials Science and Engineering(A),2001,316:161 -165.
[8]CAPDEVILA C,CHEN Y L,LASSEN N C K,et el. Hererogeneous deformation and recrystallization of iron-base oxide-dispersion strengthened PM2000 alloy [J]. Materials Science and Technology,2001,17:693 -699.
[9]CHEN Y L,JONES A R. The microstructure and recrystallization of flow-formed oxide-dispersion-strengthened ferritic alloy:Part I[J]. Metallurgical and Materials Transactions(A),2002,33:3777 -3785.
[10]CHEN Y L,JONES A R,POND R C,et al. The microstructure and recrystallization of flow-formed oxide-dispersion-strengthened ferritic alloy:Part II[J]. Metallurgical and Materials Transactions (A),2002,33:3787 -3794.
