TP321奥氏体不锈钢无缝钢管垂直挤压工艺研究
2014-09-19刘科虹
白 箴 董 霞 刘科虹
(内蒙古北方重工业集团有限公司,内蒙古 014033)
TP321奥氏体不锈钢无缝钢管垂直挤压工艺研究
白 箴 董 霞 刘科虹
(内蒙古北方重工业集团有限公司,内蒙古 014033)
利用热模拟试验机GLEEBLE3500对TP321奥氏体不锈钢进行了等温恒应变压缩试验,分析了变形程度、挤压温度对实际晶粒度的影响。在试生产中验证确定了合理的工艺参数,为TP321奥氏体不锈钢无缝钢管垂直挤压工艺的制定提供了技术依据和支持。
TP321奥氏体不锈钢;挤压工艺;晶粒度;变形
我国对TP321奥氏体不锈钢大口径厚壁无缝钢管的需求在以往主要依赖进口。近几年,随着科技水平和制造水平的发展,国内相关企业开始进行TP321奥氏体不锈钢无缝钢管的国产化生产工艺研究,初步掌握了TP321奥氏体不锈钢无缝钢管的生产工艺,逐渐以国产产品代替进口产品。在利用360 MN垂直挤压机挤压TP321奥氏体不锈钢大口径厚壁无缝钢管时,要使晶粒度满足技术要求,需要对该类材料的特性及其挤压工艺参数进行针对性的工艺研究。本文对TP321材料挤压力和变形程度与挤压温度之间的关系进行了研究,制定了该类材料无缝钢管合理的垂直挤压工艺。
1 试验材料和方法
为了解TP321奥氏体不锈钢在热态下的变形抗力,以确定垂直挤压的可行性,利用美国热模拟试验机(GLEEBLE3500-10/1-75)进行了等温恒应变压缩试验,以了解该材料在热变形状态下的应力。切取奥氏体不锈钢试片,将其加工成Ø10 mm×12 mm的圆柱试样。热压缩试验时在试样两端垫上石墨片,以减少端面摩擦力,避免出现明显的腰鼓和侧翻等不均匀变形现象。试样压缩时,变形温度分别为 950℃、1 050℃、1 070℃、1 100℃、1 200℃和 1 250℃,应变速率分别为 0.1 s-1、1.0 s-1,变形程度(高度压缩率) 分别为35%、40%、45%、50%、55%、60%。试样的加热速率为10℃/s,加热保温时间300 s,然后进行压缩。加热和变形都是在真空条件下进行,压缩变形后采用空冷。变形过程中温度和应变速率由热模拟试验机计算机自动控制保持恒定。由试验直接得到的载荷-行程曲线经专用软件进行数据采集及摩擦修整,直接输出应力应变数据。
2 试验结果及分析
2.1 热模拟试验结果分析
从图1(a)~(f)中可以看出,当应变速率不变时,随着挤压温度升高,流变应力减小,这表明TP321奥氏体不锈钢的流动应力对变形温度较敏感。但是,随着变形程度增大,流动应力也增大。950℃时,即使变形程度只有35%,其流变应力仍高达280 MPa;在1 050~1 100℃时,变形程度60%的流变应力为(210~230)MPa;在1 200~1 250℃时,变形程度60%的流变应力约为(75~150)MPa。因此,选取较小的变形程度和较高的温度可以减小变形过程中的流变应力。在保证产品内在质量的条件下,选取适当的加热温度和变形程度尤为重要。
从图1应力-应变曲线分析得出,在满足挤压产品技术要求的条件下,采用相对较小的变形量可以避免挤压过程中产生过高的挤压力。只要产品的实际晶粒度满足技术要求,选取在1 050~1 200℃进行挤压是可行的。
2.2 金相结果分析
TP321奥氏体不锈钢钢管产品要求按ASTM E112标准检验晶粒度,规定为5~7级。挤压生产的钢管产品的实际晶粒度与挤压温度存在密切的关系,挤压温度的高低决定着实际晶粒度的大小。选择较高的挤压温度可以降低挤压力,缓解挤压机的压力,但是也会使实际晶粒度粗化,满足不了钢管产品的技术要求。为此要在许用的1 050~1 200℃之间选择合理的挤压温度,对于挤压管坯的实际晶粒大小和挤压设备保护是至关重要的。本文通过对950℃、1 070℃、1 100℃和1 200℃热模拟挤压温度下晶粒度的检测选择出了能够使钢管产品实际晶粒度满足技术要求的挤压温度。
通过热模拟试验机试验并结合金相分析结果可明显地看出,在950℃条件下,变形不均匀导致严重的混晶现象,特别是其中白色带状区晶粒粗大,达到1级,最细的也仅为4.0~6.0级,见图2。由此表明挤压温度低会导致变形不充分。
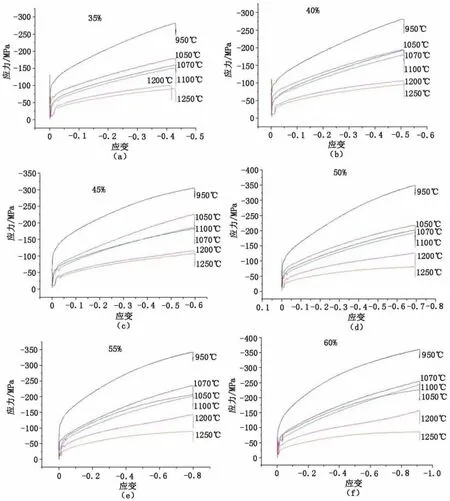
图1 TP321钢在应变速率为0.1/s时不同变形量和挤压温度条件下的应力-应变曲线Figure 1 Stress-strain curve at various of deformation and extrusion temperature terms of TP321 steel when strain speed is 0.1/s

图2 变形温度950℃时不同变形量下的实际晶粒分布Figure 2 Actual grain distribution of various deformation when deformation temperature is 950℃
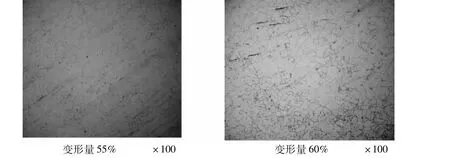
图3 变形温度1 070℃时不同变形量下的实际晶粒分布Figure 3 Actual grain distribution of various deformation when deformation temperature is 1 070℃

图4 变形温度1 100℃时不同变形量下的实际晶粒分布Figure 4 Actual grain distribution of various deformation when deformation temperature is 1 100℃
在变形温度为1 070℃时,混晶比较严重,基本上是4.0级和6.0级,4.0级占的比例较大,6.0级所占比例较小,见图3。
在变形温度为1 100℃时,实际晶粒度基本上是5.0~6.0级,晶粒分布较均匀。但是从试验的数据判断,随着变形量增大,晶粒逐渐细化,见图4。
变形温度为1 200℃时,试样心部和边缘的实际晶粒度差异较大,心部晶粒为3.0级,边缘为6.0级左右,见图5。这是由于在较高温度下完成变形后,心部温度偏高,且未及时降温致使晶粒长大;而边缘散热相对较快,抑制了晶粒长大。可见在此温度下控制实际晶粒度满足钢管产品的技术要求较难。
综上分析来看,为满足钢管产品的技术要求,TP321奥氏体不锈钢的变形温度确定在1 070~1 200℃最佳,不仅满足实际晶粒度的要求,而且变形抗力小。
3 试生产验证
3.1 挤压情况
在试生产的过程中共进行了三次挤压试制,前两次挤压试制没有成功,第三次挤压成功。具体试挤时调整的工艺参数见表1。
第三次成功挤出的管坯料在热态下表面状态较好,不弯曲,两端面平直。管坯料外形见图6。

图5 变形温度1 200℃时不同变形量下的实际晶粒分布Figure 5 Actual grain distribution of various deformation when deformation temperature is 1 200℃
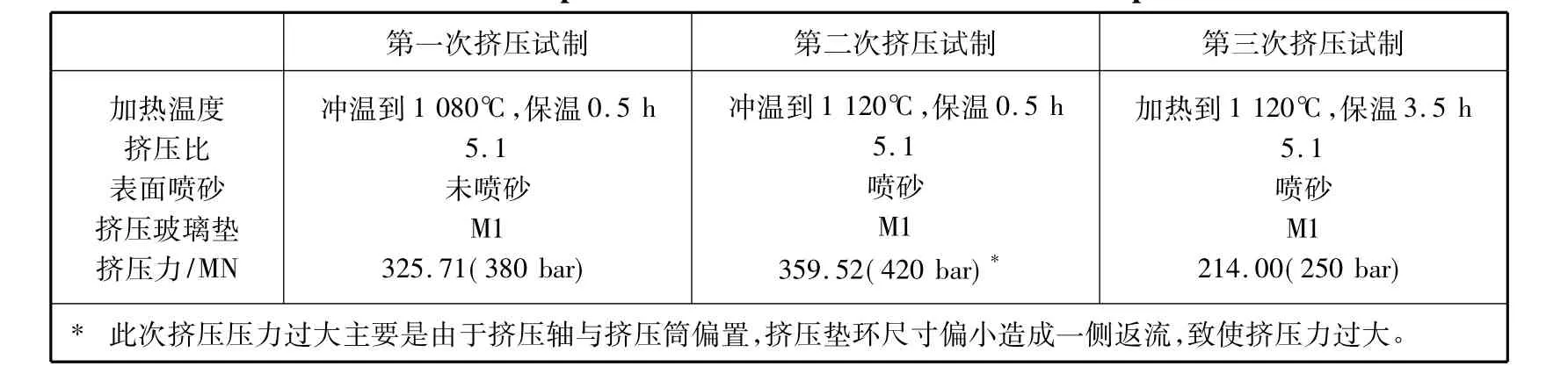
表1 三次挤压试制工艺参数Table 1 Technical parameter of three times trial extrusion production

图6 热态下的管坯料Figure 6 Tube billet under thermal state
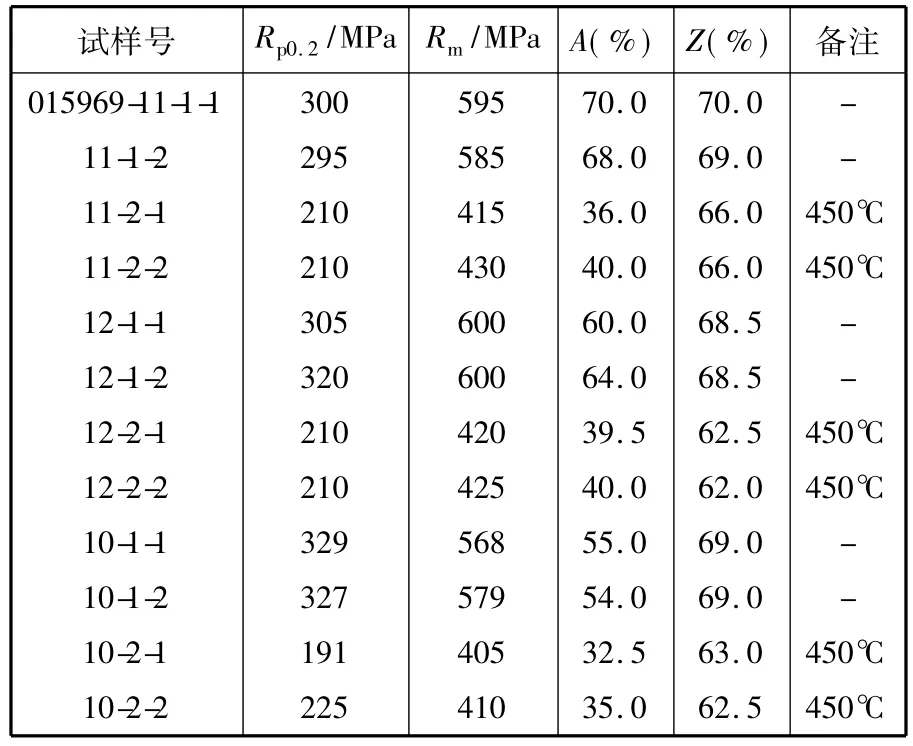
表2 力学性能试验结果Table 2 Test result ofmechanical performance
3.2 管坯裁剖试验
对试挤出的第一支经固溶处理和稳定化处理的4 800 mm长的TP321奥氏体不锈钢大口径厚壁无缝钢管分别在两端和中间切片做裁剖试验,对各试样进行力学性能、金相检查和晶间腐蚀试验。力学性能试验结果见表2,各试样的弯曲试验结果均合格。
按照ASTM E112标准进行了实际晶粒度检测,按ASTM E381进行金相检验。金相检验结果见表3。
对无缝管试样先进行敏化处理,在650℃下保温1 h后进行晶间腐蚀试验。晶间腐蚀试验结果见表4。

表3 金相检查结果Table 3 M etallographic inspection result
4 结论
裁剖试验结果表明,试挤出的无缝钢管各项指标均达到了TP321奥氏体不锈钢无缝钢管技术要求。证明试挤中确定的挤压工艺参数是合理的。利用该工艺能够生产出性能、质量合格的钢管产品。
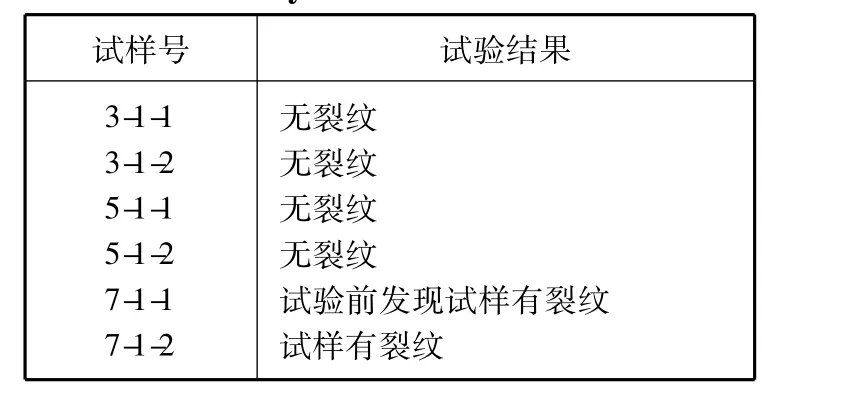
表4 晶间腐蚀试验结果Table 4 Crystal corrosion test result
编辑 杜 敏
Research on Vertical Extrusion Process of TP321 Austenitic Stainless Steel Seamless Pipe
Bai Zhen,Dong Xia,Liu Kehong
By dealingwith thermal simulative tester GLEEBLE3500,TP321 austenitic stainless steel has been conducted isothermal and constantstrain compression testand effectof deformation degree and extrusion temperature on actual grain size have been analyzed.Reasonable technical parameter has been verified and identified in trial production,which provided technical basis and support for vertical extrusion process establishment of TP321 austenitic stainless steel seamless pipe.
TP321 austenitic stainless steel;extrusion process;grain size;deformation
TG376
B
2013—12—24
白箴(1956—),男,研究员级高级工程师,从事塑性变形工程工作。
