AP1000锻造主管道尺寸检验方法研究
2014-09-19危永福
危永福 蒋 飞
(二重集团(德阳)重型装备股份有限公司核电石化事业部,四川 618013)
AP1000锻造主管道尺寸检验方法研究
危永福 蒋 飞
(二重集团(德阳)重型装备股份有限公司核电石化事业部,四川 618013)
综合运用各种检验方法和检验设备对AP1000锻造主管道及波动管进行尺寸检验。通过激光跟踪仪采集数据点的控制和计算机作图的比对得出理论结构尺寸,采用划样的方法对结构尺寸进行科学的复核,保证产品最终尺寸的有效验收。通过激光测量的数据建立3D模型。并对各个模型进行虚拟装配,计算得出主管道坡口加工的数据。
尺寸检验;厚度;弯曲半径;方法
AP1000是西屋公司开发的一种两环路1 000 MW非能动压水反应堆核电,具有第三代先进轻水堆简单、安全、可靠和经济的特点。核岛设备中的主管道是唯一从国内采购的核岛主设备,相关检验方案无任何经验可借鉴。根据设计文件,结合后期安装工况,通过过程检验和最终检验的合理安排、高精度测厚仪的运用、激光建模、不同方法的尺寸复核,完成了主管道的尺寸检验。
1 测量工具要求
所使用的测量工具和设备应纳入核电设备管理体系,及时申报、定期校验,以确保检测设备具有规定的检测能力。测量工具和设备应处于良好的工作状态,均应按我国相关标准进行检定合格并在有效期内;所有参检的自制工装、夹具均需检查验收,达到图纸设计要求后方可使用,测量报告
中应明确温度、湿度条件及所用测量仪器的名称、精度等。
2 主要尺寸的检测要点
(1)主管道(热段、冷段、波动管)测量前,应摆放在水平工作台上,通过调整两端和弯曲段最高点、最低点与水平台距离来保证两端管口中心线、弯曲段中心线水平度一致,其周围保留合适的测量空间,以便合理使用激光跟踪仪/三坐标测量仪。为减少测量误差,应采用一种与本规程所述不同的测量方法对主管道及波动管主要结构尺寸进行复核,尺寸复核次数至少两次。主要结构尺寸包含:总长、总高、弯曲角度、弯曲半径。根据制造流程,尺寸检测次数多,涉及多个制造阶段,如:管坯加工后、弯曲阶段、固溶后、抛磨后、焊接后等多个阶段。
(2)工件内外径可采用内、外径千分尺检测。端部壁厚用游标卡尺测量,中间壁厚用超声波测厚仪测量,测厚仪测量前须用同材质材料进行标定(为降低测量误差,采用待测工件本体上标定)。所有内、外径测量点应用记号笔做出清晰可识的标记,所有的壁厚测量点应用网格图做出标记,每个网格应进行编号。工件内径也使用激光跟踪仪进行测量,并对测量数据进行模拟。
(3)工件弯曲半径、弯曲角度、总长总高等几何尺寸采用激光跟踪仪进行测量。测量工件弯曲半径、弯曲角度时,对测量点进行网格划分、标记和编号。测量点位置和测量数据应在尺寸报告中对应一致。粗糙度根据测量区域不同选用对比试块法或者粗糙度仪读取。
3 具体检验项目及方法
3.1 热段内径、外径和端部壁厚测量
以热段A为例。
3.1.1 热段A管道内径、外径测量
主管道热段A共设9个直径测量环和2个管嘴高度测量位置。如图1所示:A-A、B-B、HH、I-I测量0°-180°方向和 90°-270°方向的内径、外径尺寸;C-C、G-G的内外径尺寸可根据管嘴实际情况调整测量方位,并在尺寸检查报告中注明;D-D、E-E、F-F通过测量外径计算椭圆度。H1、H2的具体测量位置应按图示进行起始测量。3.1.2 热段A端部内径和壁厚测量
热段A端部应在现场安装调整段长度加180 mm范围内每隔50 mm测量一个截面的内径和厚度。每个截面应测量0°-180°、45°-225°、90°-270°、135°- 315°4 个方向的内径值和 0°、45°、90°、135°、180°、225°、270°和 315°等 8 个点的厚度。
3.2 冷段管道内径、外径和端部壁厚测量
以冷段2A为例。
3.2.1 冷段管道内径、外径测量
冷段共设7个直径测量环和1个管嘴高度测量位置。如图2所示:A-A、B-B、G-G测量0°-180°方向和 90°-270°方向的内径、外径尺寸;C-C、D-D、E-E、F-F通过测量外径计算椭圆度。H的具体测量位置应按图示进行起始测量。
3.2.2 冷段端部内径和端部壁厚测量
冷段端部应在现场安装调整段长度加150 mm范围内每隔50 mm测量一个截面的内径和厚度。每个截面应测量 0°-180°、45°-225°、90°-270°、135°-315°4 个方向的内径值和 0°、45°、90°、135°、180°、225°、270°和 315°等8 个点的厚度。
3.3 波动管内径、外径和端部壁厚测量
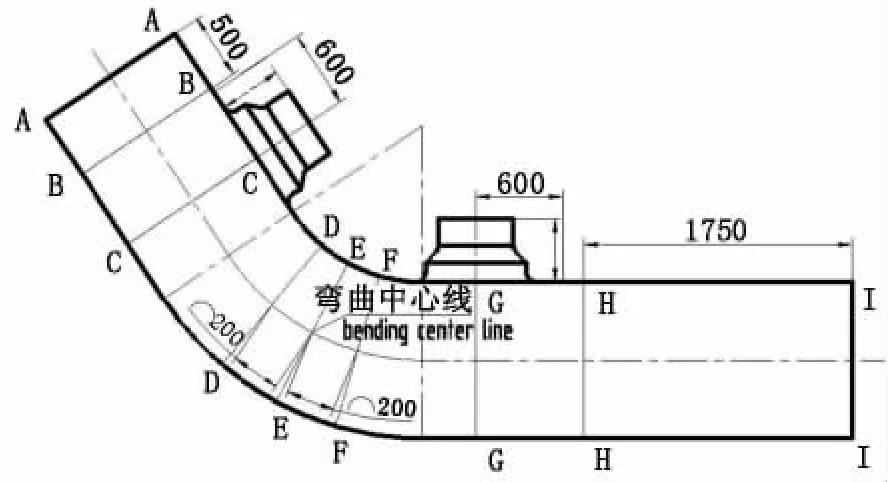
图1 热段A内、外径测量图Figure 1 Measure drawing of inner diameter and outer diameter for hot section A
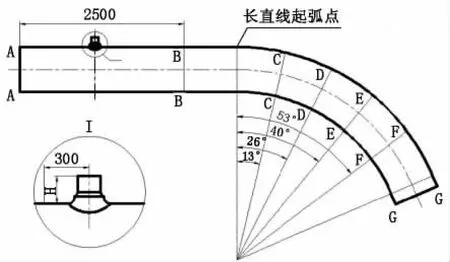
图2 冷段2A内、外径测量图Figure 2 Measure drawing of inner diameter and outer diameter for cold section 2A
波动管内径和外径测量,以波动管02、波动管03为例。
3.3.1 波动管02内径和外径测量
波动管02共设7个直径测量环。如图3所示:A-A、G-G 测量 0°-180°方向和 90°-270°方向的内径、外径尺寸;B-B、C-C、D-D、E-E、F-F 通过测量外径计算椭圆度。
3.3.2 波动管03内径和外径测量
波动管03共设11个直径测量环。如图4所示:A-A、K-K 测量 0°-180°方向和 90°-270°方向的内径、外径尺寸;B-B、C-C、D-D、E-E、F-F、GG、H-H、I-I、J-J通过测量外径计算椭圆度。
3.4 波动管端部内径和端部壁厚测量
每件波动管应从理论端部起,向弯管处方向至少100 mm范围,及调整段长度范围每隔30 mm测量一个截面的内径和厚度。每个截面应测量0°-180°、45°-225°、90°-270°、135°-315°4个方向的内径值和 0°、45°、90°、135°、180°、225°、270°和315°等8个点的厚度。端部测量数据和弯曲段壁厚需用于椭圆度、壁厚增厚率和减薄率计算并作为验收条件。波动管管段2和管段3直段轴线夹角通过激光跟踪仪进行测量。
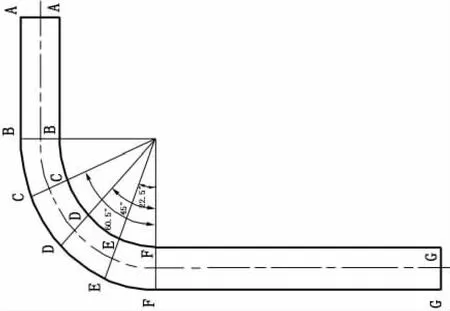
图3 波动管02内、外径测量图Figure 3 Measure drawing of inner diameter and outer diameter for fluctuating pipe 02
4 主管道和波动管弯曲段壁厚的测量
在管道整个弯曲区域及弯曲段向直段过渡的500 mm(热段A、热段B、冷段和波动管01、05长直段侧,波动管 02、03、04)或 120 mm(冷段和波动管01、05的短直段侧)区域内,在轴向方向上划100 mm宽的网格线(如图5、图6所示,圆周方向划线应以内弧和外弧中心线为基准)。在网格线每个截面上测量 0°、180°、45°、225°、90°、270°、135°、315°共8个点的壁厚值。在工件上对每个测量截面位置进行记录,以便复测。
5 管嘴及凸台参数的测量
(1)使用千分尺对管嘴(凸台)内、外径进行测量。
(2)使用钢板尺及直角尺对管嘴(凸台)高度进行测量。
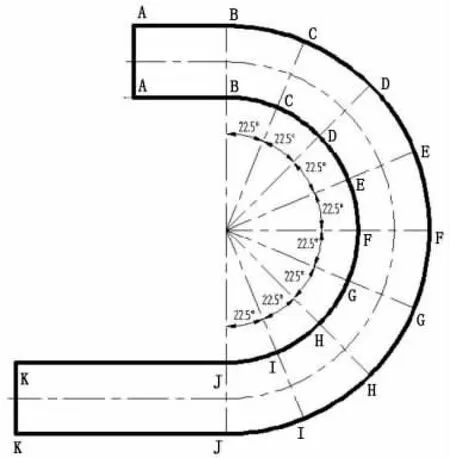
图4 波动管03内、外径测量图Figure 4 Measure drawing of inner diameter and outer diameter for fluctuating pipe 03
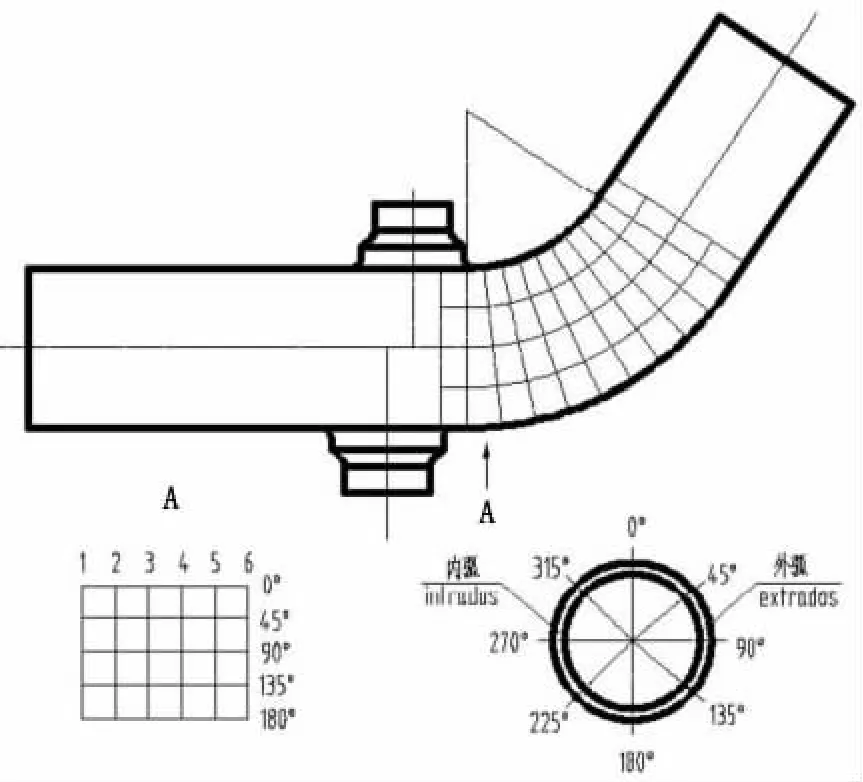
图5 热段B壁厚测量图Figure 5 Measure drawing of hot section B wall thickn ess
(3)使用角度样板对管嘴(凸台)过渡圆角进行测量。
(4)管嘴(凸台)角度及空间尺寸通过激光跟踪仪/三坐标测量仪测量。
6 工件弯曲半径及角度的检测
6.1 工件弯曲半径的检测
通过计算内弧半径与外径的平均值得到中心线弯曲半径。内弧半径与外弧半径通过激光跟踪仪/三坐标测量仪测量确定,工件弯曲半径测量应在固溶热处理后,抛磨之前进行。
6.2 工件弯曲角度的检测
工件弯曲角度通过激光跟踪仪/三坐标测量仪测量确定。通过激光跟踪仪/三坐标测量仪确定两侧直段的轴线,根据轴线夹角确定弯曲角度。直段轴线确定方法应从起弧点开始向直段方向每隔100 mm或30 mm选择一个截面(具体视直段长短选择),每个截面选择 0°、180°、45°、225°、90°、270°、135°、315°8 个点作为测量点。起弧点应通过激光跟踪仪/三坐标测量仪确定,工件弯曲角度测量应在固溶热处理后,抛磨之前进行。
7 结论
经过AP1000依托项目两套主管道的制造,科学、合理地安排了检验工序,较好地处理了关联尺寸间要求的关系,保证了产品最终尺寸要求。实践表明,主管道的检验方法科学有效,对后续主管道核电国产化有一定的指导意义,为设备现场安装创造了有利条件。
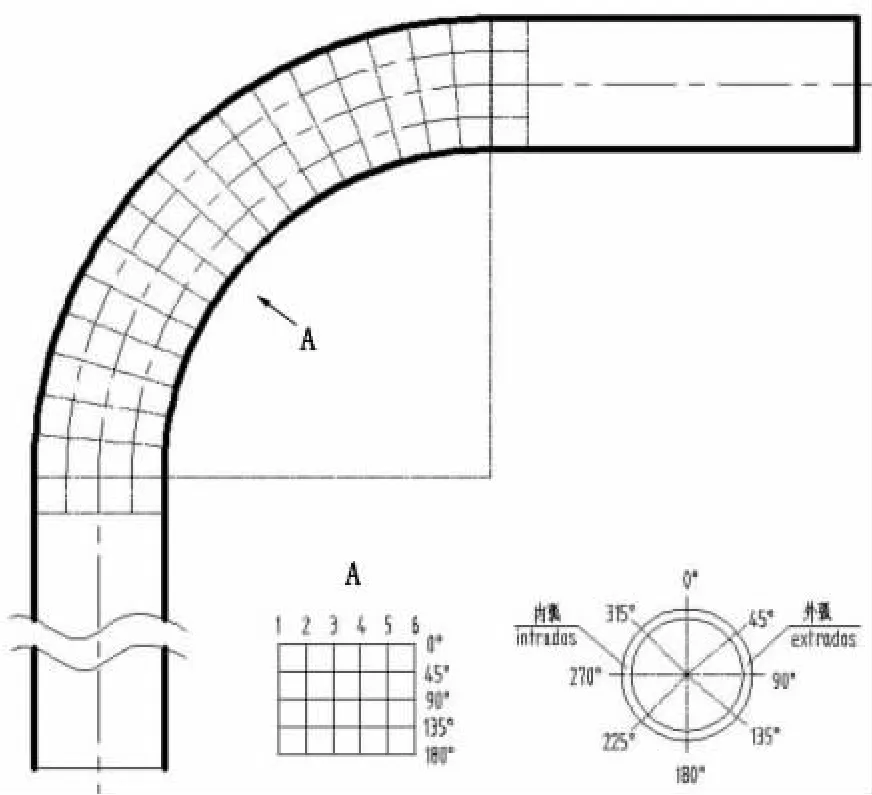
图6 波动管05壁厚测量图Figure 6 Measure drawing of fluctuating pipe 05 wall thickness
[1]徐杜,蒋永平.采用数字同步技术的轴类零件尺寸光电检测[J].光电工程,2004,31(8):45 -48.
[2]王庆有.CCD应用技术[M].天津:天津大学出版社,2002.
[3]波恩M,沃尔夫E.光学原理[M].杨霞荪,译.北京:科学技术出版社,1978.
[4]章毓晋.图象处理和分析[M].北京:清华大学出版社,1999.
[5]李红.数值分析[M].武汉:华中科技大学出版社,2003.
[6]武汉大学测绘学院测量平差学科组.误差理论与测量平差基础[M].武汉:武汉大学出版社,2003.
编辑 傅冬梅
Research on Dimensional Test Method of AP1000 Forging Main Tube
Wei Yongfu,Jiang Fei
By applying of various kinds of testmethods and apparatuses,dimensional test of AP1000 forgingmain tube and fluctuating pipe have been conducted.Theoretical structure size has been worked out by combining control of data points gathered by laser trackerwith computer drawing comparison,and checked bymarking scientifically to guarantee effective acceptance of product final size.Further 3D models have been established by lasermeasure datum and each model has been carried out virtual assembly to work outmachining data ofmain tube groove.
dimensional test;thickness;bending radius;method
TL36
B
2013—10—29
