J436A磁力泵抱轴原因分析与防范措施
2014-08-30,
,
(1.中海石油建滔化工有限公司,海南 东方 572600;2.中海石油化学股份有限公司,海南 东方 572600)
中海石油化学股份有限公司2 500 t/d甲醇装置回收塔回流泵J436A所输送的介质为精甲醇,由于精甲醇为易燃、易挥发的有毒液体,因此J436A选择为无介质泄漏的磁力泵。该泵由上海汉胜工业设备有限公司制造,型号为GSP 8X6X11.5 FA8,其设计参数如下:
额定转速 2 900 r/min
叶轮直径 275 mm
额定流量 312.6 m3/h
额定扬程 115.8 m
装置汽蚀余量 13.2 m
介质密度 0.749 g/cm3
介质温度 101 ℃
介质粘度 1.55 cP
1 故障现象
回流泵J436A于2010年10月投入使用。2011年10月25日凌晨2:30,J436A驱动电机电流开始波动;3:00电机超电流跳车,跳车后手动盘泵,发现盘不动泵,泵已经抱轴。10月25日早上8:00,安排检修人员解体J436A检查。
2 磁力泵的拆卸
(1)拆下联轴器和泵体紧固螺栓,用顶出螺栓顶开泵体组件,卸下泵体组件带到检修工作间。
(2)松开固定盘紧固螺钉,将隔离罩及内部旋转组件一同拉出。为了克服内磁缸和外磁缸之间的吸引力,需要用力。
(3)拆开叶轮螺母,取下止动垫圈和叶轮。发现叶轮后侧根部与前轴套发生磨损,约2 cm的深度(见图1),前止推垫已经完全碎裂(见图2);磁力泵的前轴套和径向轴承已经磨损,前止推轴承已经严重损坏(见图3)。

图1 叶轮后侧根部磨损状貌

图2 前止推垫碎裂状貌

图3 前轴套和径向轴承磨损及前止推轴承损坏状貌
(4)松开隔离罩紧固螺钉,移开隔离罩。发现内磁缸已经磨坏,主要为内磁缸胀大,外表面不锈钢保护层破裂,磁条外露,内部固化层已损坏(见图4);隔离罩(与内磁缸)严重磨损(见图5)。
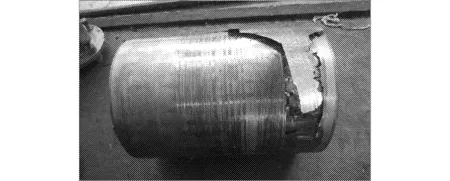
图4 内磁缸磨坏状貌

图5 隔离罩磨损状貌
(5)取出轴承支座。发现磁力泵的后径向轴承和止推轴承已经磨损(见图6),后轴套和止推垫已经粉碎(见图7)。
(6)打平内磁缸上螺母防松垫(见图8),拧下内磁缸螺母,内磁缸螺母螺纹为左旋,按顺时针方向拧开,拆下泵轴。发现泵轴安装轴套处已经严重磨损(见图9)。

图6 后径向轴承和止推轴承磨损状貌

图7 后轴套和止推垫粉碎状貌

图8 打平内磁缸上螺母防松垫示意

图9 泵轴安装轴套处磨损状貌
(7)使用扭动的方式拆下前轴套(见图10),从轴的凹槽中取下两个“O”形圈。
(8)拆下轴承座销钉,把前、后轴承座(见图11)从轴承支座上取下。
(9)把轴承座放到350℃的加热炉中加热大约30 min,从轴承座中取下径向轴承。

图10 前轴套状貌

图11 前、后轴承座状貌
3 磁力泵的装配
(1)清理干净所有备件配合内孔和表面。
(2)在新径向轴承和止推轴承装配到轴承座上之前,将新轴承放到加热炉内保持50 ℃以内的温度大约30 min。将轴承座法兰面朝上垂直放置在加热炉内加热到300 ℃。
(3)将加热的碳化硅轴承装入轴承座内。测量轴套和径向轴承间隙在0.08~0.12 mm之间。
(4)在泵轴上安装好新的“O”形圈和轴套,把泵轴组件安装到内磁缸上紧固好,再把内磁缸安装到车床;百分表固定在车床上,表针靠在内磁缸外侧,旋转内磁缸,检查同心度,最大径向跳动为0.10 mm。如果径向跳动过大,转动部件动平衡就不好,运行时泵振动较大,甚至和隔离套发生摩擦。
(5)把百分表固定在泵体上,表针靠在外磁缸内侧,旋转外磁缸,检查外磁缸的同心度,最大径向跳动为0.50 mm。如果径向跳动过大,外磁缸动平衡就不好,运行时泵振动大,甚至和隔离罩发生摩擦。
(6)测量泵体口环和叶轮口环间隙,应在0.47~0.63 mm之间。
(7)更换新内磁缸、隔离罩和叶轮后,回装泵各零部件完毕,用百分表检查叶轮端面跳动,应在0.45~1.60 mm之间。
4 原因分析
磁力泵J436A的损坏情况是比较严重的,损失也比较大。造成J436A损坏的主要原因是:磁力泵在运行过程中,后轴承突然碎裂,碎裂的碳化硅颗粒卡在内磁缸和隔离罩之间,电机转动而相互摩擦;由于碳化硅硬度很高,加上内磁缸和隔离罩间隙很小,这样就将内磁缸表面磨坏,同时隔离罩内侧也磨损严重,从而导致磁力泵抱轴。由于后轴承碎裂导致泵轴和内磁缸同轴度变差,而前轴承和轴套的间隙又小,相互受压后造成轴套和泵轴之间有相对转动,叶轮根部与轴套相互摩擦,造成叶轮根部后侧磨损约2 cm的深度。
后轴承发生突然损坏的原因有很多种,但笔者个人认为这次后轴承突然碎裂是因为内润滑不够引起的,特别是在轴和内磁缸部分,对泵送介质温度和内循环量有特殊要求的情况,如果发生进口介质压力降低或瞬间断流,轴承润滑不到位,会造成轴承立即碎裂。
5 防范措施
此类故障的突发性比较大,要防止类似情况的发生,必须严格要求,做好维护和操作。
(1)每次磁力泵倒泵时,应对备用泵入口过滤芯进行清洗,并检查过滤芯是否完好,如有损坏必须修复或者更换新过滤芯。
(2)现场操作人员巡检时,认真检查磁力泵入口和出口压力情况;主控人员观察磁力泵流量情况,如果发生异常,就立即倒泵。
(3)由机械技术监督绘制一个专门针对磁力泵的巡检表,班组人员对磁力泵泵头振动情况进行检测(每班检测2次),并按要求做好记录,寻找振动的变化趋势与轴承损坏的规律。
(4)请仪表人员把磁力泵驱动电机电流报警信号设在主控有显示,当磁力泵电流超出正常运行电流的5%时报警。一旦发生报警,工艺人员应迅速采取倒泵措施,防止事故扩大。
6 结束语
J436A检修完成交付使用后,我们注意监测其入口和出口压力、流量、驱动电机电流、泵体振动、噪音等,到目前一直运行良好,为甲醇装置的安全、稳定、长周期运行提供了保证。
