几种齿圈的热处理畸变控制方法
2014-08-29哈尔滨汇隆汽车箱桥有限公司黑龙江150088金荣植
哈尔滨汇隆汽车箱桥有限公司 (黑龙江 150088) 金荣植
由于齿圈直径与齿圈宽度(或称高度)尺寸相差悬殊,在热处理过程中,经常出现内孔圆度、端面平面度及锥度畸变超差问题。齿圈的加工工序复杂,畸变合格率低,加工余量大,废次品率高,成本高,而且产品精度低,噪声大,严重影响其使用寿命。为此,本文总结了冷加工与热加工配合,优化工艺,改进装夹(炉)方式,以及采用先进热处理工艺与装备等措施。
一、改进与优化热处理工艺
1.采取预处理工艺减小大型渗碳齿圈畸变
大型齿圈φ2180mm×φ1750mm×550mm,材料17CrNiMo6钢,热处理畸变要求严格。但经过渗碳淬火后,通常齿顶涨大量4~5mm,有时达6~7mm。对此,采用以下控制措施。
(1)预处理工艺制订 采用调质工艺,即860℃加热淬火(比最终淬火温度高20~30℃),并经650℃高温回火。将其内孔直径涨大量控制在8~10mm。经过渗碳降温空冷,然后进行(820±10)℃均温后,淬入170℃的硝盐浴中冷却,再经210℃两次回火,其齿顶圆直径仅比渗碳淬火前涨大2mm左右,满足了预期的涨大量,并且齿圈的圆度、上下锥度等均满足要求。
(2)工艺要点 严格控制调质时的淬火温度,如果温度太低,则不能很好地起到减少涨大畸变的作用;反之,温度太高,则渗碳淬火后的齿顶圆尺寸可能产生收缩,因此需要进行试验。
2.改进热处理工艺减小三轮车从动齿圈热处理畸变
三轮车变速器从动齿圈(见图1),材料20CrMnTi钢,热处理要求:碳氮共渗0.6~1.0mm,齿面与心部硬度分别为58~64HRC和35~48HRC,螺纹孔与单链槽位置度公差为0.05mm。
装炉前用防渗涂料堵塞10个M8螺纹孔,经850~860℃碳氮共渗后,直接淬火、回火。检验后发现,螺纹孔和单键槽的位置度超差,防渗涂料不易脱落。其改进工艺及效果如下:
(1)改进工艺 制齿成形→碳氮共渗后缓冷→车(削)渗层、拉(削)键槽、钻孔、攻螺纹→850~860℃淬火→低温回火→加盖(保护螺纹孔)抛丸处理→磨(削)辐板→检查。
(2)改进效果 经检验,从动齿圈热处理畸变合格率达95%以上。
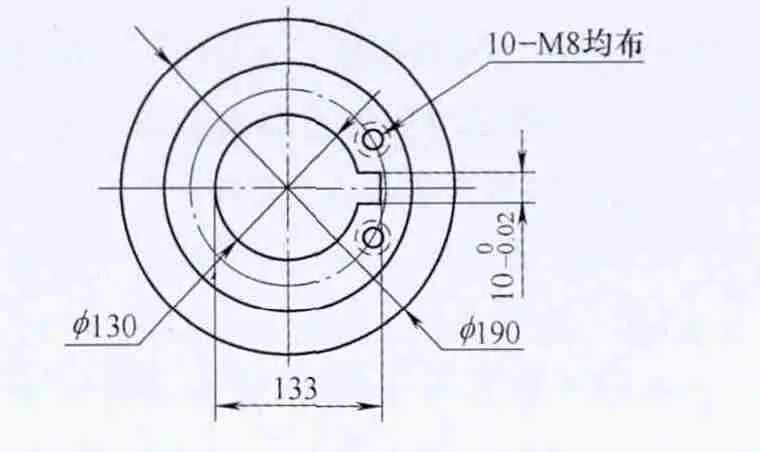
图1 从动齿圈示意
3.采用热处理新工艺及新工装控制大型齿圈热处理畸变
矿用轧机减速器齿圈,外形尺寸为φ1631mm×φ1364mm×300mm,单件质量1434kg,法向模数20mm,齿数78,材料为20CrNi2MoA钢,要求渗碳淬火。
(1)修改后齿圈技术要求 修改后齿圈的技术要求见表1;渗碳前调质处理,调质硬度217~255HBW;有效硬化层深3.90~5.10mm。
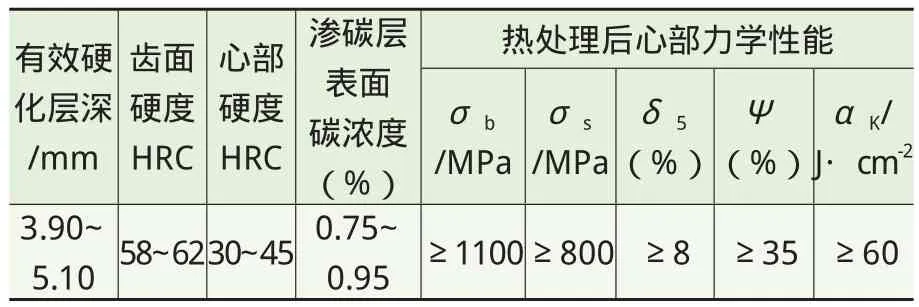
表1 修改后齿圈的技术要求
(2)新工艺 将锻后正火改为正火+高温回火。渗碳后增加球化退火工序,保证渗层碳化物颗粒尺寸≤1μm。其球化退火工艺见图2。图2a与图2b工艺所得结果基本相同。

图2 20CrNi2MoA钢齿轮球化退火工艺
新工艺路线:锻造→正火+高温回火→粗车→无损探伤→调质→精车、铣齿→渗碳→球化退火→淬火、回火→抛丸清理→精车内孔及两平面→磨内孔及两平面→磨齿→插键槽→无损探伤→产品。
工装设计:设计上下压盖板,控制齿圈畸变,具体见图3。

图3 齿圈热处理夹具示意
(3)检验结果 齿圈表面硬度、心部硬度及有效硬化层深度均达到技术要求;齿圈表面碳浓度为0.76%(质量分数),采用分段球化退火后碳化物颗粒尺寸达0.5μm;金相组织马氏体、残留奥氏体为2级,碳化物为1级,心部铁素体为2级;力学性能达到技术要求;齿圈畸变检验,内孔圆度0.90mm,齿顶直径变化量为3.1~4.0mm,公法线变动量在0.2~0.6mm,均达到技术要求。
4.改进热处理工艺并采取模具矫正方法控制大型超薄齿圈渗碳淬火畸变
大型传动齿轮箱超薄内齿圈,外形尺寸φ1120mm×φ944mm×260mm,材料17CrNiMo6钢,重量550kg,热处理技术要求:渗碳淬火有效硬化层深2.40~2.90mm,齿面与心部硬度分别为58~62HRC和30~38HRC,金相组织符合企业标准,晶粒度不大于6级。热处理后畸变要求:锥度≤1.35mm,圆度≤1.35 mm,公法线变动量≤0.7‰,齿顶圆缩小量≤1.5‰。
(1)原加工路线、工艺及齿圈畸变问题 原加工路线:锻坯粗车→钻削→插齿→渗碳淬火→喷丸处理→精车→磨齿→成品。原渗碳工艺路线:预热650℃×1h→渗碳(930±10)℃×50h→降温,出炉前保温830℃×2h→出炉空冷→高温回火680℃×4h→淬火加热(820±10)℃×2.5h→硝盐等温淬火(160±10)℃→低温回火(210±20)℃×10h→出炉空冷。齿圈清洗后涂刷防渗涂料,每炉5件,渗碳气氛采用甲醇+异丙醇富化气。经检验,其他项均符合技术要求,但齿圈畸变较大。
(2)改进工艺 在齿圈插齿前粗加工后进行高温正火。为减少残余应力及热应力,降低渗碳温度,前期增加阶梯升温的阶段数。改进后增加了在400℃和850℃等温,适当降低淬火温度。经检验齿圈畸变降低了一个等级,但仍偶有畸变超差的情况。其渗碳工艺见图4。
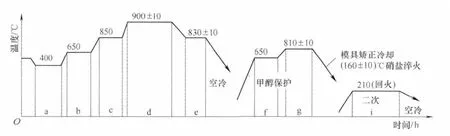
图4 大型齿圈渗碳矫正淬火工艺曲线
渗碳矫正淬火工艺及齿圈淬火冷却采用模具矫正法。齿圈渗碳矫正淬火工艺曲线见图4。实行模具矫正淬火,将模具和齿圈一起冷却,使齿圈在冷却过程中通过模具得到强制矫正,在随后的长时间回火处理过程,消除了淬火冷却时产生的应力,稳定了齿圈尺寸,防止了畸变的反弹。
5.通过调整热处理工艺减小齿圈畸变
TY320、TY220及D65等变速箱中JT001齿圈,外齿直径318.1mm,内齿直径251.7mm,宽度为51.5mm。材料为42CrMo钢,调质硬度262~302HBW;渗氮处理后ΔM 要求≤0.10mm。
(1)原热处理工艺及畸变情况 毛坯正火(880℃×3h)+粗车后调质(盐浴820℃×0.5h,油淬+回火)+校正+精车后时效处理(300℃×5h)+插齿+离子渗氮(520℃)后随炉冷却。经检验,M值及变动量超差,齿圈畸变合格率仅为70%左右。
(2)改进工艺及效果 将原来先调质后校正再渗氮改为先校正后调质再渗氮,齿圈畸变合格率达到98%以上,齿圈ΔM值变动量由调整前的最大0.46mm减小到调质后的0.10mm;时效温度由原来300℃提高至560℃,此温度既保证了加工应力的充分释放,又高于渗氮温度30~50℃,因而使渗氮齿圈的畸变最小,ΔM值最大值由调整前的0.22mm减小到调整后的0.08mm。
6.通过工艺流程调整解决高频感应淬火40Cr钢齿圈畸变径向圆跳动超差问题
某齿圈(见图5)材料为40Cr钢,技术要求:调质硬度28~32HRC,齿部高频感应淬火硬度为48~52HRC,齿圈径向圆跳动<0.048mm。
(1)高频淬火工艺及齿圈畸变问题 高频感应淬火工艺电参数,电流频率250kHz,阳极及栅极电流分别为7~7.5A和1.4~1.7A,加热时间30~40s,冷却水压力≥0.2MPa。
高频感应淬火时靠近φ30mm孔的部位冷却速度快,远离φ30mm孔的部位冷却速度慢,正是这种冷却速度的不均匀性造成齿圈径向圆跳动超差。

图5 40Cr钢齿圈示意
(2)改进工艺流程及效果 改进工艺流程:锻造→粗车→调质→精车外圆、内孔→滚齿、去毛刺→剃齿、去毛刺→清洗→齿部高频感应淬火→精车两端面空刀→钻孔、锪孔角→钻孔、攻螺纹→拉单键槽→去毛刺喷砂处理→清洗入库。改进效果:高频感应淬火后齿圈的径向圆跳动均在公差要求的范围内。
7.采用碳氮共渗工艺减小内齿圈淬火畸变
重载自卸车转向机构中内齿圈,外形φ444mm×φ372.88mm×140mm,材料20CrMnTi钢,热处理技术要求:表面碳浓度0.8%~1.0%(质量分数),共渗层深度1.1~1.5mm,表面与心部硬度分别为58~65HRC和30~45HRC,圆度≤0.5mm。金相组织为马氏体、残留奥氏体≤4级,碳渗氮合物≤5级。
(1)内齿圈加工流程 下料→锻造→粗加工→预备热处理(正火)→机加工→碳氮共渗→质量检验→喷砂处理→产品检验→入库。
(2)热处理碳氮共渗工艺 采用爱协林密封箱式多用炉进行气体碳氮共渗,降温直接淬火(见图6)。碳氮共渗6h,强渗碳势0.95%,扩散2h,碳势0.65%,降温0.5h出炉快速淬油冷却。

图6 内齿圈气体碳氮共渗工艺
(3)二次加热淬火工艺 碳氮共渗后缓冷,再二次加热,内撑式压紧淬火,其工艺如图7所示,淬火加热830℃×40min。淬火采用质量分数为10%~15%PM淬火冷却介质,转移时间20s,冷却时间10s,出液温度控制在150~180℃,近似压淬。使用专用工装内撑内孔后回火。
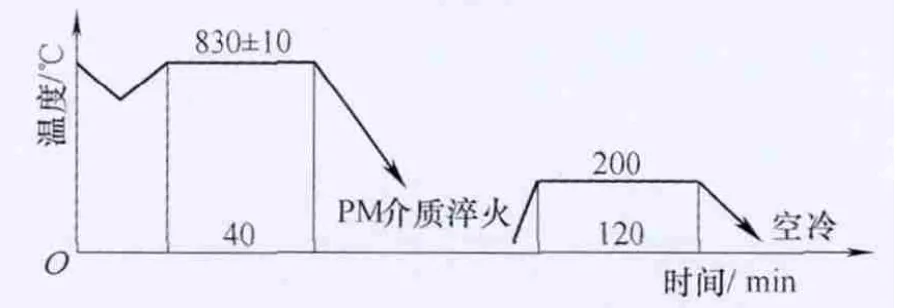
图7 内齿圈二次加热淬火及回火工艺
(4)工装及装炉方式 内齿圈的内外径比远大于1/2,壁薄,淬火易产生圆度畸变,避免重叠堆放以减少重力影响。齿圈间应有合理间距,确保圆周冷却均匀。
(5)淬火畸变与控制 根据热处理涨大量预留余量;选用二次加热淬火工艺;采用淬火压床淬火;淬火后圆度超差件采用专用工装定型回火。
(6)检验结果 表面硬度60~65HRC,心部硬度38~40HRC,马氏体、残留奥氏体1级,碳渗氮合物1级,外径圆度0.13~0.30mm,均合格。
8.50Mn2钢齿圈的中频感应淬火
齿圈尺寸为φ322mm×φ281mm×77mm,材料50Mn2钢,中频感应淬火技术要求为:表面硬度为50~55HRC,齿根处淬硬层在1~4mm,相当于40HRC。齿圈的周节累计误差<0.10mm,齿向误差<0.055mm,齿形误差<0.035mm。
(1)中频感应淬火机床及感应器 中频淬火机床额定功率不能小于400kW。感应器(见图8)采用14mm×14mm的纯铜方管制作,匝数为5,感应器高度为a,齿圈与感应器之间的预留间隙为b。

图8 齿圈用感应器示意
(2)中频感应加热淬火规范 齿圈与感应器之间的预留间隙:考虑到导磁体对磁场分布的影响因素,将感应器的直径增大为b+2mm。同时,增加感应器的高度为a+3mm。电加热规范:最高输出电压540V,最高输出电流430A,频率8000Hz,齿圈加热到22s时被加热区域已经亮红,完全达到了淬火所需温度。加热方式采用同时加热淬火方式。常用比功率为0.8~1.5kW/cm2。淬火冷却介质:采用好富顿公司的AQ251型淬火冷却介质,配比浓度控制在9%~13%(质量分数)。
(3)检验结果 金相组织、尺寸达到技术要求。齿根硬化层深2.5~4.0mm,齿向跳动<0.05mm,齿形跳动<0.04mm,圆周累计误差<0.1mm。
二、采用先进工艺及装备
1.齿圈模压式感应淬火和回火新技术
(1)最新感应加热模压淬火技术 德国EMA的最新模压淬火工艺融合了感应淬火和压力淬火工艺的优点:热量在齿轮内部直接产生,没有热传导损失,加热时间短,节能;加热与淬火迅速,过程易于控制,重复性好;易于形成生产线,效率高;没有污染;热处理畸变小,齿轮最终尺寸精度高;硬化层分布均匀。该技术适合于中碳钢齿轮的直接压淬,也适合于渗碳后的齿轮压淬,包括齿轮(圈)、锥齿轮及同步圈等高精度的环形零件。
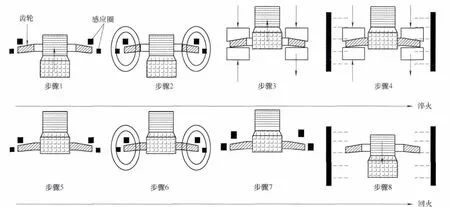
图9 畸变齿圈模压式感应淬火流程
(2)工艺过程 图9为热处理畸变齿圈模压式感应淬火流程。即将畸变齿圈固定到非导磁性的定心和夹持装置上(步骤1,夹持装置具有坚固的底部压模和上部压模);通过电磁感应加热到约900℃(步骤2,其加热温度根据材料定,可通过红外测温仪监测与控制);保温一定时间后,齿圈达到相同或均匀的温度,上下压模加压(步骤3);立即用淬火冷却介质喷淋齿轮(步骤4);淬火后撤掉压模装置,将感应器移动到齿圈和校正芯模的组合位置(步骤5);然后对齿圈进行回火加热(步骤6);随着温度升高,齿圈发生微量膨胀,产生很小的缝隙(步骤7);把齿圈从芯模的另一端拔出(步骤8)。校正芯模(采用不锈钢)可以有效防止齿圈收缩。
(3)工艺参数和结果 由表2可见,齿轮畸变较小:同心度<0.03mm,圆度<0.03mm,平面度<0.05mm。

表2 16MnCrS5钢齿轮压淬工艺参数和检验结果
2.不对称薄壁内齿圈化学热处理畸变的控制
薄壁齿圈尺寸φ162mm×φ111.4mm×48mm,材料20CrMnTi钢。技术要求:碳氮共渗层深0.6~1.0mm,表面与心部硬度分别为58~64HRC和35~48HRC,内孔圆度<0.10mm。
(1)原设备、工艺及齿圈畸变问题 原热处理采用连续式渗碳炉,碳氮共渗工艺:强渗880℃→扩散860℃→840℃降温淬火。由于齿圈结构较复杂、壁薄且不对称,碳氮共渗淬火后内孔圆度≥0.12mm,畸变超差。
(2)改进后的热处理设备及工艺 设备改用2-1-1多用炉生产线,该设备温度和碳势控制均匀而精确。由于渗层越浅,碳势越低,畸变越小,使渗层精确控制在0.6~0.7mm,金相组织控制在1~2级。
共渗工艺:强渗860℃→扩散860℃→830℃降温淬火(淬火采用今禹Y35-Ⅰ型等温分级淬火油)。经检验,内孔圆度控制在<0.10mm,合格。
3.采用40Cr钢高频感应淬火方法取代20CrMnTi渗碳淬火减小内齿轮畸变
联合收割机内齿轮尺寸为φ315mm×φ268.2mm×36mm,材料为20CrMnTi钢,模数为4mm,技术要求为:热处理后大端面平面度<0.2mm;内孔圆度≤0.3mm;渗碳层深度0.9~1.3mm;齿轮部硬度为59~63HRC。
(1)原工艺过程及齿圈畸变问题 原工艺过程:粗加工→渗碳→精加工→二次加热淬火。热处理后内孔畸变大,内孔圆度在0.35~0.80mm之间,畸变超差。
(2)改进工艺及检验结果 经主机厂同意改进齿轮材料,决定采用40Cr钢,先进行整体调质处理,保证齿轮心部硬度(强度),然后进行齿部的高频感应淬火,以保证畸变不超差。新的技术要求:齿坯调质硬度269~289HBW;齿轮高频感应加热淬火后淬硬层1~1.5mm;齿面硬度50~54HRC。新工艺过程:齿坯粗加工→调质→精加工→高频感应淬火。检验结果:通过冷热加工多次配合试验,调整内齿轮热处理前参数M值,经高频感应淬火后达到技术要求。采用40Cr钢进行高频感应淬火代替20CrMnTi渗碳淬火也降低了成本,经装车使用效果良好。
三、畸变齿圈的校正方法
齿圈淬火后形成椭圆形的校正方法如下:
(1)椭圆的热点校正法 热点校正法是采用在齿圈外圆凸起部位(椭圆形长轴点)加热,并立即快冷,通过冷缩作用使凸起部位变小的原理进行校正。热点校正可采用氧乙炔气或氧丙烷气火焰加热校直。
(2)具体操作 具体是在椭圆长轴外径对称部位热点两点,而在椭圆短轴方向的内径对称两端各热点一点,热点后应立即快冷(如水冷等)。若椭圆度太大,可先采用加热反击法进行粗略校正,再采用热点校正法来校正,这样可收到较满意的效果。最后进行低温回火170~200℃×1h,并进行复检。
