一种轨道式推移质自动加沙器的设计
2014-06-19栗克国倪文军刘培杰
栗克国,倪文军,刘培杰
(交通运输部天津水运工程科学研究所,天津300456)
一种轨道式推移质自动加沙器的设计
栗克国,倪文军,刘培杰
(交通运输部天津水运工程科学研究所,天津300456)
摘要:介绍一种轨道式推移质自动加沙器的设计。装置由轨道和加沙器两部分组成,加沙器包含运动小车、盛沙容器、控制系统、输入输出四部分组成。通过设置工作参数可使行走速度、加沙速度连续可调。装置具备较高的自动化程度,具备缺沙、低电压报警、计算加沙率、与上位机通信等功能。装置使用PLC智能控制器作为控制核心,使用步进电机驱动设备运动,具备较好的控制精度和较强的稳定性。该装置可有效的替代人工加沙,可提高相关模型试验的试验精度和自动化程度。
关键词:推移质;自动加沙;模型试验;自动控制;PLC
在泥沙模型试验中,为满足泥沙运动相似,要求对模型加沙量进行控制[1]。依据泥沙输移方式的不同,泥沙试验包括悬移质、推移质、临底沙、河床质等类型,其中悬移质和推移质在试验过程中最为重要。针对悬移质加沙系统,目前已经有包括天津水运工程科学研究所、中国水利水电科学研究院、河海大学等单位研制出具备较高精度和自动化水平的悬移质加沙系统。但针对推移质自动加沙系统,仅有水利水电科学研究院和清华大学进行了相关研究,且尚未推广应用,大部分模型试验依然使用人工加沙方式进行。
为解决泥沙模型试验的推移质自动加沙问题,天津水运工程科学研究所研制了一套轨道式的推移质自动加沙器系统。加沙机以PLC控制器为核心,控制加沙器在加沙断面上按照规定的速度和方式往复行走加沙,可根据需要调节行走速度、加沙速度和加沙方式,亦可通过上位机进行遥控加沙。
该系统经过试验验证证明其自动化程度高,运行稳定可靠,加沙精度高,可以取代人工加沙。
1 结构及加沙器设计
1.1总体结构
1.1.1机械结构
推移质自动加沙器机械上包括铝合金轨道小车本体、加沙容器、驱动结构、输沙结构、限机构等。小车本体在轨道上往复运动,通过槽与轨道交接;加沙容器安放于小车本体上部,过支撑座与小车本体交接;驱动结构为步进电和齿轮组,通过齿轮带动小车槽轮转动;输沙构安装在小车本体的加沙容器下方,通过步进机带动传输带输送沙样;限位机构包括前进限位、后退限位等,由行程开关组成。
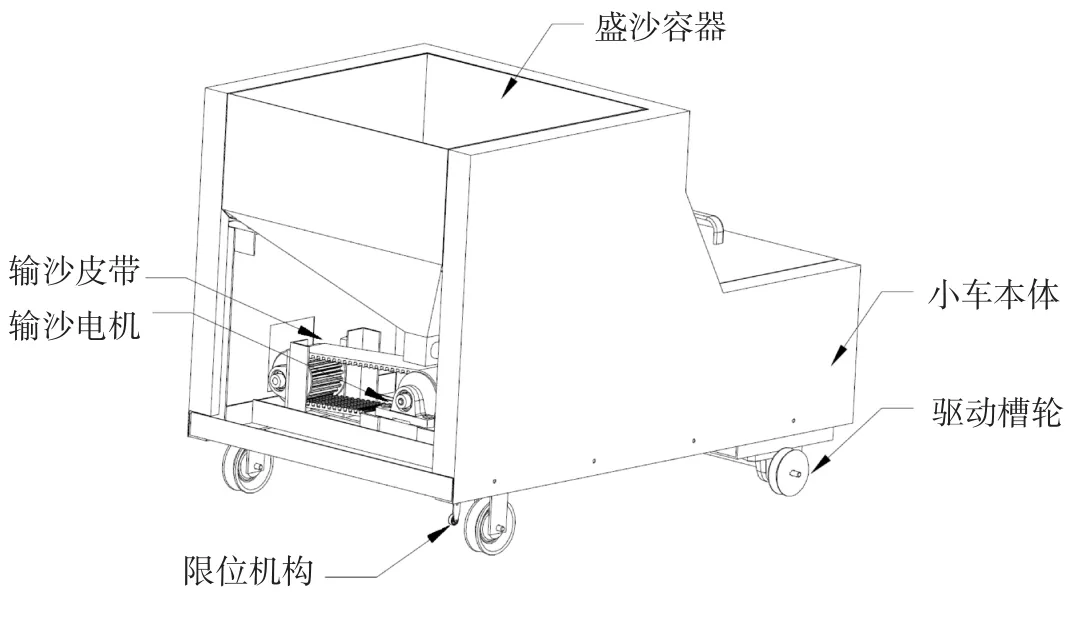
图1 自动加沙器机械结构示意图Fig.1Mechanical structure diagram of automatic sand feeder
自动加沙器的整体结构示意如图1所示。
1.1.2电气结构
自动加沙器的电气结构部分包括供电、电源转换、用电设备三部分。设计中采用蓄电池供电方案,经过交流逆变器将蓄电池的直流电逆变为220 V的单项交流电,在经过电源模块转换为不同电压等级的直流电,供给控制器、传感器、电机等用电设备。
1.2机械部分设计
1.2.1轨道设计
自动加沙器运行轨道设计为铝合金材质的L型轨道,轨道间距设计为55 cm,轨道长度可根据用户要求定制,轨道高度可根据实际情况调节。
1.2.2加沙小车设计
从图1可以看到,加沙小车本体包括小车底盘和小车外壳。小车底盘使用铝合金材质加工而成,底盘下面安装4个槽轮,其中2个槽轮为驱动轮,通过光轴连接起来,并用轴承座固定在小车底盘上。光轴上安装有齿轮,通过齿轮副与驱动电机连接。
小车外壳采用焊接及钣金工艺加工而成,与小车底盘通过螺栓交接。
1.2.3驱动机构设计
小车驱动机构采用齿轮变速机构,驱动电机输出轴上安装一齿数较少的主动轮,驱动轮光轴上安装一齿数较多的从动轮,通过齿轮啮合实现力矩传递。
1.2.4输沙机构设计
输沙机构包括输沙电机、输沙皮带、支撑轮等部件。输沙电机采用混合式步进电机,通过一齿轮减速箱连接到输沙带的主动轮上,带动主动轮转动。主动轮转动时,带动其上的输沙带和支撑轮同步转动,即可将沙样输送到模型上。
1.2.5加沙容器设计
加沙容器为一漏斗形状容器,顶部口大,底部口小,下方小口为出沙口,该口上安装有调节结构,可以调节出沙口大小,方便控制加沙速度。设计加沙容器容积为60 L,设计满载沙样重量为150 kg。出沙口处还安装有一小型搅拌电机,能够对出沙口处的沙样进行搅拌疏松,防止出沙口堵塞。
1.3电气部分设计
1.3.1供电设计
自动加沙器供电部分设计为蓄电池供电方式。由于蓄电池输出12 V电源,因此在蓄电池后端连接一电源逆变器将12 V直流电转成220 V交流电,再经过电源模块转换成不同电压的直流电供传感器,控制器等设备使用。
1.3.2驱动电机设计
自动加沙器上设计有两台电机,一台用于驱动加沙器前进后退,一台用于带动输沙带转动。由于加沙速度与小车运动速度和输沙带运动速度密切相关,因此驱动电机和输沙电机全部选择混合式步进电机。考虑到电机直接驱动扭矩不足,因此电机后面安装齿轮减速箱进行变比减速。
1.4控制部分设计
1.4.1控制器设计
自动加沙器采用SIEMENS S7⁃200 PLC控制器。S7⁃200系列控制器是一种可编程序逻辑控制器(Micro PLC),它能够控制各种设备以满足自动化控制需求。S7⁃200的用户程序中包括了位逻辑、计数器、定时器、复杂数学运算以及与其他智能模块通讯等指令内容,从而使它能够监视输入状态,改变输出状态以达到控制目的。紧凑的结构、灵活的配置和强大的指令集使S7⁃200成为各种控制应用的理想解决方案。
自动加沙器设计中,使用S7⁃200 PLC作为控制核心,扩展模拟量采集模块进行数据采集,扩展无线传输模块进行数据通信,使用TD400C文本显示器进行人机界面交互。
1.4.2人机交互设计
人机交互设计是影响自动加沙器易用性的重要环节,根据自动加沙器的实际需求,设计了文本显示器和上位机软件两种人机交互方式。两种人机交互方式可以单独运行。
TD400C是S7⁃200专用的文本显示器,用于查看、监控和修改S7⁃200用户程序中的过程变量,可显示4行文本,每行最多12个中文字符,分辨率为192×64像素。TD400C有8个功能键,与SHIFT键配合,最多可以定义16个功能键。它通过高速PPI与S7⁃200 PLC通讯,速率可达187.5 KB/S[2]。TD 400C的程序存在于PLC中,可通过Step7 micro win直接编程,可通过定义面板上的功能键(F1~F8)动态显示当前加沙器的工作状态信息,加沙时间、运行时间、电池电压及报警提示信息,便于工作人员监测。
1.4.3通信设计
尽管SIEMENS提供了大量的通信方式和组态软件,但费用偏高,不适于中小规模控制系统的应用[3]。因此,自动加沙器设计时,使用PLC的自由口通信功能,通过自主编程实现与上位机的通信。
PLC提供的串口为RS485串口,上位机串口为RS232C,因此中间增加232转485模块进行接口转换。为了实现更大的灵活性,使用ZIGBee无线数据传输模块代替通信线缆实现串口数据的无线传输。
2 系统功能设计及PLC软件设计
2.1总体功能设计
2.1.1自动加沙器工作流程
自动加沙器的工作流程为:(1)将轨道放置在需要加沙的模型断面上;(2)是将自动加沙器放置在运行轨道上,人工推动加沙器在轨道上运行一段距离;(3)是向盛沙容器中添加适量的沙子;(4)是打开加沙器电源,让加沙器进行自检;(5)是当加沙器自检通过后,使用TD400C或者上位机设置加沙器的运行参数;(6)是启动加沙过程。如果加沙器工作在往复运动限位模式,则需要实现在第二步时在轨道上调整限位块以保证加沙器能够正常触发限位。
当达到预定的加沙时间或者出现报警信息以及接收到停止加沙指令后,加沙器自动返回到轨道一端并停止加沙。
2.1.2自动加沙器工作模式介绍
自动加沙器支持往复运动连续加沙、定时定长加沙和上位机控制随动加沙3种工作模式。在往复运动连续加沙模式下,加沙器在轨道上匀速运动,遇到限位后自动返向运动。在运动过程中,加沙电机驱动输沙带向模型加沙。但收到停止加沙指令后,则自动等待运动到轨道一端时停止加沙。当盛沙容器中沙子不足时,小车运动到轨道一端时暂停5 s,并发出声光提示信息,提示用户添加沙洋。
在定时定长加沙模式下,不使用两端限位控制加沙器往复运动,而是通过定时时长控制加沙器往复运动,当加沙时间达到预设时间后,则自动停止加沙。
在上位机控制随动加沙模式下,加沙器的运动和加沙过程完全由上位机控制,上位机通过发送运动指令和相关参数控制加沙器以设定的速度进行运动和加沙。该模式下,上位机软件可随时调节加沙电机的转速,即可以随时调节模型端面的加沙速度,也可以通过载入数据进行随动跟踪加沙。
2.1.3称重系统设计
自动加沙器具备在线称重功能,该功能通过称重传感器及PLC的AD采集模块以及PLC程序实现。称重传感器是电子称重的核心部件,从原理上分为电阻应变式、压磁式、振弦式等[4]。电阻应变式称重传感器应用于静态、动态条件下质量或力的测量,在工业生产过程检测、控制、自动称量等领域已大量应用。在加沙器设计中,使用3个圆柱型称重传感器,成三角形布置在加沙容器的下方,加沙容器压在3个传感器上,从而获得3个重量值,经过软件处理,获得系统重量。
AD采集模块使用EM231模块,该模块有4个模拟输入端,通过R与“+”端子短接,电流信号与相应的“+”端和“-”端连接,采集3个称重模块的电流信号。通过设置模块上的拨码开关设置采集模块的工作模式[5]。
2.2软件设计
2.2.1PLC的编程
S7⁃200系列PLC软件编程使用专门的工具软件STEP 7⁃Micro/WIN,目前该软件已经升级为V4.0SP9,支持windows XP,windows7等操作系统。软件使用模块化思想进行设计,每个功能模块实现一项特定的功能。
自动加沙器的工作过程为基于条件的往复运动过程,各个子动作之间没有太多的逻辑性和先后顺序,因此在程序设计时使用控制状态字的方法进行程序设计,符合特定的状态字执行特定的动作。
STEP 7⁃Micro/WIN支持三种编辑器:梯形图(LAD)、语句表(STL)和功能块图(FBD)。尽管有一定的限制,但是用任何一种程序编辑器编辑的程序都可以用另外一种程序编辑器来浏览和编辑。
自动加沙器的PLC程序包括初始化模块、参数设置模块、通信模块、电机控制模块、采集模块、报警模块等。每个模块由一个或多个网络表或者子程序组成。初始化模块用于初始化PLC的IO口状态和串口状态,参数设置模块用于实现对加沙器的参数设置,通信模块主要处理与上位机的通信,电机控制模块主要用于控制步进电机动作,采集模块主要功能为采集电池电压、剩余沙量等数据,报警模块主要用于输出报警。
2.2.2TD400C的组态
TD400C是一种专门用于S7⁃200CPU的低成本人机界面,使用户能够与应用程序进行交互。使用TD400C可实现显示报警、调整程序变量、设置CPU的时间和日期、访问和编辑CPU存储区中的数据等功能。本应用中主要实现对自动加沙器参数的设置、设备运行状态显示、工作模式选择、报警显示等功能。
TD400C的组态不需要专门的软件,使用STEP 7⁃Micro/WIN的“文本显示向导”组态文本显示屏幕和报警信息。根据需要,按照“文本显示向导”的提示完成设置后,也就完成了TD400C的组态。然后把组态信息下载到CPU中,组态信息就会生效。
组态完成后,会自动生成TD_CTRL_0和TD_ALM_0两个子程序,程序中无需调用这2个子程序即可实现组态的相关功能。
2.2.3步进电机控制设计
采用晶体管输出的200系列CPU支持两路高速脉冲输出Q0.0和Q0.1,可以产生高速脉冲串(PTO)或者脉宽调制(PMW)信号波形。该信号可以驱动步进电机实现步进电机的运动控制。
在对步进电机进行控制时,需要用到步进电机驱动器。步进电机驱动器由超大规模集成电路组成,包括电源接口、信号输入接口和输出接口,其中需要与PLC连接的是信号输入接口,一般只需连接脉冲接口的方向信号接口即可。当步进电机驱动器收到一个脉冲信号,它就驱动步进电机按照设定的方向转动一个固定的角度[6]。
通过设置SMB67,SMB168参数,由PLS脉冲输出指令即可实现步进电机按照设定速度、加速度进行定长运动的功能。通过更改包络线的相关参数即可更改步进电机的运行速度和运行距离等参数。图2为通过PLS指令控制步进电机的梯形图子程序模块。
2.2.4通信部分设计
与S7⁃200系列PLC进行通信主要有以下几种方式:(1)通过西门子组态软件WinCC,这种方法通信速度快,可靠性高,但需要购买软件,且价格很高,适用于大规模控制系统;(2)触摸屏监控,这种方法不需要考虑通信的问题,已由厂家解决,可靠性高,但灵活性不好,功能也不强,且价格比较高;(3)通过第三方软件与PLC进行通信,这种方法灵活,投资少,但系统需要开发,工作量大,可靠性也不能得到保证,对技术人员的水平和经验都要求较高,使用方需向开发方购买,第三方软件主要有OPC,Microcomputing,Prodave等[7]。除此之外,PLC还支持自由口通信,通信协议完全由用户自定义,设计自由度较高。
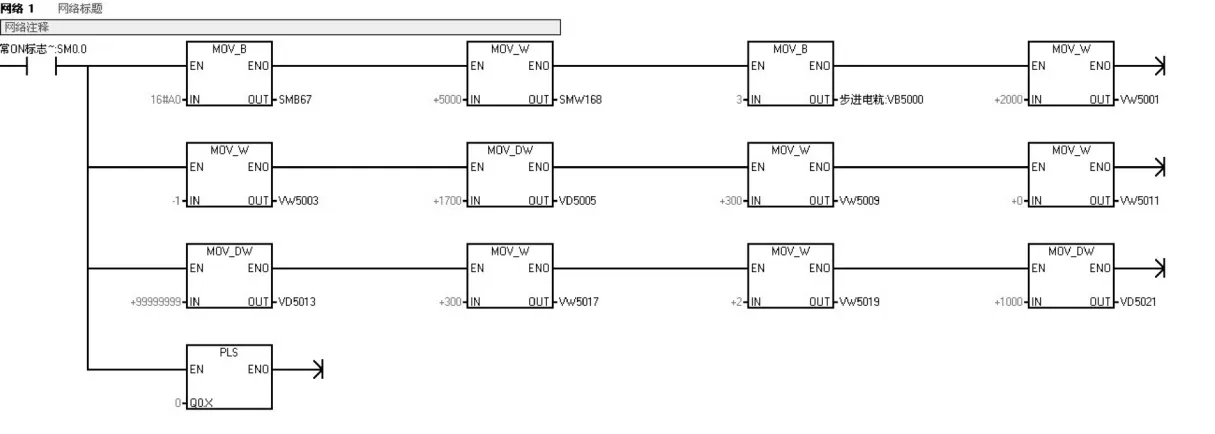
图2 步进电机控制梯形图子程序Fig.2Subprogram of ladder diagram for stepping motor control
比较分析各种不同的通信方式,推移质加沙器设计中使用自由口通信的方式,通过发送指令XMT和接收指令RCV进行数据通信操作。每条指令由30个字节的字符串组成,包括起始字符、功能字区、数据区、校验区和结束字符。约定起始字符为“>”号,结束字符为“<”。
3 结论
以西门子S7⁃200 PLC及TD400C为核心的推移质自动加沙器充分发挥了TD400C文本显示器的友好人机界面功能和S7⁃200CPU224XP的可靠的性能;依靠步进电机和称重传感器实现了加沙量的精确控制,设备可实现手动、自动的操作功能,具有一定的推广应用价值。
参考文献:
[1]徐和兴.自动往复推移质加沙机的研制和应用[J].河海大学科技情报,1990,10(4):79-82.
[2]孙清,魏海波,霍燚.基于PLC和TD400C的建筑玻璃真空镀膜生产线电气系统控制[J].辽宁大学学报:自然科学版,2011,38(2):130-136. SUN Q,WEI H B,HUO Y.PLC and TD400C Based Electrical Control System of Architectural Glass Coating Production Line[J]. Journal of Liaoning University:Natural Sciences Edition,2011,38(2):130-136.
[3]李腊元,李春林.计算机网络技术[M].北京:国防工业出版社,2001.
[4]赵广平,孙雯萍,孙建军.电子称重技术现状及发展趋势[J].仪表技术与传感器,2007(7):76-77. ZHAO G P,SUN W P,SUN J J.Present Condition and Development of Electronics Weighs Technique[J].Instrument Technique and Sensor,2007(7):76-77.
[5]马晓娜,张冬梅,文丽.西门子S7⁃200PLC在自动称重混料系统中的应用[J].自动化技术与应用,2012,31(8):51-53. MA X N,ZHANG D M,WEN L.The Application of Siemens S7⁃200 PLC Based on Auto⁃Weighting and Mixing System[J].Tech⁃niques of Automation and Applications,2012,31(8):51-53.
[6]杨洋.采用S7⁃200系列PLC进行步进电机的控制[J].科技创新导报,2012(8):55-57.
[7]汤光华,吴青.自由口模式下S7⁃200PLC与上位机的通信[J].微计算机信息,2008,24(5):62-64. TANG G H,WU Q.Communication between Host Computer and S7200PLC under Free⁃port Mode[J].Microcomputer Informa⁃tion,2008,24(5):62-64.
Biography:LI Ke⁃guo(1983-),male,engineer.
中图分类号:TH 86;TV 139.16
文献标识码:A
文章编号:1005-8443(2014)05-0558-05
收稿日期:2013-08-13;修回日期:2013-09-27
作者简介:栗克国(1983-),男,河南省人,工程师,主要从事水运工程自动化系统研究工作。
A design of rail⁃mounted automatic sand feeder for bed load
LI Ke⁃guo,NI Wen⁃jun,LIU Pei⁃jie
(Tianjin Research Institute for Water Transport Engineering,Ministry of Transport,Tianjin 300456,China)
Abstract:A design of rail⁃mounted automatic sand feeder for bed load was introduced in this paper.The ma⁃chine consists of track and sand feeder device two parts.Sand feeder device consists of four parts,movement ma⁃chine,sand vessel,control system and input&output.Some parameters such as moving speed and adding rate can be set.The device with high degree of automation can achieve such functions as sand shortage alarm,low battery alarm,calculating adding rate and communication with upper computer.PLC intelligent controller is used as the core of the device,and the stepper motors are used as drive device.The device has good control accuracy and stabil⁃ity,which can replace the manual work and improve the automation degree.
Key words:bed load;automatic sand feed;model test;automation;PLC
