铜排内孔氧化喷砂处理工艺
2014-04-11陈剑英张丽娟
陈剑英 张丽娟
(维兰德金属(上海)有限公司)
0 前言
对于大型发电厂百万兆瓦级铜排内壁氧化的问题,现有的处理方式有酸洗、超声波清洗和喷砂等。我们根据厂家所提供的方案,结合现有的实际条件选用了喷砂处理的方法。目前,市场上没有针对孔径小于30 mm、长度大于1000 mm的喷砂设备,而需要处理的铜排的内孔为10 mm×12 mm,孔的长度达到7000 mm。为了能对内壁进行喷砂,特别设计了简易喷头。经过喷砂处理后,解决了毛细管内壁的氧化问题。现将相关的工艺过程和所用设备介绍给大家。
1 喷砂工艺系统简介
1.1 喷砂机
本工艺所用的喷砂机选用目前市场上常见的吸入式干喷砂机。该喷砂机以压缩空气为动力,通过气流的高速运动在喷枪内形成负压,将磨料通过输砂管吸入喷枪并流经铜排内孔,喷扫铜排内表面,消除其表面的氧化层。喷砂机储砂罐最高耐压为0.8 MPa,空气消耗量为1 m3/min。
1.2 喷砂工艺设备的构成和功能
整个工艺流程中的设备主要由以下几部分组成:管路配置、阀门调节、喷砂机、喷砂喷枪、吹扫喷枪。
1.3 喷砂工艺流程
喷砂的工艺流程如图1所示。
2 喷砂操作与工艺控制
2.1 砂型选择
在实际的操作过程中分别选用100目、80目和46目的石英砂作为喷砂处理的磨料。根据实际的处理结果可知,石英砂以80目效果为最佳。
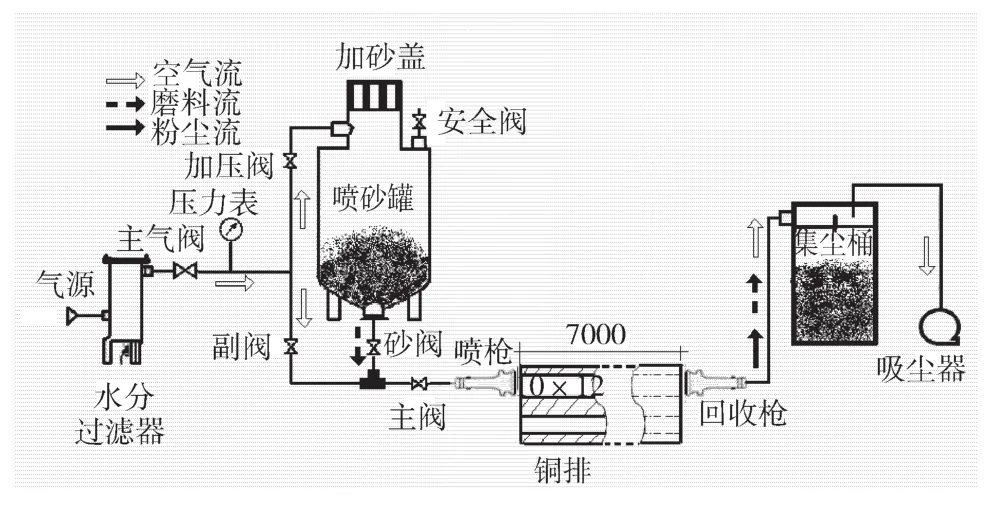
图1 铜排内孔喷砂工艺流程
2.2 喷砂操作
按照工艺流程图 (参见图1)连接管路,并做气密性检查。关掉主压缩空气阀,将80目的石英砂加入喷砂储罐内,砂粒量不应大于储罐容量的75%。将喷枪连接到铜排内孔的前端,打开压缩空气主阀到最大位置,打开喷枪主阀门、副阀和加压阀到最大位置,调节喷砂阀控制在30%~50%开启度,注意观察铜排内孔的尾端,直到砂粒从内孔的尾端均匀喷出为止。启动吸尘器,注意观察集尘桶内的砂粒量,集尘桶内的砂粒量不宜超过其75%的容量。保持喷砂作业1 min。关闭喷砂阀和加压阀,保持吹扫时间40 s,脱离喷枪与铜排的连接。用干净的压缩空气吹扫铜排内孔,吹扫时间保持在1 min以上。脱离回收枪与铜排的连接,用内窥镜检查铜排内壁的氧化层处理情况,如有必要应用压缩空气进行二次吹扫。
在整个喷砂处理的过程中,应在所处理过的铜排中抽取1%~2%的样品进行解剖,检查喷砂处理表面的氧化层去除情况,表面光洁度和粗糙度,内壁砂粒的残留情况,确保铜排的处理满足后续工艺的要求。
3 安全操作注意事项
(1)喷砂口的砂粒喷射出来的压力很大,因此喷砂口不要直接对准他人。
(2)要定期检查喷砂阀、连接管和其他阀门。长时间的喷砂操作会造成管壁自身变薄,无法承受压力,易爆裂,因此管壁变簿时应及时更换。
(3)操作人员必须穿着防护服、戴好口罩和佩戴安全眼镜。
(4)储气罐、压力表、安全阀要定期校验。储气罐两周排放一次灰尘,砂罐里的过滤器每月检查一次。
(5)检查喷砂机通风管及喷砂机阀门是否密封。工作前五分钟,须开动通风除尘设备。通风除尘设备失效时,禁止喷砂机工作。
4 结论
经过喷砂处理的铜排内表面,氧化层完全去除,且表面的光洁度和粗糙度都比以前的效果好很多。管壁的厚度比原来测量值小0.02~0.03 mm,管壁厚度在允许的误差范围之内 (原要求为+0.1 mm至+0.2 mm)。此外,喷砂处理还改善了材料表面的内应力状况,喷砂后的产品完全达到后续工艺的要求。
上述喷砂工艺还可以应用于其他需要进行内孔喷砂处理的毛细管路,包括内孔是方形、圆形和六角形的孔道。