圆形壳体零件加工及夹具设计
2014-04-09沈阳理工大学应用技术学院辽宁110005
沈阳理工大学应用技术学院(辽宁 110005) 吴 敬
1.零件分析及加工难点分析
公司加工一批零件如图1所示。该零件为ZG35材质,零件总高度mm,大端面外圆直径为mm,小端面直径为100mm,小端面内径mm,大端面法兰上设置6个mm的孔,大端面、小端面及小端面内孔表面粗糙度值为Ra=1.6μm,大端面、小端面与零件的轴线垂直度为0.03mm。该零件的加工难点:
(1)该零件属于薄壁零件,加工过程中易出现变形。
(2)6个φ10mm孔有偏差要求,精度高,且要求6孔均布,常规加工必须提供钻孔夹具来保证。
(3)保证大端面及小端面与零件轴线垂直要求,必须一次装夹加工完成。
该零件加工工艺:铸造成型;调质处理;车加工,加工大端面,大端面外圆,小端面和小内孔,采取防变形措施;钻大端面6个φ10mm孔,采用钻孔夹具。
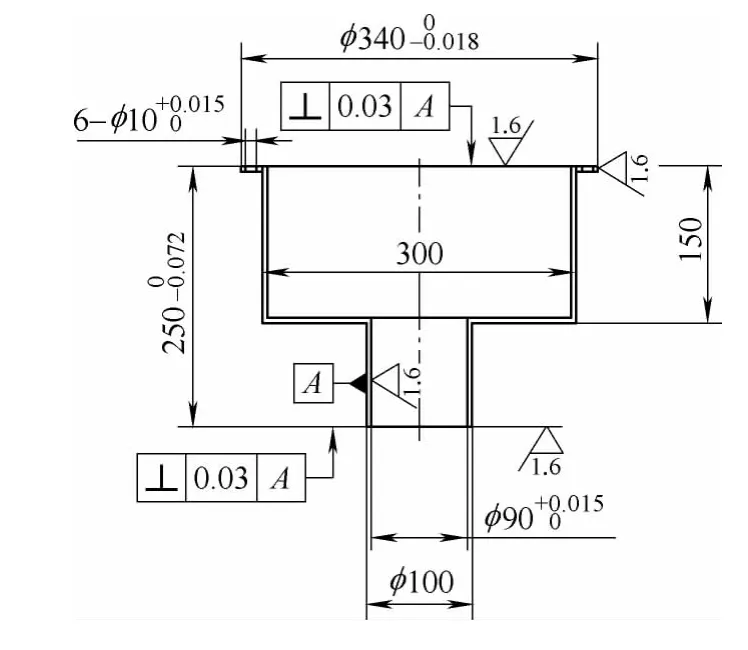
图1 零件结构图
2.车加工及防变形措施
在卧式车床上加工零件大端面、小端面及小内孔部位,利用自定心卡盘装夹。一次加工完成,保证同轴度和垂直度。为防止零件薄壁变形,采用简易胀套,如图2所示。加工前将胀套装置放入零件大孔中,调整螺栓长度,使胀套外圈膨胀,支撑零件内孔,保证零件在加工时不变形。
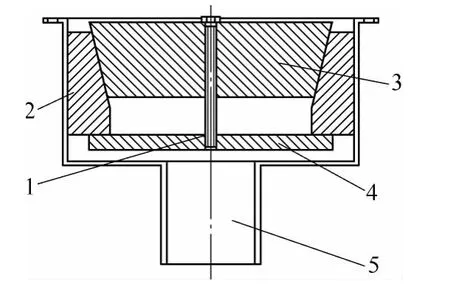
图2 车加工安装简易胀套示意图
3.孔加工及钻孔夹具设计
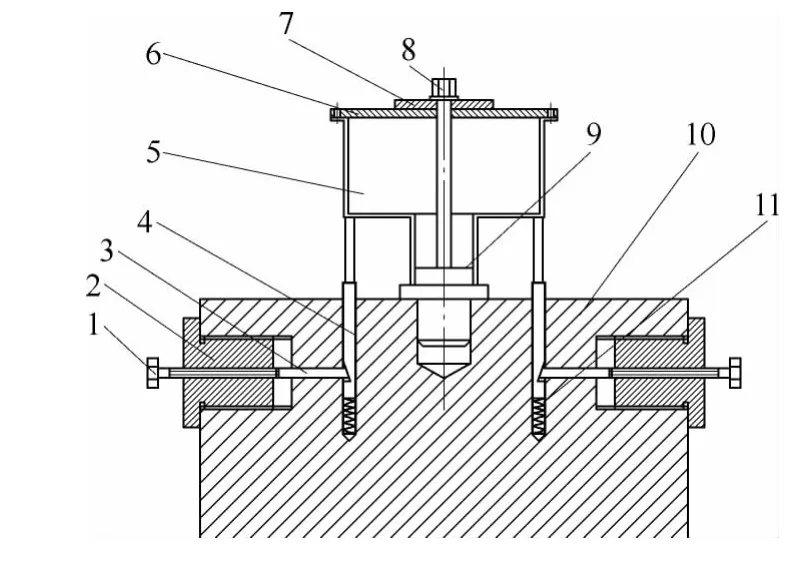
图3 钻孔夹具结构示意图
夹具装置由夹具体、短轴定位销、辅助支撑杆、钻模板及螺纹夹紧等组成。
夹具定位采用短轴和面定位,零件小端面与短轴上的台阶构成面定位,短轴与零件小孔构成孔定位,其限制5个自由度。钻模板落在零件大端面上,作钻孔引导件,控制零件钻孔精度。短轴上的螺栓和螺母构成夹紧装置,夹紧零件。3个辅助支撑,支撑零件底部,防止钻孔时受力而变形。
辅助支撑结构如图4所示。螺栓套筒与夹具体为螺纹联接。调整螺栓1移动,推动滑柱移动,顶住辅助支撑杆4,靠摩擦力控制辅助支撑杆移动。当未安装零件时,3个辅助支撑杆处于放松状态,且由于底部压缩弹簧的作用使支撑杆处于较高位置。当安装零件时,将零件小端内孔放入短轴中定位,随着零件缓缓放下,辅助支撑杆被压下,当完全定位后,拧紧调整螺栓1,将3个辅助支撑杆自锁锁死,辅助支撑顶住零件,实现支撑作用。
钻模板由钢板和钻套组成,钢板采用45钢材质,调质处理。钻套采用国标系列,与钻模板配合为过盈配合。钻模板底部加工成内凹面,与零件大端面外圆形成止口配合,内凹面止口尺寸为φ340+0.0180mm(见图5)。钻模板中间螺孔与短轴螺杆之间留较大间隙,保证夹紧螺杆和钻模板互不干涉。钻模板与零件大端面外圆采用止口定位,有效保证了6孔与零件轴线的同轴度。
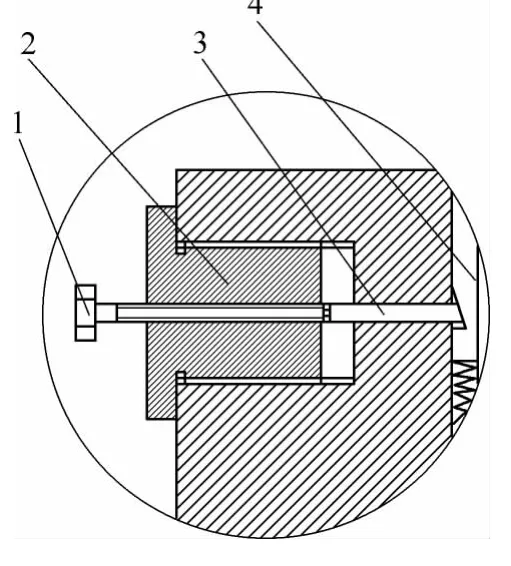
图4 辅助支撑结构示意图
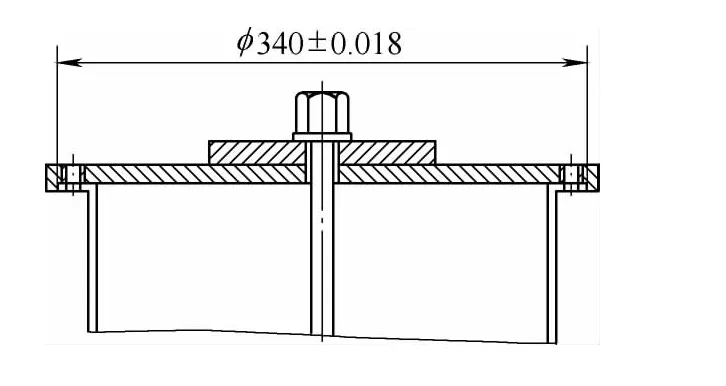
图5 钻模板与零件安装示意图
4.结语
针对圆形薄壁壳体零件加工难点,采用简易式胀套,在卧式车床上加工大端面、小端面和小内孔,解决了装夹加工变形问题;设计专用钻孔夹具,利用钻套作引导件,控制钻孔精度;在夹具体上设置3个辅助支撑,支撑零件底部,提高零件刚度;辅助支撑采用斜面自锁式,使用方便,夹紧可靠。
