拉深工艺在LED筒灯设计上的应用
2014-04-09罗婉霞李柏林
罗婉霞,李柏林
(广州广日电气设备有限公司,广东 广州 511447)
引言
国家发改委已发布了《中国逐步淘汰白炽灯路线图》,规定从2012年10月1日起禁止进口和销售100瓦及以上普通照明白炽灯,并预计从2016年10月1日起禁止进口和销售15瓦及以上普通照明白炽灯,这意味着普通照明白炽灯在中国将逐步淘汰。随着白炽灯的逐步淘汰,LED灯作为节能环保的光源逐步为人们熟知。
作为市场巨大的新宠,LED筒灯也因此步入寻常百姓家。但当今诸多LED筒灯生产企业不分LED筒灯功率大小,盲目采用压铸铝,以压铸成型工艺来解决LED芯片散热问题,由此带来了成本高、质量重及生产效率低等问题。针对此问题,本文将阐述一种拉深工艺在LED筒灯设计中的应用,使得灯具成本低、质量轻且生产效率高,并能满足散热性能。
1 LED筒灯的结构形式
在LED工作期间,大概只有30%—40%的输入电能转化为光能,其余60%—70%的能量转化为热量。为解决LED的散热问题,当前较多使用铝材作为LED灯具散热材料,尤其是较为常见的LED筒灯,其散热部件以压铸铝为材料。压铸成型工艺为当前主流结构形式。散热壳体表面布置不同形状散热筋,以保证LED筒灯散热的可靠性,我们可以将其定义为整体式LED筒灯结构。如图1中“左上”LED筒灯图;另一种结构形式是以铝制挤压太阳花或铝制鳍片为散热体,这种散热部件与壳体分离的结构,我们将其定义为非整体式LED筒灯结构,如图1中“右上”LED筒灯图。图1为市场常见LED筒灯整灯结构,其中的发光器件LED以SMT表面贴片后与铝基板通过紧固螺钉固定到散热壳体上,见图2。
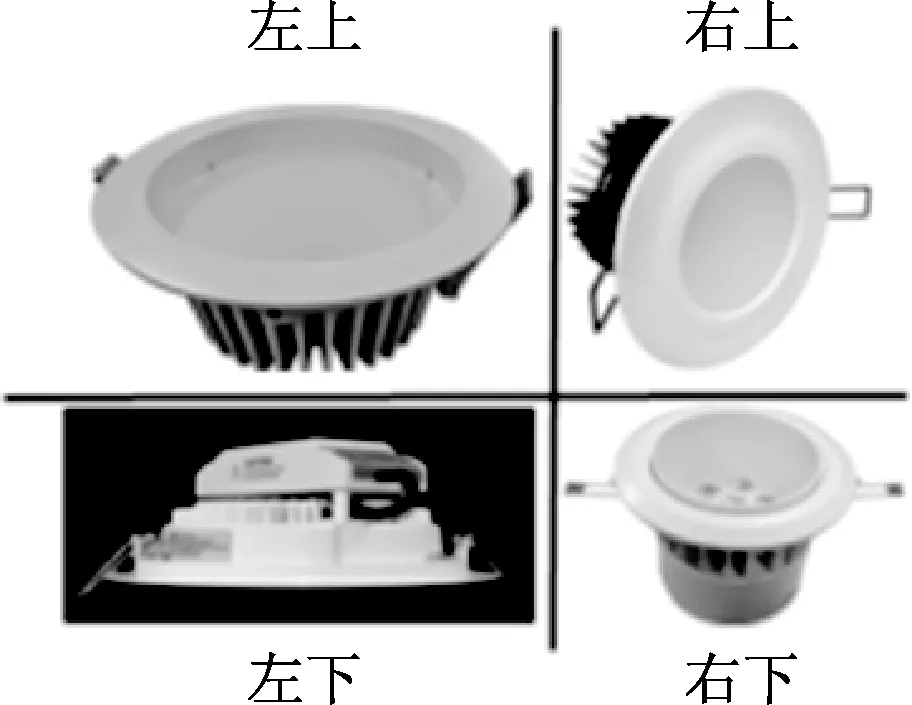
图1 LED筒灯整体结构示意图Fig.1 Structure of LED down light
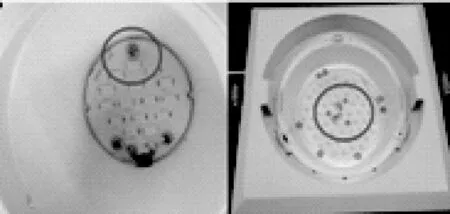
图2 LED铝基板与散热壳体固定方式Fig.2 Fixed way of LED aluminum plate and heat shell
本文将讨论拉深工艺在整体式LED筒灯结构中的设计与应用。
2 技术方案
2.1 拉深材料的选取
LED为发光器件,同时也是发热器件,若将LED发出的热量快速传导出外界,其散热材料要有较高的热传导系数,表1为常见金属的热传导系数。

表1 常见金属的热传导系数 单位:W/(m·K)Table 1 The heat transfer coefficient of common metals
由表1可知,银热传导系数比较好,但缺点为价格太高;铜导热效果则次之,不过铜也有造价高、质量重、不耐腐蚀等缺点。因此,该LED筒灯设计选取铝做为其散热壳体材料。铝材有多种规格,考虑采用拉深工艺作为该筒灯设计应用,要求该铝质材料应有良好的延伸率以及抗拉强度。该拉深材料选取1系1060-O态热轧铝板作为该LED筒灯的散热外壳材料。
2.2 拉深口径的设计
按LED筒灯口径尺寸(φ),圆形嵌入式LED筒灯分类为51mm、64 mm、76 mm、89 mm、102 mm、127 mm、152 mm、178 mm、203 mm或254mm。LED筒灯口径示意图见图3[1]。
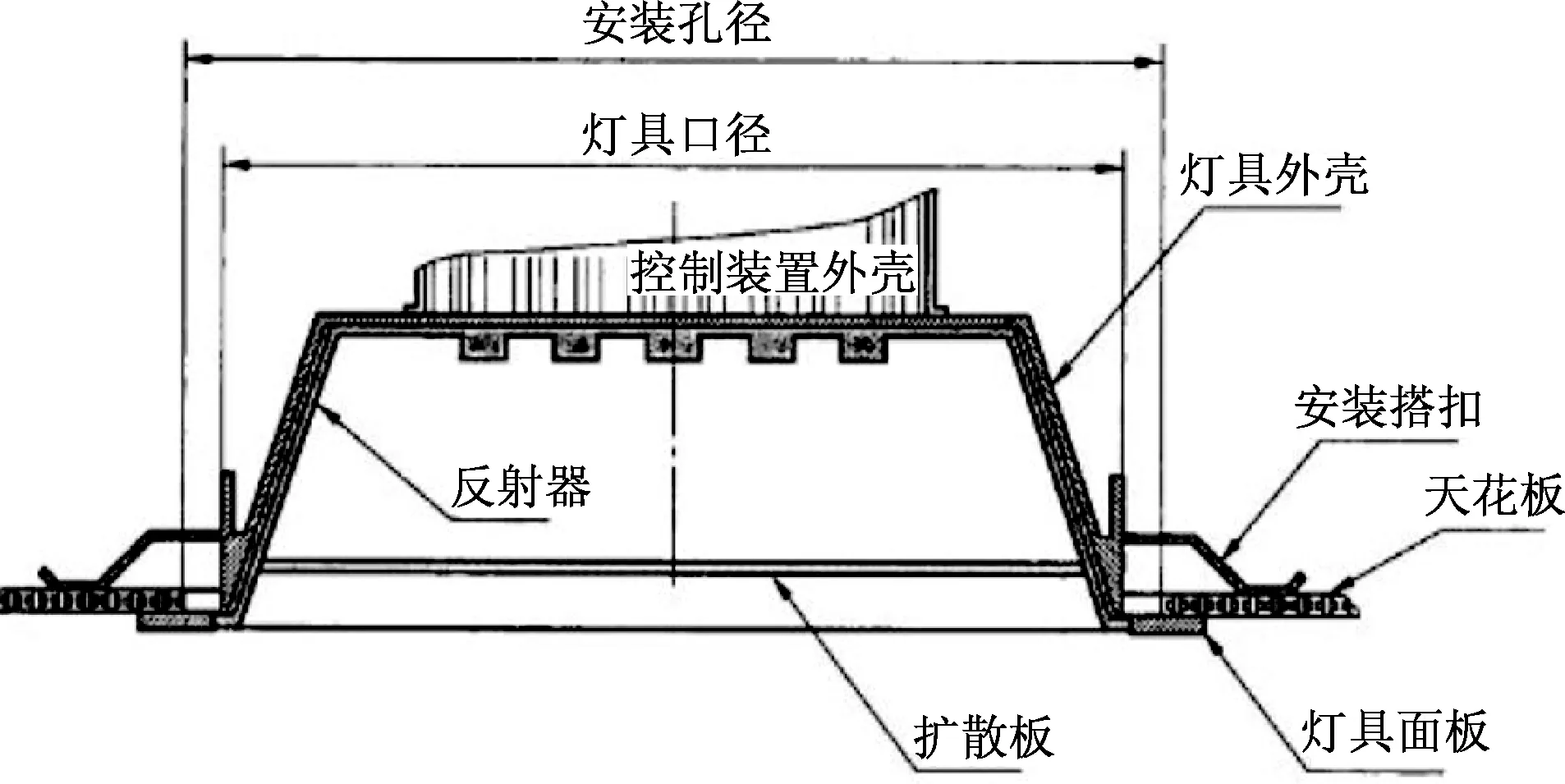
图3 LED筒灯口径示意图Fig.3 Caliber of LED down light
由图3可知,LED筒灯口径为固定参数,为LED筒灯设计的固定输入。LED筒灯拉伸外壳成形的关键为其拉深高度的设计确认。
2.3 拉深高度的设计
LED筒灯的拉深口径尺寸(φ)已由筒灯类型结构确定。拉深件高度由光学及结构设计可初步确定其高度H;光学达到光斑均匀,能效最优化;结构符合光学器件安装、嵌入式筒灯安装孔径及空间高度要求。初步确定拉深件高度H后,按拉深工艺对其进行计算、修正,确定此高度的拉深工艺,具体步骤如下[2]:
(1)初算毛坯直径D
简单旋转体拉深件毛坯直径D以工件形状、尺寸为基础,按体积不变原则,旋转体毛坯直径D按式(1)估算(如图4所示):
(1)
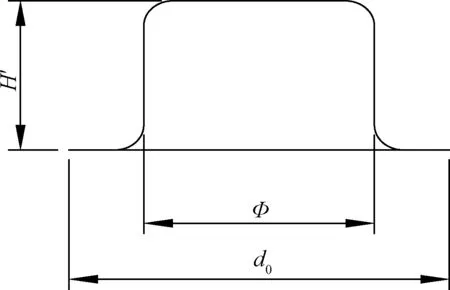
图4 简单旋转体拉深件毛坯直径D计算示意简图Fig.4 D of a blank of simple revolver
复杂旋转体拉深件毛坯直径D可根据久里金法则求出,即任何形状的母线绕轴旋转一周所得到的旋转体面积,等于该母线的长度与其形心绕该轴线旋转所得周长的乘积,如图5所示。
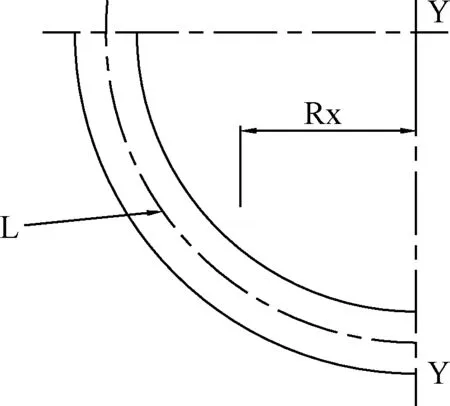
图5 旋转体表面积计算图示Fig.5 Surface area of revolver
据此,旋转体表面积为:
A=2πRxL
(2)
根据拉深前后面积相等的原则,坯料直径按下式求出:

(3)
(4)
式中,A为旋转体面积;Rx为旋转体母线形心到旋转轴线的距离(称旋转半径);L为旋转体母线长度;D为坯料直径。
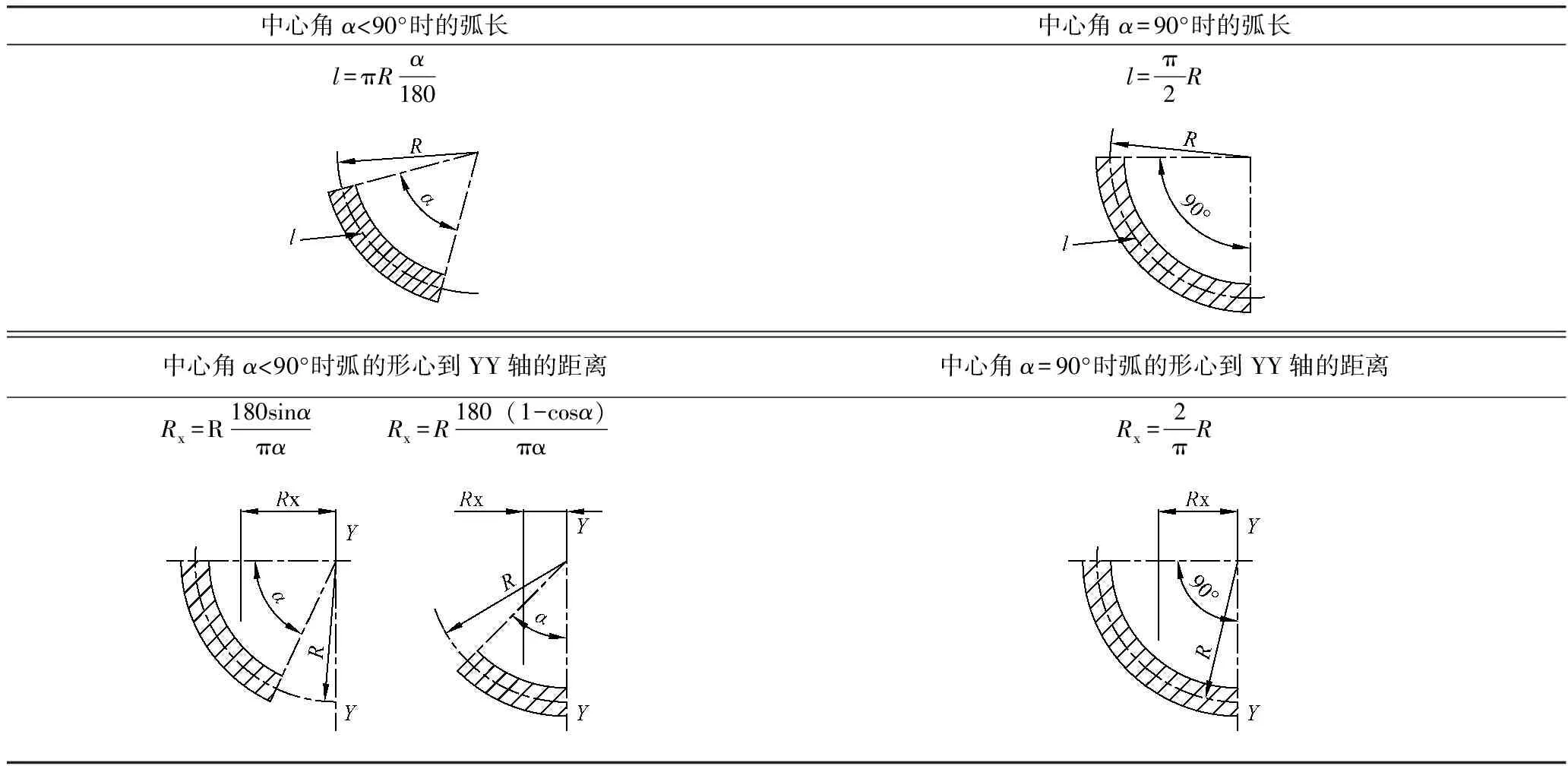
表2 圆弧长度和形心到旋转轴的距离计算公式Table 2 Arc length formula of the distance and centroid to the axis of rotation
(2)判断工件能否一次拉深成型
零件总拉深系数M总为:
M总=φ/D
(5)
φ为LED筒灯口径;D为毛坯直径,铝材拉深系数见表3。

表3 铝材拉深系数Table 3 Drawing coefficient of Aluminum
(3)深次数及各次拉伸直径确定
当零件需多次拉深成型,查表3得出各次拉深系数M1、M2……,用逼近法预算各次拉深直径:d1=M1D、d2=M2D… …dn=MnD,dn<φ,得出所需拉伸次数n。
(4)计算各次的拉深高度
D2=d02+4dnHn-3.44dnRn
(6)
其中,D为坯料直径;d0为拉伸凸缘直径;dn为第n次拉深直径;Hn为第n次拉深高度;Rn为第n次拉深圆角半径。
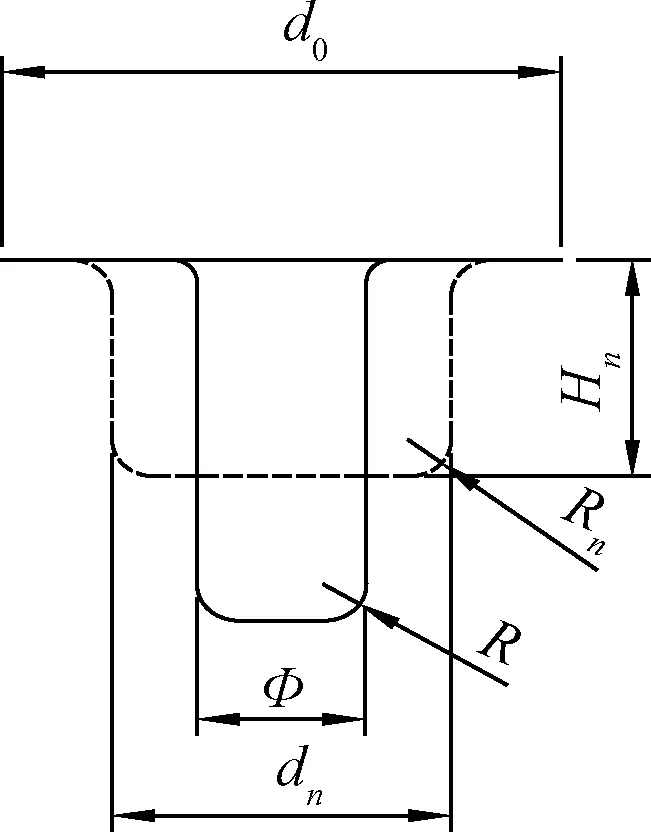
图6 拉深高度Hn示意简图Fig.6 Drawing highly Hn schematic diagram
由式(6)得:
Hn=0.25×(D2-d02)/dn+0.86Rn
(7)
最后一道拉深将工件直接拉深到设计拉深高度及直径,至此,拉深工艺已确定,工件综合上述拉深步骤计算修正后可确定最终设计高度H。
(5)拉深工艺验证计算(以102mm开口的LED筒灯为例)
开口102mmLED筒灯根据光学达到光斑均匀及能效最优化、结构符合光学器件安装及空间高度的要求;经过光学验证取整后确定筒灯光学腔高度为40mm,直径为68mm;防眩光腔高度为18mm,直径为98mm。拉伸壳体尺寸如图7所示,拉深壳体结构安装如图8所示。

图7 口径102mmLED筒灯拉深壳体尺寸T=1.2mmFig.7 Diameter of 102 mm LED downlight deep drawing of shell size T=1.2mm
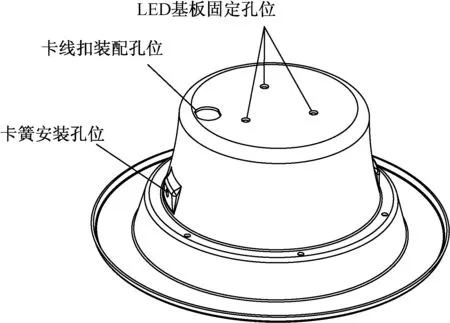
图8 拉深壳体结构安装说明Fig.8 Drawing shell structure installation instructions
此例设计筒灯外壳为旋转体阶梯形拉深件属于复杂旋转体拉深件。旋转体阶梯形件拉深的变形特点与圆筒形件拉深的特点相同。可以认为圆筒形件以后各次拉深时不拉到底就得到阶梯形件。
故此例灯体外壳坯料直径D可按复杂旋转体拉深件根据久里金法则求出,拉深工艺可按圆筒形件拉深工艺设计。
图6尺寸按式(6)及表2圆弧长度和形心到旋转轴的距离计算公式,可计算得出图6例中坯料直径,如下:
D2=8×(28.8×14.4+7.2×29.5+34×36.2+2.9×40.7+5.4×43.8+2.9×46.9+14.7×49.5+2.9×52.2+13.5×58.9+2.5×65.5+2×67.4)=34820.9mm2
即D≈186.6mm,那么,M总=d1/D=98/186.6≈0.53>0.52,t/D=1.2/186.6≈0.64%>0.6%。查表3可知,由此可以判断此例拉深件可一次拉深成型。
另外,d2/d1=68/98≈0.7>0.52。查表3可知,此例第二道拉深也可一次成型。
因此,实际生产中可采用从大阶梯到小阶梯依次拉出,其拉深次数为2次。翻边工序(见图7)可在拉深成型后通过整形获得。LED基板固定孔位、卡线扣装配孔位及卡簧安装孔位需在拉深后由冲孔模及成型模成型后获得。上述工艺拉深、冲孔、成型并外观面喷粉后,经试制,最终产品实物如图9所示。

图9 口径102mmLED筒灯实物图Fig.9 LED down light physical picture of diameter 102 mm
3 拉深壳体的散热
3.1 拉深壳体的散热模拟
本例中口径为102mm的LED筒灯,其额定功率为12W,电源效率按0.9计算,则LED功率为10.8W,通过EFD软件模拟拉深灯体散热情况,模拟条件如下:
(1)初始环境温度:28℃;
(2)LED:Osram5630,30pcs;
(3)LED总功率:约10.8W;
(4)LED发热功率:9.18W;
(5)散热器辐射系数:0.27;
(6)网格数量:101.9万cells。
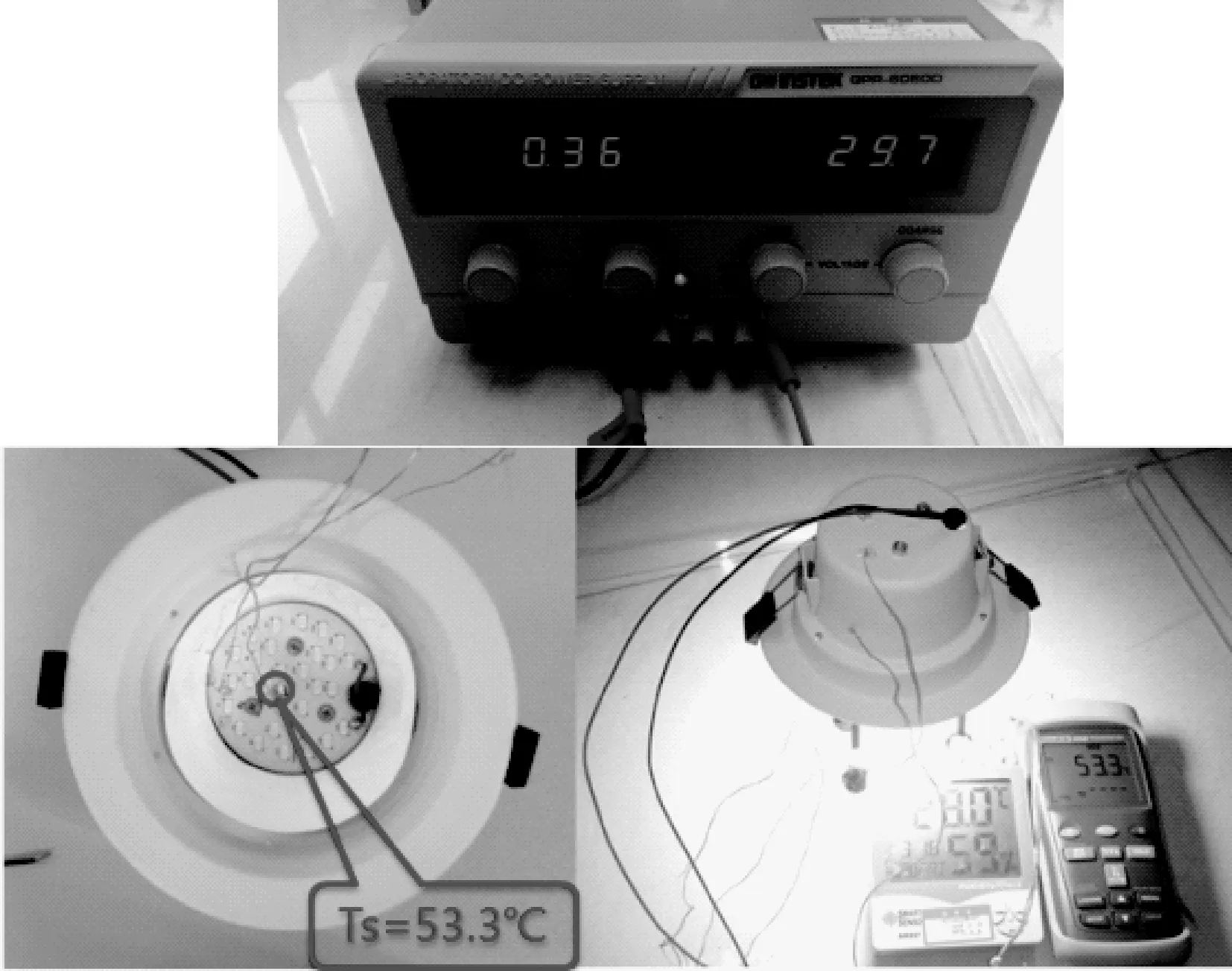
模拟结果见图10。其中,LED焊点温度Ts=55.4℃,θth=41℃/W (灯珠热阻),Tjmax=110℃ (灯珠结温),Ptotal=10.8/30≈0.36W,Tj=Tsp+θth×Ptotal=55.4+10.8/30×41=70.16℃ 图10 模拟结果示意图Fig.10 The simulation results of schematic diagram 为验证软件模拟结果,根据实际产品组装后测量其散热性能,测试条件如下: (1)环境温度Ta=28℃,湿度59%; (2)LED:OSRAM5630,30pcs; (3)测试工具:温度仪Fluke 54ⅡB; (4)测试方法:用恒流电源正常驱动点亮全部LED,分别测试LED焊点的温度; (5)LED总功率:10.7W (29.7V×0.36A) ,单颗LED功率:0.36W(10.7W/30)。 测试结果如图11所示,其中Ts=53.3℃,Tj'=Ts+θth×Ptotal=53.3+10.7/30×41=67.9℃。其中,Ts为LED焊点温度;热阻为Osram 5630:Rθj-c=41℃/W;LED最大结温Tjmax=110℃。实际测量Tj'=67.9℃与模拟计算Tj=70.16℃相差仅2.26℃,排除环境等其他因素对测试结果的影响,理论与实际数据相对吻合。 图11 实际测试图Fig.11 The actual test figure 运用拉深工艺,经设计并修正拉深高度H,且在设计的壳体上辅以基板安装、电源固定及安装卡簧等的结构设计,通过散热模拟分析,评估散热可行性,拉深工艺可实现在LED筒灯上的应用。采用拉深工艺实现的LED筒灯系列产品具有结构简洁、质量轻及成本低等优点,在当今以产品性价比为基础的LED市场,拉深工艺在LED筒灯上的应用将是一种趋势。 [1] 中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/T 29294-2012 LED筒灯性能要求-4.3筒灯口径分类[S].北京:中国标准出版社,2013. [2] 李名望. 冲压工艺与模具设计[M]. 北京:人民邮电出版社, 2009. [3] 薛啟翔. 冲压模具设计和加工计算速查手册[M].北京:化学工业出版社,2007. [4] Cree application note. Thermal Management of Cree® XLamp®.LEDs.www. cree.com/Xlamp.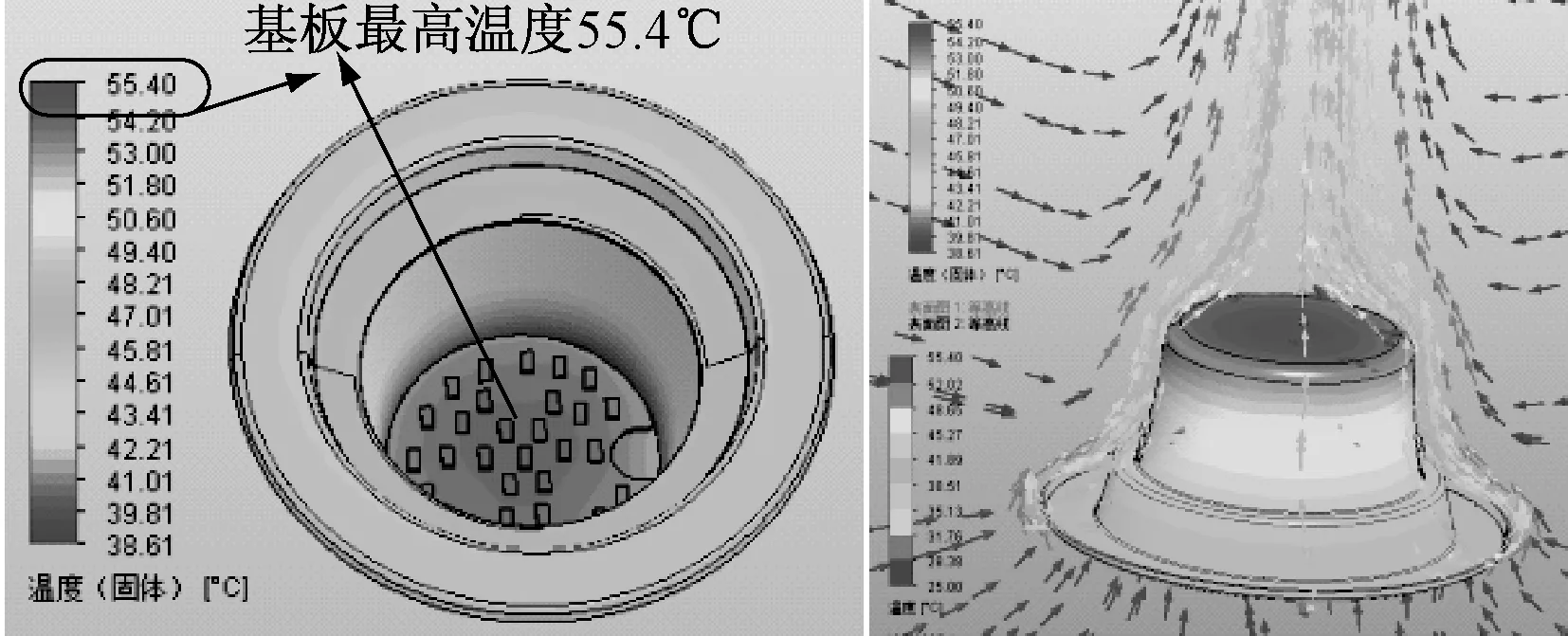
3.2 拉深壳体的散热测试
4 结论
