提高裂解炉风机挡板阀门运行稳定性的技术改造
2014-03-25
(新疆独石化公司乙烯厂仪表车间,新疆 独山子 833690)
提高裂解炉风机挡板阀门运行稳定性的技术改造
李鹏,涂丽容1,陈云飞,梁鹏2
(新疆独石化公司乙烯厂仪表车间,新疆 独山子 833690)
通过分析造成裂解炉风机挡板阀门开度波动,负压控制不稳定等原因,提出了多项技改措施。技措实施后提高了风机挡板阀运行的稳定性.最终实现了工艺操作的自动控制,满足了工艺安全生产要求。
裂解炉;风机挡板阀;炉膛负压;自动控制
0 引言
裂解炉燃料气在燃烧的过程中,需要通过风机将炉膛抽成负压值,如果是正压火苗将飘出炉外,非常危险。裂解炉炉膛负压值是通过风机挡板阀门的开度来控制的,炉膛负压是反映燃烧工况稳定与否的重要参数,自2009年开工以来乙烯装置裂解炉风机挡板阀在运行中一直存在阀门开度波动,负压控制不稳定的问题. 为了防止负压波动产生联锁停车,工艺人员一直将负压高高联锁及负压低低联锁摘除,且现场阀门一直处于“手动”位置,只能通过转动手轮来调整负压值。这给工艺操作带来很大的不利影响,一方面既不能及时调整负压值,另一方面在紧急情况下不能全开全关风机挡板阀门,将会给裂解炉平稳运行带来巨大的安全隐患。
因此必须提高裂解炉风机挡板阀门运行稳定性,恢复炉膛负压的自动联锁控制。下面就裂解炉风机挡板阀门控制不稳定的原因进行分析,并阐述对风机挡板阀门系统进行的多项技术改造。
1 原风机挡板阀系统构造及安装图
风机挡板阀系统构造有以下几部分:风机挡板、执行机构气缸、定位器,风线盘(包括减压阀,电磁阀,FISHER换向器377),手轮及切换手柄等部件构成。如图1所示。
工作过程:仪表风经过风线盘④上的减压阀减压后进入定位器⑤,定位器根据控制室发送过来的4-20mA控制信号将气源分两路输出到气缸③的两个进气孔,两路气压的差压产生推力,推动缸内活塞动作,使挡板①转动改变挡板开度来调整炉膛负压值。如图2所示。
当负压高高联锁(三选二)时,风线盘④上的电磁阀失电使挡板全开,联锁停炉;当负压低低联锁(三选二)时,定位器得到强制关闭挡板阀信号(4mA)来关闭阀门增大负压,如果30s内还不能将负压增大到-200pa以内,联锁停炉。如果风机挡板阀门系统不能通过控制室“自动”调节时,则需要操作人员爬到48m高的炉顶进行手动调节。即通过②手轮及切换手柄将阀门切换到“手动”状态,摇动手轮来实现风机挡板阀的开度调节。
在炉膛负压异常情况下,手动操作会因为调整不及时而引起联锁停炉事故。
2 影响风机挡板阀运行的关键因素及其技改措施
通过观察风机挡板阀门的运行情况,结合风机挡板阀的系统结构,经过分析及测试,发现影响风机挡板阀运行不稳定的主要原因是:风机气缸推力不够,现场振动太大。
2.1气缸推力的问题及解决措施
2.1.1 原气缸推力不足分析
在刮风等天气情况下,烟道气的波动产生的反作用力会给挡板开度产生轻微的变化,通过现场观察,可以发现挡板发生缓慢移动,同时负压表的测量值会发生15PA左右的波动。
另外在调节过程中,发现风机挡板阀门对挡板开度的动作执行缓慢。如表1所示。

图1 挡板阀门系统工作示意框图Fig.1 Baffle valve system schematic diagram

图2 原风机挡板阀系统实物图片Fig.2 Original fan damper valve system physical picture

表1 原气缸对挡板阀门的动作时间Table 1 Original cylinder to baffle valve action time
炉膛负压一般控制在-100pa左右,对应挡板开度在30%左右,通过表中数据可以看出,当负压高高或者低低联锁时,无论风机挡板阀从30%开到100%还是从30%降到0,都将花费比较长的时间。
通过以上分析,查阅EL-O-MATIC产品资料,并咨询厂家,确定气缸产生的推力不足。
2.1.2 选择合适的气缸型号
将上述现象反馈给厂家,同时根据EL-O-MATIC产品资料介绍,经过协商重新对气缸进行选型。将原推力为2500Nm的气缸更换为推力为4000Nm的气缸。新气缸更换完后我们同样做了一次阀门全行程测试,动作时间比以前缩短很多。改造前负压波动20Pa时,时间滞后比较长,调整时间需要20s左右,负压才能回到正常值,改造后同样的负压波动仅需6s就可调整到位,完全满足工艺要求。且刮风天气对阀门开度的不良影响完全消除。
2.2振动产生的问题及解决技措
2.2.1 振动对风机挡板阀门的影响
通过监测现场风机的运行环境,发现风机机体及支撑座振动很大。例如通过手持测振仪对现场定位器水平和垂直方向的振动测量,发现振动值平均达9.2mm/s,高的时候经常超出10.0 mm/s。振动对风机挡板阀门各部件产生了不良影响,这些影响最终导致定位器上各关键部位都发生了较大的损耗和变形。最终导致控制信号输出不稳定,阀门产生波动。
1)振动对阀门定位器的影响
见原风机挡板阀系统图,如图2所示,可以看到定位器离风机挡板的轴太远,越远离轴部位,振幅越大,振动会引起定位器反馈臂来回晃动,反馈到定位器里面,必然导致定位器输出(即阀门开度)产生变化,导致控制不稳定。
2)振动对定位器固定支架和定位器反馈臂上定位销及的影响。如图3、图4所示。
从上图可以看出,振动对定位器的固定框产生了破坏,有的固定框震裂,有的固定框上的内六方螺丝被振掉,运行时间久了这些支撑件损坏后,如果定位器掉落,风机挡板阀将完全不受控制。
原设计选用的是FISHER 公司的DVC6030定位器,反馈臂连着定位销,一起装在气缸上,气缸连着风机挡板阀的轴(如图2)。反馈臂上的定位销由于振动的关系,磨损较大,时间久了,定位销直径被磨掉一半,形成一个凹槽,如果常时间在这种情况下运行,定位销将会磨断,风机挡板阀将会全开,炉膛负压将一直往下降,当低于-500PA时,联锁停炉。
2.2.2 减少振动影响的技改措施
1)减小风机挡板阀气缸处的振动幅度
尽管风机底座上本身安装了减震弹簧,但气缸处的振动还是很大,为了减少气缸处的振动,给新气缸自行设计加工了减震底座。如图5所示。
在设计减震底座时考虑到减震底座支撑不能刚性太强,需要伸缩弹簧,这样不会对风机轴产生影响导致轴变形。通过这些减震措施,定位器处的振动变小了,达到5.0~6.0mm/s左右。
2)改变定位器安装位置
在观察中发现风机挡板背面振动很小,通过测振仪检测该处振动平均在2.0mm/s左右,大大低于风机另一侧的振动值。于是实施将定位器移位安装在风机另一侧的技措。
由于风机挡板阀另一侧只突出来挡板的一截轴端,为了将定位器部分安装在该部位,需要重新设计加工新的定位器固定框。

图3 振动将固定框震裂Fig.3 Vibration will shatter fixed box

图4 因振动被磨出凹槽的固定销Fig.4 For the vibration is fixed pin groove of the mill

图5 气缸减振底座Fig.5 Cylinder vibration base
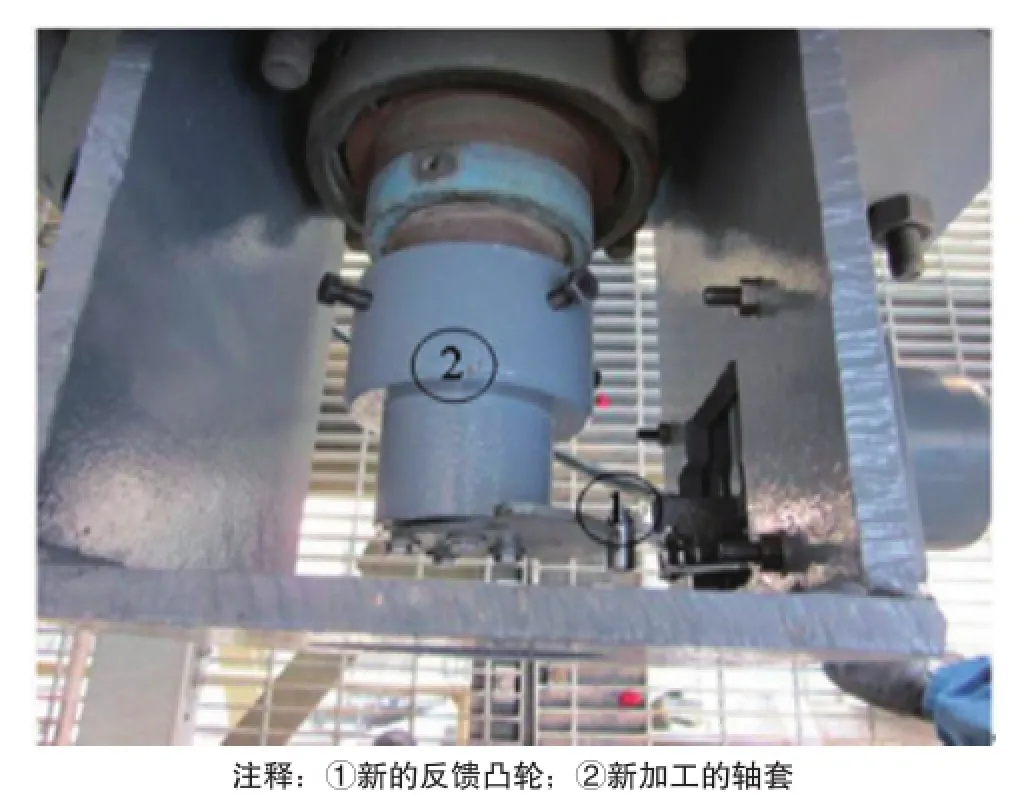
图6 反馈部分改为反馈凸轮Fig.6 Feedback part to CAM

图7 改造后风机挡板阀系统实物图片Fig.7 After transforming physical picture fan damper valve system
3)重新设计加工位置反馈部件及选型新的定位器型号
根据现场情况,重新设计加工位置反馈部件。首先需要设计轴套(如图6中②部分),并将原反馈臂(见图3、图4)改为反馈凸轮,然后把反馈凸轮(如图6中②部分)安装在轴套上。
再将原有的定位器从气缸上拆下,并将风线盘(参考图2)安装在风机体侧。
由于定位器对振动反应最敏感,原设计使用的一体式定位器振动影响非常大。参考FISHER定位器产品选型手册,我们选择FISHER分体式定位器,将定位器由DVC6030改为DVC6005(图7中①)和DVC6025(图7中②)组合的分体式定位器,这样固定框上只安装DVC6005,来单独检测反馈凸轮的位置。检测信号送到DVC6025里面,然后DVC6025根据检测到的反馈位置信号和控制室送来的控制信号比较后经过电气转换,输出两路气到气缸控制阀门,而原风线盘上的气路部分完全不用改动。
3 结束语
到目前为止,新区化工8台裂解炉风机挡板阀执行机构的技术改造工作已全部完成,改造后的风机挡板阀现场全部由手动控制改为自动控制,联锁测试动作时间正常,阀门开度运行平稳,满足了工艺的安全生产需求。
[1]豪顿华.独山子千万吨乙烯项目烟道气风扇分包商信息手册[Z].2005:135-146.
[2]艾默生过程管理,气动和电动执行器产品指导[Z].2007,2:3-14.
[3]艾默生过程管理,E和P系列气动执行器安装操作与维修手册[Z].2006:4-25.
[4]成都赛来控制工程有限公司,Fisher防喘振阀使用指南[Z].2003,5:13-37.
[5]艾默生过程管理,现场阀DVC6000系列系列数字式阀门控制[Z].2001,7:5-20.
[6]努玛斯.费希尔阀门培训[Z].2002:10-82.
[7]唐景控制设备有限公司,费希尔调节阀操作手册[Z].2001,1:21-55.
To Increase Operation Stability fan Baffle Valve
Li Peng,'Tu Lirong1,Cheng Yunfei',Liang Peng2
(Li Peng, Ethylene plant instrument workshop Of Xinjiang Dushanzi petrochemical, Zip code 833690,China)
By analyzing the causes of cracking furnace blower baffle valve opening fluctuation, negative pressure control instability and other reasons, puts forward some technical measures.
cracking furnace; fan baffle valve vacuum furnace; automatic control
TP206.3
A
Doi:10.3969/j.issn.1671-1041.2014.03.023
2014-04-01
李鹏,男,本科,从事化工仪表维护工作。
After the implementation of measures to improve the stability of fan baffle valve operation. Finally realizes the automatic control of the process operation, meet the technical requirements of safety in production.
