基于图像处理技术的注塑制品缺陷检测系统
2014-02-10杨森泉陈锦儒彭昕昀
杨森泉,陈锦儒,彭昕昀
(韶关学院物理与机电工程学院,广东韶关512005)
基于图像处理技术的注塑制品缺陷检测系统
杨森泉,陈锦儒,彭昕昀
(韶关学院物理与机电工程学院,广东韶关512005)
目前图像处理技术在工业产品缺陷检测中的应用越来越广泛,针对注塑制品缺陷进行研究和检测,利用M atlab编写上层软件完成图像获取、处理以及通信功能,对图像倾斜校正的两点法进行改进,检测结果达到了预期效果,识别率达98%,满足系统实时性和鲁棒性.
图像处理;缺陷检测;Matlab;串口通信
伴随着模具制造业的快速发展,模具检测技术也相继快速发展.不同的检测设备和不同的检测技术也就跟着模具制造的不同特点应运而生.一般的模具商品的检测主要采用的是人工抽查、目视检测的方法.传统的人工目测检测的漏检率高,不仅工作量大,而且易受检测人的主观因素影响,质量很难保证.近年来,迅速发展的机器视觉技术正是解决这一问题的一个好方法.以图像处理技术为核心的机器视觉技术近年来发展很成熟,已经在生产生活中被广泛应用.机器视觉技术主要是应用计算机来模拟人的视觉功能,从被检测的实时图像中提取信息,进行图像的处理,最终用于实际检测、测量和控制.基于机器视觉技术的缺陷检测系统,采取非接触的检测方法,具有较宽的光谱响应范围、较高的准确度,可以稳定的进行长时间的工作,节省大量的劳力,极大地提高了工作效率.
注塑制品缺陷检测系统可以很好的解决生产过程中的人工检测效率低,资源浪费等问题,该系统也可以应用在食品包装,纸业印刷等行业中.
1 系统总体设计
基于机器视觉的检测技术是一种有效的非接触检测技术,广泛应用于各种加工件的在线检测以及高精度、高速度的测量.典型视觉检测系统由CCD传感器、光学系统、计算机数据采集和处理系统、机械运动工作平台等部分组成.笔者所设计的机器视觉系统结构组成框图如图1所示.
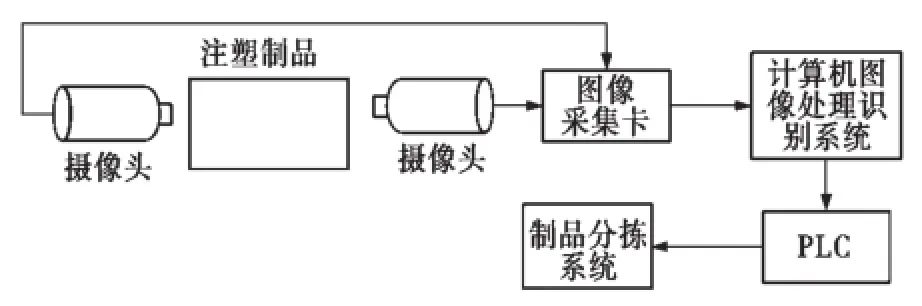
图1 机器视觉系统结构组成
视觉检测系统的硬件由光源、CCD摄像机、工业计算机,PLC等组成;软件为在Matlab平台下编写的图像获取程序、图像预处理、图像分割表面缺陷检测、串口通讯等功能组件.整个系统的工作过程是:首先由PLC通过气压缸将注塑制品送至两台摄像机的位置,拍取制品的正反两面的图像;然后通过图像采集卡将图像传送到工业PC机,通过图像处理软件的运算得到制品的信息,将这些信息通过串口发送到PLC中;最后PLC通过气缸将缺陷制品与合格制品分拣到不同位置.软件流程图如图2所示:
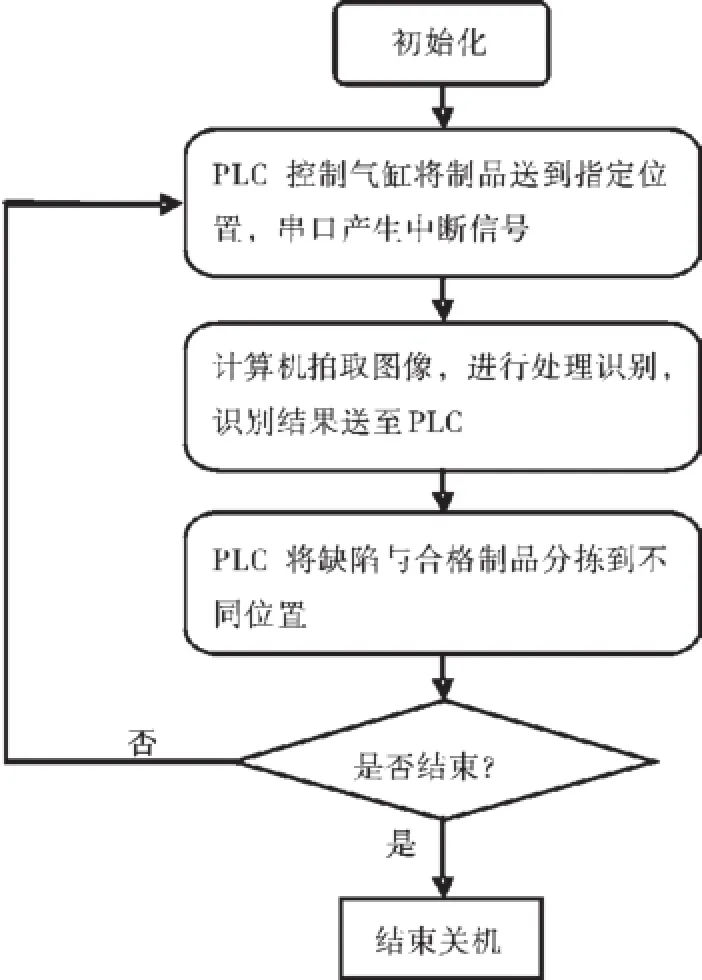
图2 流程图
2 图像处理过程
2.1 图像获取过程
在Matlab6.0以上版本中新增图像获取工具箱(Image Acquisition Toolbox),工具箱支持计算机对已通过USB2.0连接的摄像头进行操作,可以直接调用工具箱的函数对摄像头进行初始化,其他属性缺省值为默认值.实现代码描述如下:
handles.v1=videoinput('winvideo',1,'YUY2_640x480');%创建设备对象triggerconfig(handles.v1,'manual');%设定对象的触发方式为人工触发set(handles.v1,'FramesPerTrigger',1);%设定每次触发拍一张图像set(handles.v1,'ReturnedColorSpace','rgb');%设定图像格式为RGB start(handles.v1);%打开摄像头.
对相摄像头初始化之后,等待PLC产生中断信号,在串口接收事件回调函数中利用getsnapshot函数拍照获取图像.
2.2 目标分割与感兴趣区提取
在获取的图像中,制品所在的位置就是感兴趣区,为了减少误差以及提高运行速度,必须先对图像进行分割,图像阈值化分割是最常用也是最简单的方法,图像阈值化的目的是按照灰度级,对像素集合进行划分,得到的每个子集形成一个与现实景物相对应的区域,各个区域内部具有一致的属性,而相邻区域也有一致属性,阈值分割操作被定义为:

如何确定最佳阈值是图像分割的一个关键问题.如果阈值选取太小,则会把一些不是背景的像素也当作背景,造成误识;如果阈值选取得太大,则会把一些背景漏掉,造成漏识.针对某次制品所得图片边界与背景比较分明,笔者选用的是动态阈值,确定边界坐标过程如下:
If f(x,y)-f(x,y+2)>f(x,y+1)/8
cl=y;
多次试验证明,利用动态阈值能够有效的减少因为光线变化造成的误差,可以有效抑制整幅图像的光照偏暗或者偏亮时造成的误检.
2.3 感兴趣区规整化
提取的感兴趣区受机械的震动或拍摄的角度不同等影响会造成提取的感兴趣区图像有一定角度的倾斜,因此需要对倾斜图像进行校正,常用的校正方法有Radon变换、Hough变换法、线性回归法、两点法等,前两种方法由于对每个像素点都进行积分运算,计算量非常大,不适用实时处理;线性回归法算法计算简单,但是其抗干扰能力比较差,容易受到噪声的影响;两点法方法理论上非常简单,即如果我们知道直线上不同两点的坐标,我们就可以求得到这条直线的斜率,进而确定直线倾角.虽然理论简单,但采样点比较多而且这些点服从随机分布,所以再对样点的斜率取平均值后能有效抑制干扰.
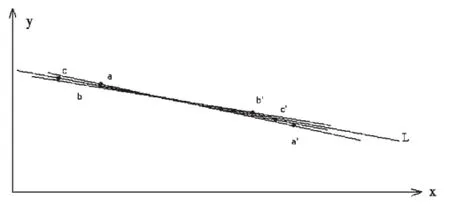
图3 两点法原理图
两点法不能计算有断点的直线倾角,为了克服两点法的缺点,笔者对两点法进行改进,首先通过动态阈值法获取50个边界点,计算前25个点和后25个点之间的正切值,利用Matlab的median函数,取这25个正切值的中位数,这样能够有效的去除掉间断点的影响,减低误差率.取得倾斜率后通过Matlab的im rotate函数对感兴趣区进行校正.
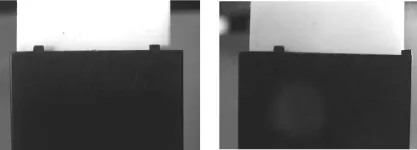
图4 相机获取图片

图5 改进两点法得到的规整化特征图
2.4 缺陷检测
通过前面的一系列的分割、感兴趣区提取与规整化之后,可以对规整化后的感兴趣区进行缺陷检测,检测的方法采用基于模板匹配方法,检测形式为差影法,即直接将提取的图像跟模板图像中的相应像素相减,依据做差结果来判断制品是否合格,其公式为

而利用Matlab的find函数可以查找到所有大于阈值T的所有坐标点,然后再对坐标点进行计数来判断制品是否有缺陷.

图6 有缺陷制品规整化特征图
2.5 检测结果分析
使用Matlab图形用户界面(GUI)工具,做一个人机交互界面,界面包括实时显示图像、识别结果、模板制作、精确度调整以及制品计数等功能,如图7所示.在开始检测前,首先进行模板制作,依次送入10个合格制品,经过图像预处理、目标分割、感兴趣区提取和规整化后取均值,保存到模板中,实验以1 000个注塑制品为样本,其中200个有各种缺陷,800个为合格制品.采用大恒DH-V400UM紧凑型USB接口数字摄像机,工控机CPU INTELG2020 2.9 GHz,Matlab R2010b版本,检测结果如表1.

表1 检测结果
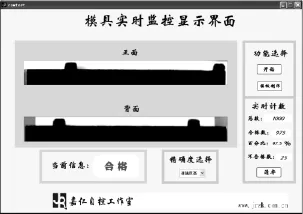
图7 系统运行软件界面
在实验中,造成合格产品误检的主要原因是机械振动造成拍摄图像模糊.实验对有缺陷制品识别率比较高,达到98%,误检率在允许范围内.
3 结论
笔者从图像处理角度出发,利用Matlab出色的图像处理能力以及功能强大的模块集和工具箱,完成了注塑制品缺陷检测系统.通过摄像头获取图像、图像预处理、目标分割、感兴趣区提取和规整化等处理后,判断注塑品是否合格,总体识别率达到98%.实验结果表明,该算法满足生产的实时性与鲁棒性,但每次只能检测一个制品,如何能同时检测多个制品,进一步提高鲁棒性是今后研究内容.
参考文献:
[1]赵宇峰,高超,王建国.基于机器视觉的工业产品表面缺陷检测算法研究[J].计算机应用与软件,2012,29(2):153-155.
[2]张广军.机器视觉[M].北京:科学出版社,2005.
[3]陈玮,薛琴,魏胜利.差影算法在轮对踏面磨耗检测中的应用[J].自动化技术与应用,2007,26(6):74-76.
[4]谭刚,董祥龙,徐继,等.基于机器视觉的玻璃瓶表面缺陷检测[J].上海工程技术大学学报,2009,23(2):111-116.
[5]Elias NM,Euripides GM P,Michalis Z,etal.A Survey on industrial vision systems,applications and tools[J].Image and Vision Computing,2003,21(2):171-188.
[6]Lukin V V,Tsymbal O V,Ponomarenko N N,et al.Image processing with texture feature preservation by three-state locally adaptive filter[C].Proc.SPIE5238,Image and Signal Processing for Remote Sensing IX,2004:120-131.
[7]Batchelor BG,BragginsDW,Computer V.Theory and industrialapplications[M].Berlin:Springer Verlag,1992:405-452.
On the injection product defect detection system based on image processing
YANG Sen-quan,CHEN Jin-run,PENG Xin-yun
(Institute of Physics and Mechanical&Electrical Engineering,Shaoguan University, Shaoguan 512005,Guangdong,China)
At present image processing ismore and more widely applied to industrial product defect detection. The paper studies and analyzes injection product defects,The upper layer software completes the image acquisition,processing and communication functions by using Matlab and improving the Two Points image tilt correction method,and the test results has achieved the desired effect with the recognition rate of 98%,which meet the real-time and robustness.
image processing;defect detection;Matlab;serial communications
TP311.1
:A
:1007-5348(2014)06-0036-05
(责任编辑:李婉)
2014-04-06
广东省高等教育学会实验管理委员会2012年研究基金项目(GDJ2012018).
杨森泉(1985-),男,广东汕头人,韶关学院物理与机电工程学院教师,硕士,主要从事图像处理及多媒体通信方面的研究.
