ZG0Cr14Ni5Mo2Cu上位锁支臂断裂原因分析
2013-10-22孙小岚
张 硕,孙小岚,康 凯
(中航工业沈阳飞机工业(集团)有限公司,沈阳 110850)
0 引言
金属材料在冶炼、加工及使用过程中,经常会有氢进入材料中,使材料产生氢损伤,也称氢脆,主要包括氢压引起的微裂纹、高温高压氢腐蚀、氢致塑性损失以及氢致开裂或断裂等。有关氢致开裂现象早在20世纪40年代开始研究,目前仍是材料科学研究中十分活跃的领域[1]。尽管已进行了多年研究,依然无法杜绝氢脆现象的发生,在近年来新研制的 ZG0Cr14Ni5Mo2Cu材料中也出现了氢脆断裂现象。
本研究通过现场调查、材料成分分析、金相组织观察、断口的宏微观观察、硬度检测等手段,对生产装配过程中遇到的ZG0Cr14Ni5Mo2Cu上位锁支臂零件(以下简称支臂)氢脆断裂的案例、影响因素及形成机理进行分析,并依据试验结果综合分析,以确定该支臂断裂性质及原因。
1 试验过程与结果
1.1 现场情况调查
支臂的加工工序为:铸件→外形加工→热处理→磁粉探伤→校形、精加工→磷化、除氢(除氢工艺102℃/8 h)→喷漆→装配→电缆装配。零件磷化前经过校形处理,校形后无去应力退火工序。在电缆装配前例行检查时发现支臂断裂。
该支臂装配螺栓时无限力要求。装配时槽根部与装配隔板之间存在过大间隙。与该支臂相连的隔板零件为7B04薄壁中空零件,其对接处为自由状态无连接,刚性不足。零件装配放置一周后发现开裂。该支臂零件图纸规定强度(1 325±100)MPa,其力学性能采用的试件为随炉浇注的梅花试棒,该批铸件试棒力学性能符合标准要求,为1250~1300 MPa。
1.2 宏观观察
将断裂的支臂零件拆下后观察,断裂件与隔板装配的螺栓孔附近有明显因安装应力过大导致的压伤痕迹(图1)。断裂件U型槽一侧根部存在明显的压伤痕迹,D处存在外翘变形;另一侧(C面)内表面上部区域有擦压伤痕迹。裂纹相连棱边有擦压伤痕迹(图2)。裂纹相连棱边漆层和磷化层已破损,棱边上存在压伤痕迹(图3)。

图1 上位锁支臂断裂零件Fig.1 Cracking part of upper lock arm

图2 断裂零件擦压伤痕迹Fig.2 Scratch marks of cracking part
1.3 断口宏、微观观察
宏观断口平齐,为灰色,表面洁净,无腐蚀产物。断口上存在人字纹等放射花样,放射条纹汇集于尖角处(图4)。宏观断口表面未见冶金缺陷,断口源区有擦伤痕迹。
在扫描电镜下观察,发现断口源区附近被压伤或磨损(图5)。未压伤的小块区域存在沿晶断裂形貌。晶界面上有显微孔洞,晶界间有二次裂纹(图6、图7)。断口扩展区为准解理形貌(图8)。在零件的其他区域取人工打断断口,断口起始于表面,断口源区及扩展区为准解理形貌。

图3 断口宏观形貌Fig.3 Macro appearance of fracture surface

图4 宏观断口源区形貌Fig.4 Macro appearance of source area
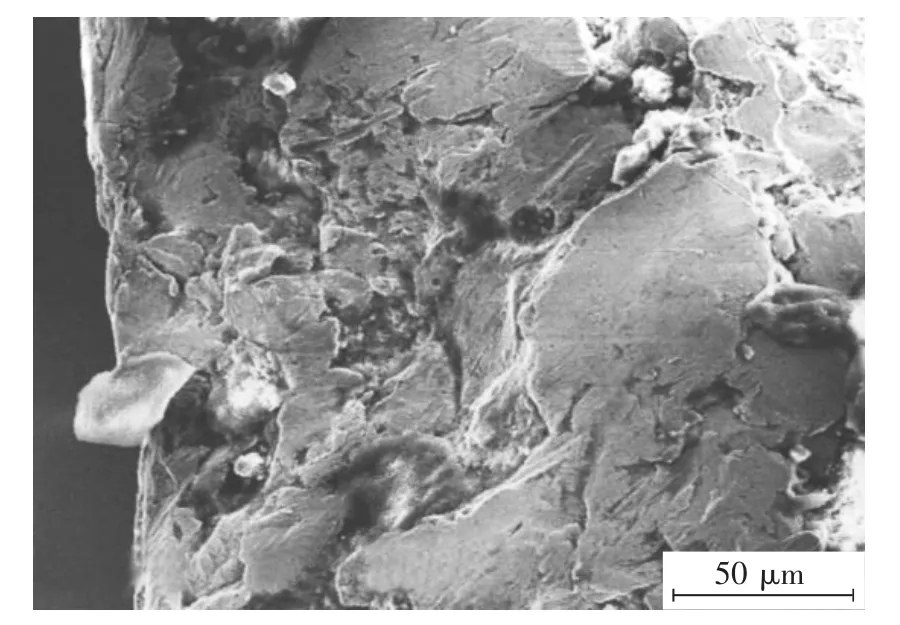
图5 断口边缘压伤痕迹Fig.5 Crushing trace of fracture edge
1.4 化学成分分析
在断裂件上取样进行化学成分分析,结果符合相关标准要求。
1.5 硬度检测

图6 源区附近断口沿晶形貌Fig.6 Intergranular fracture morphology near the source

图7 源区附近断口沿晶形貌Fig.7 Intergranular fracture morphology near the source

图8 扩展区准解理形貌Fig.8 Quasi cleavage morphology of propagation area
对基体进行硬度检测,其布氏硬度值为标准规定的上限(标准规定:用直径10 mm钢球进行布氏硬度检测,最小压痕直径2.9 mm。实测2.91 mm)。在支臂上取非标准拉伸试样,拉伸试验结果表明其抗拉强度约为1 450 MPa,强度接近标准规定上限并略高于图纸规定的(1 325±100)MPa。该试验数据略高于该批验收测试试棒的强度,主要与验收用随炉试棒截面尺寸较大有关。
1.6 金相检验
在断裂位置附近取样制备高倍试样,腐蚀后在显微镜下观察,显微组织为正常的马氏体沉淀硬化不锈钢时效组织。
1.7 氢含量检测及氢脆试验
用砂纸打磨去除零件表面漆层和磷化膜后,取样进行氢含量分析,氢含量检查结果为1.25~2.0 mg/L。在断裂件基体上取2个氢脆试样,在1200 MPa应力下持续200 h均未发生断裂。
2 分析与讨论
断裂件显微组织正常,晶间未见明显析出物,化学成分符合要求,且断面上无明显材质缺陷,说明该零件断裂与材质无关。对断口沿晶区观察,未见腐蚀产物,支臂零件表面也不存在腐蚀坑等腐蚀特征,可以判断该脆性开裂也与腐蚀无关[2]。
从断裂件宏观断口形貌可知,裂纹起始于棱边边缘,向周围扩展。断口源区附近的沿晶形貌应与磷化过程中H的渗入和聚集有关。由于断口源区已压伤,不排除校形过程中产生微小开裂并在磷化过程中局部聚氢的可能。微观断口形貌依次为沿晶、沿晶和准解理、准解理、准解理及少量韧窝形貌,无明显剪切唇,为脆性断裂[3]。沿晶断口断面上有明显的鸡爪痕,为典型的氢致沿晶断裂特征[4]。零件已经过除氢处理,由氢含量测定可知,基体的氢含量为 1.25~2.00 mg/L。1200 MPa应力下持续200 h未出现氢脆断裂现象表明,零件发生脆断可能受过大的应力作用。
金属材料发生氢致脆性断裂,主要是由于H的扩散、富集引起的。材料的氢脆敏感性随可扩散氢浓度的升高而升高。并且材料中可扩散氢在与局部应力场的交互作用下,存在应力诱发氢扩散和聚集造成氢局部浓度偏聚的特性[5]。螺栓连接处的压伤痕迹表明,螺栓与该件连接时的装配应力过大。过大的装配应力是导致H元素聚集的重要因素。分析认为,应力过大主要起因于以下几个方面:1)与该支臂相连的隔板零件为7B04薄壁中空零件,且对接处为自由状态无连接,刚性不足,在螺栓装配时,不能起到有效的支撑作用(装配示意图见图9);2)该支臂装配时U型槽根部与装配隔板之间存在的过大间隙;3)螺栓连接时无限力要求。以上3个因素造成该支臂装配时侧壁向内发生较大变形,在该支臂内产生较大装配应力。分析认为,装配应力过大是导致零件断裂的重要因素。零件结构是导致装配应力过大的直接原因。

图9 支臂装配示意图Fig.9 Assembly diagram of arm
材料内部的氢含量对其发生氢脆断裂的影响往往又受到材料强度高低、成分和组织状态等因素的影响。该支臂零件材料为ZG0Cr14Ni5Mo2Cu马氏体沉淀强化不锈钢,零件强度偏高,马氏体组织和高的强度均导致氢脆敏感性增加[6]。
零件磷化前经过校形处理,校形后无去应力退火工序,在零件内部形成残余应力对支臂在随后磷化过程中吸氢和H元素在零件内部聚集及零件开裂有一定的促进作用。
综合分析可知,零件中存在过大的装配应力、较高的残余应力、偏高的强度及马氏体组织是导致零件氢脆敏感性增加的重要因素,在多个因素共同作用下导致零件氢脆断裂。
3 改进措施及实施效果
3.1 改进措施
1)设计更改:隔板零件原为薄壁空心零件,设计更改后,零件在螺栓装配部位局部变为实心,从而增加零件的刚度,减少上位锁支臂的装配应力。改进后的零件示意图见图10。

图10 更改后隔板零件示意图Fig.10 Assembly diagram of dummy plate after modification
2)零件加工校形后增加了去应力退火工序。
3)适当降低零件原材料的抗拉强度,控制在平均值。
3.2 实施效果
实施上述3个改进措施后制造的支臂,并未发生断裂现象。
4 结论
1)断口源区附近表现为氢致开裂沿晶断裂形貌与磷化过程中氢的渗入及向高应力区氢的聚集有关,为氢致脆裂。
2)零件氢致脆裂是过大的装配应力、校形残余应力与氢共同作用下的结果。材料强度偏高也是导致其氢致脆裂的重要因素。
[1]褚武扬.断裂与环境断裂[M].北京:科学出版社,2000:10-12.
[2]Nakajima M,Shimizu T,Tokaji K.Effect of crack size on dynamic SCC behavior of Ti-6Al-4V alloy in 3%NaCl solution[J].Fatigue Fracture Engeneering Material Structure,1997,20(6):839.
[3]陈平南,顾守仁,沈万慈,等.脆性失效分析[M].北京:机械工业出版社,1993:151-155.
[4]张栋,钟培道,陶春虎,等.失效分析[M].国防工业出版社,2004:204.
[5]刘昌奎.30CrMnSiA螺栓断裂原因分析[J].失效分析与预防,2008,3(2):42 -47.
[6]刘白.30CrMnSiA高强度钢氢脆断裂机理研究[J].机械工程材料,2001,25(9):18 -21.
