浅谈多工位级进模空工位的设计
2013-09-07
(锦州锦恒汽车安全系统有限公司,辽宁锦州 121017)
概述
模具是现代制造业中的特殊工艺装备,各个行业都有直接或间接地需要。多工位级进模是冲压模具中的一种,是当代模具的代表,而排样图设计作为多工位级进模设计的重要步骤,不仅必不可少,而且作用很大,是多工位级进模设计的重要依据,其中包含很多设计原则和方法,例如:步距的确定,载体的选择等等,这些在相关的资料中介绍的都比较全面和详细。本文是根据个人的工作实践中,对排样图设计中容易忽视的空工位的设计进行阐述,说明空工位的设计在排样图设计中重要性,同样是不可缺少的。
下面就多工位级进模的空工位设计,谈一下个人的一些浅见。
一、空工位设计在排样图中的目的在多工位级进模的排样图设计中设计空工位的目的,主要有以下几个方面:
1 便于在凸模固定板上布置凸模,在排样图中和凹模位置上,往往都看不出凸模的布置,尤其对于一些非直身位置的凸模或上大下小的阶梯凸模,例如:导正销、冲孔凸模,在凸模固定板上的位置有可能发生干涉,因此,为避免工作位置相互干涉,有必要设置非直身位置的凸模或上大下小的阶梯凸模的相应位置设置空工位;
2 在模具进行制造时,各部模具尺寸及材料都已确定,此时,如发现设计错误,将无法进行修正,只能报废,重新制造,如果设计了空工位,可以有足够的空间进行修改,以避免模具的报废;
3 空工位对于复杂的弯曲件或拉深件尤为必要,可以利用空工位调整成形材料的变形程度,达到材料变形量的合理分配,或调整由于材料的差异造成的变形不合理,以利用空工位达到合理分配。当试模过程中发现问题后,有增加工位的余地,使模具的结构布局更合理;
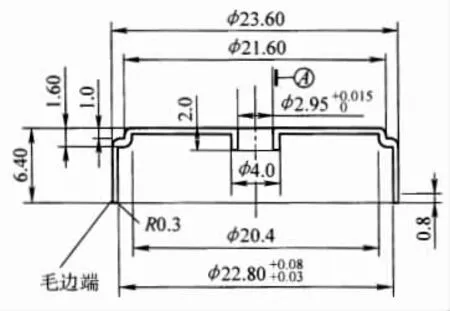
例如上图所示为马达壳零件图,材料为SECC,厚度为0.6mm,零件整体精度要求较高,孔精度要求很高,需多步工艺成形才能保证,为保证零件精度只能用多工位级进模加工才能保证精度要求。
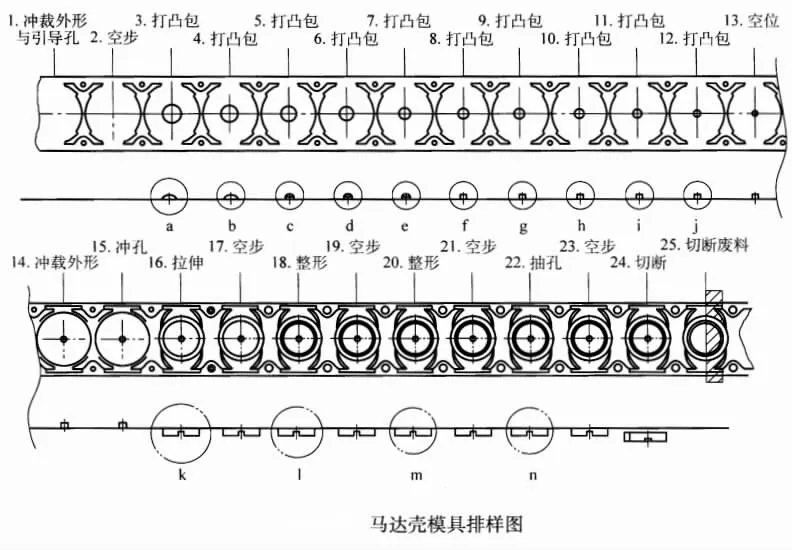
右图为此零件的排样图,模具设计采用先冲切外形再拉伸,以防止拉伸过程中带料的变形,采用导正销定位。此排样共25 个工位,其中共设置了6 个空工位,其主要目的是使材料的变形量分配更加合理,并且如果在试模过程中发现问题,会有调整的余地。
4 在有成形工序时,为提高定位精度和材料送进的稳定,会在此部位增加空工位,以达到增强送料强度的要求;
5 在排样设计时,一般都将落料工序安排的比较集中,这样会造成落料孔比较集中,有时为加工方便,还会将几个落料孔合并,由此造成模板强度下降,在冲裁力比较大时,会造成凹模板的裂损,适当增设空工位,以增大凹模孔之间的间距,会对增加凹模强度有一定的帮助。
二、空工位设计的原则
空工位的设置,应遵循以下原则:
1 步距小(S<8mm)宜多设置空工位,在布置凹模镶块、凸模等部件时,可能由于布局小,发生干涉,为增加强度,适当增加空工位;
2 步距大(S>16mm)不宜多设空工位,由于步距较大,可能由于空工位的增加,增大模具的总体尺寸,由此可能造成无法安装到冲床上;
3 有导正销的工位,可适当多设空工位,其余工步应少设空工位,空工位的设置,有可能增加误差,在有导正销的位置,由于有导正销的导正,可适当增加空工位的设置;
4 冲件精度高的,应少设置空工位,以减少积累误差,提高冲件精度。
结语
空工位的设计,在多工位级进模排样图设计中,是一个容易被忽视的地方,在排样设计中如不充分和合理的考虑空工位的设计,会给模具设计造成一些不必要的损失,因此,要在排样图设计时对空工位的设计引起必要的重视。
更好的为改善乳制品质量水平提供保障。
[1]李硕本.冲压工艺学[M].北京:机械工业出版社,1982.
[2]王孝培.冲压设计资料[M].北京:机械工业出版社,1983.
[3]《冲模设计手册》编写组.冲模设计手册[M].北京:机械工业出版社,1988.
[4]明 海进.图解冲压级进模设计[M].上海:上海市黄浦区模具技术协会,1987.
[5]宁建华.多工位级进模设计方法与技巧[M].北京:机械工业出版社,2009.
[6]陈炎嗣.多工位级进模设计手册[M].北京:化学工业出版社,2011.
