轧辊偏心对动态AGC恒压力系统的影响分析
2013-09-04潘艳君双远华侯云辉
潘艳君,双远华,周 研,侯云辉
(太原科技大学 机械工程学院,山西 太原 030024)
0 引言
轧辊偏心对薄带材的厚度精度有很大影响[1]。依靠传统的机械手段无法消除这种影响,采用液压压下实现厚度的自动控制,在一定程度上可消除轧辊偏心的影响[2]。本文主要在轧辊偏心以及来料厚度发生变化时,分析动态AGC对辊缝的调节过程。
1 动态AGC和压力闭环控制方式原理
平整机恒压力控制系统一般采用压力闭环和动态AGC恒压力特性[3]两种方式。从应用效果来看,动态AGC效果要好,但动态AGC对模型参数的要求更高,特别是在冷平整过程中,轧件塑性系数Q[4]对系统有较大的影响,除了保证模型参数外,还需考虑轧辊偏心的影响。
恒压力法是通过采用压力传感器测出的轧制力和轧制力基准信号的差值来实现辊缝的调整,是一种主动式轧辊偏心控制法。单纯由轧辊偏心引起的轧制力变化量ΔPe为:

其中:M为轧机刚度;e为轧辊偏心率。
由式(1)以及传感器测出的轧制力偏差可计算出轧辊的偏心量,根据轧辊的偏心量调节辊缝,对轧辊偏心进行补偿。
通过对动态AGC模型分析可知,改变当量刚度值可以实现恒厚度和恒压力控制,因此需要研究动态AGC恒压力特性能否对轧辊偏心进行直接补偿。设ΔSk为第k次计算时的辊缝调节量,则有:

其中:MC为当量刚度;C为可变刚度系数;KB为控制系统的增益值;ΔPk为第k次计算时的轧制力变化量。
式(2)为动态AGC原始模型,为了分析方便,取KB=1。当MC=0时可实现平整机恒压力特性,即:

第一次采样控制时轧制力变化量ΔP1和辊缝调节量ΔS1分别为:第二次采样控制时:


第k次采样控制时,辊缝调节量ΔSk为:

2 轧辊偏心对动态AGC的影响分析
分别对轧件扰动不变、轧辊存在偏心时动态AGC的辊缝调节过程以及轧件厚度变化同时轧辊也存在偏心时动态AGC的辊缝调节过程进行分析[5]。
2.1 轧件的扰动不变、轧辊存在偏心时的辊缝调节
若扰动不变,轧件厚度和硬度等参数以及轧件的塑性曲线均不发生变化。
在第一次采样时,由于轧辊的偏心轧制力变为P1,由式(4)知,第一次采样时辊缝的调节量为:

图1为轧件扰动不变、轧辊偏心时辊缝调节过程。从图1△ABC中可以看出,第一次采样时,轧辊的偏心问题通过该模型可以很好地解决。

图1 轧件扰动不变、轧辊偏心时辊缝调节过程
第二次采样时,由于轧辊的偏心轧制力变为P2,此时根据动态AGC的辊缝调节量的计算公式可知,ΔS2变为:

从图1△ADF中可以看出,为了保持轧制力不变,第二次采样时辊缝的调节量应当为:

这显然与采用动态AGC进行恒压力计算的辊缝调节量不同。在第n次调节过程中,动态AGC不能消除轧辊偏心的影响。由此可以看出,单纯的依靠动态AGC的恒压力控制模型来解决辊缝的偏心问题是不行的。
2.2 轧件厚度变化、轧辊也存在偏心时的辊缝调节
在轧辊工作直径变大,轧件厚度变小,其余参数不变的条件下,分别对动态AGC辊缝调节的采样控制过程进行分析,见图2。

图2 轧件厚度变化、轧辊偏心时辊缝调节过程
在图2中,曲线L1、L2、L3、L4和L5分别为辊缝初始位置的轧机刚度曲线、第一次采样时轧制力保持不变辊缝调节后的轧机刚度曲线、第一次采样时轧辊存在偏心时的轧机刚度曲线、第二次采样时轧辊存在偏心时的轧机刚度曲线以及第二次采样为了保持轧制力不变辊缝调节后的轧机刚度曲线。
由图2可知,轧辊的偏心会造成轧机的辊缝值和轧机的刚度发生变化(曲线由L1变为L3,轧件的入口厚度则由H0变为H1),轧制力由P0变为P1。若将辊缝由S′1调节至S1位置,轧制力即可保持P0不变。
为了保持轧制力恒定,辊缝的调节量应为:

在图2的△ABC中,ΔS1所对应的是线段AB的长度LAB,经动态AGC计算后可知经过调节轧制力无法保持不变。第二次采样时,轧辊的偏心同样会使得轧机的刚度、轧件的入口厚度、轧制力等参数发生变化。由图2可以看出,让辊缝由S′2调节至S2位置,轧制力可以保持P0不变。此时ΔS2为:

式(9)所对应的辊缝调节量为LAB+LDF,经计算可知经过辊缝调节后并不能达到曲线L5所在的位置,因此轧制力不能保持P0不变。在第n次调节过程中,动态AGC不能消除轧辊偏心的影响。
由以上分析可知,在采用动态AGC进行恒压力控制时,无论是轧件的入口厚度、硬度等扰动存在与否,都不能消除轧辊偏心所造成的影响。
3 实验研究
本文借助山西省重点实验室的二辊平整机进行研究来检验上述的分析结果是否正确。
首先对轧辊偏心进行测试,测试结果如图3所示。由图3可知,轧辊的最大偏心量为10μm。根据设定轧制力与实际轧制力稳定性及控制精度的高低即可判断出补偿环节的投入与否对控制效果的影响。在补偿环节投入前、后的轧制力波动情况如图4所示,从总轧制力的变化趋势可以看出,在动态AGC恒压力控制系统投入后,需要加入轧辊偏心补偿环节才可提高控制系统的控制精度及稳定性。
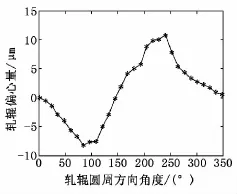
图3 轧辊偏心量变化图
4 结论
(1)动态AGC可以实现恒压力控制,在冷平整过程中控制模型需要较准确的轧件塑性系数。
(2)动态AGC恒压力特性需要增加偏心补偿,但不需要增加附加厚度补偿。
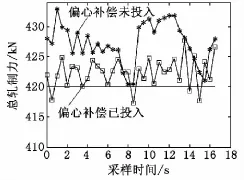
图4 总轧制力变化曲线
[1] Zhu Yiguo,Mao Zhizhong,Liu Chibing.Summary of roll eccentricity compensation for steel rolling mills[J].Basic Automation,1998,3:1-4.
[2] Liu Jianchang,Wang Zhenxiang,Wang Liping,et al.An AGC system able to compensate roll eccentricity [J].Electric Transmission,1994,6:18-22.
[3] Zhang Jin-zhi. Parameter analysis and experimental verification of AGC pressure system [J].Metallurgical Industry Automation,1984,8(1):24-31.
[4] Zhang Jin-zhi. New method for measuring plastic coefficient of rolling stock and its application[J].Iron and Steel,1989,24(2):33-37.
[5] Zhang Wen-xue,Zhang Dian-hua,Yan Dan,et al.Analysis on influence of model parameters on the performance of pressure AGC [J].Journal of Materials and Metallurgy,2009,8(3):209-212.