135°键槽铣削夹具的设计
2013-08-22周晓敏
周晓敏
(广东科豪木工机械有限公司,广东 佛山 528308)
0 引言
夹具是在加工过程中保证工件在加工时对刀具及成形运动具有正确的相对位置,并将工件牢固地夹紧的一种工艺装备。夹具的主要作用是:保证和提高产品质量(制件可以更准确的进入加工位置);提高劳动效率(减少人工安装调整工件的时间);扩大机床的使用范围;改善劳动条件,降低产品成本。夹具分为通用夹具和专用夹具,本文以普通立铣床加带有夹角度135°两键槽的轴为例,设计一个加工键槽的专用夹具,解决了在普通立铣床批量加工该轴的装夹费时、对刀慢、加工效率低的问题。
1 装夹方式分析
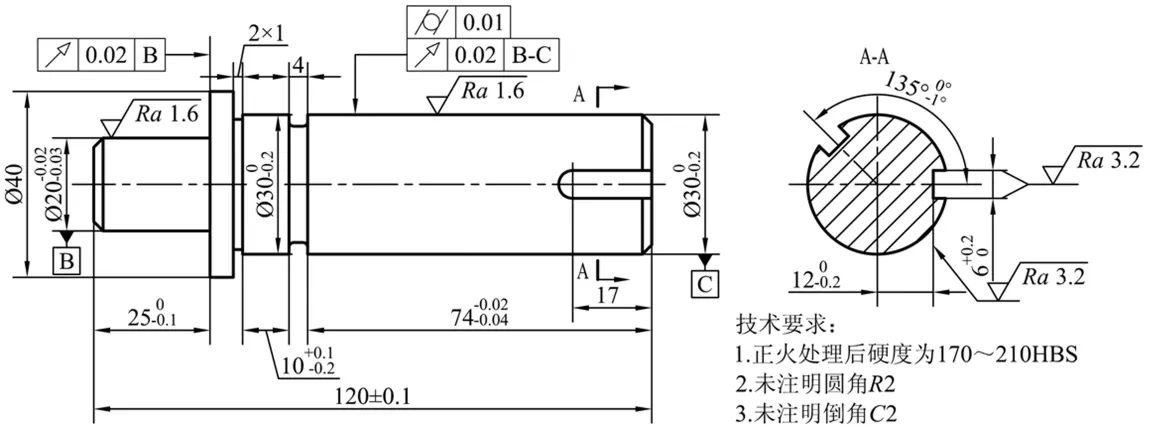
图1 零件图
根据图1分析,该轴类零件载加工过程中的装夹较困难,由于机用平口钳装夹不能保证两键槽135°±1°的角度精度要求,故不能使用机用平口钳装夹;如采用分度头装夹,由于装夹易造成误差影响了键槽的精度,且装夹校正费时。在保证工件的加工精度的前提下,可根据轴加工工艺设计一个专用夹具,可减少装夹时间、提高装夹精度,从而大幅提高生产效率。
2 夹具设计、加工与安装
夹具是工艺装备中的一个重要组成部分,是确保产品质量及提高生产效率的一项重要技术内容。夹具的设计基本原则为:确保工件的定位、夹紧的可靠性,有效的实现快速夹紧、减少对刀时间,实现提高加工效率的设计目的。
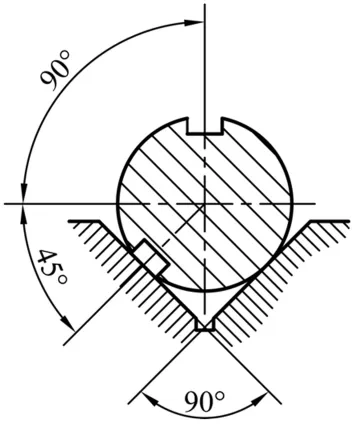
图2 装夹角度
该轴类零件在普通立铣床上主要是加工出宽6mm、深3mm的两个键槽,同时保证两键槽夹角135°±1°。由零件图可知,保证好135°±1°角的准确性是该轴类零件铣削加工的关键。
2.1 夹具装夹角度分析
135°夹角是一个特殊的夹角,如果以该轴径面的水平中心线为基准45°正好是135°。故找出该轴径面的中心线,然后在中心线上定出45°即可。如图2所示。
2.2 定位方案的确定
V形块是轴类零件常用的定位基准,故采用V形块作为该轴类零件的定位件,并在V形块的顶面加工出两个M10螺纹孔用于安装压紧零件的压板。
轴类零件铣削加工的键槽的宽为6mm,采用Φ6销标准圆柱销作135度夹角的定位件(如图3所示)。
考虑到V形块要安装在铣床工作台上,所以采用一块厚度为15 mm的底板与V形块连接作底板。底板与V形块用4个M8的螺栓作连接固定;底板与工作台上采用M12的螺栓固定连接,故底板左右两侧各开一个U形槽,以方便底板在工作台上拆装。
2.3 夹具关键定位零件的加工
销在V形块斜面上位置的精度直接影响夹具定位角度 135°±1°的精确度,故销孔在加工中的定位一定要精确。定位销孔在V形块上的定位方法如下:

图3 V形定位块
将工件分中后,将刀具调整好45°后刀具往下移动15mm距离即的半径,此步骤主要是为了准确确定定位销孔在斜面上的位置。机床的刻度有一定的误差,所以要保证45°的精确度,需要通过打表的方式加以校正:用百分表在主轴的一处接触,使百分表指针跳动3格,即0.03mm(见图4中a)。此时将电子表Z轴和X的数值清零,将电子表Z轴和X的数值清零后,将百分表在Z轴方向正方向移动一定的距离,取整约 10mm,已知直线①②为10mm(见图4中b),直线①③与直线①②的夹角为45度,通过三角函数可得出百分表在②处到③处的距离计算值为10mm。因为百分表在①处时百分表指针跳动3格,即0.03mm,所以②处到③处的实际距离应为10.03mm(见图4中c)。此时在②处将百分表要移动10.03 mm数值到③处,当百分表按10.03 mm数值移到③处时,若百分表指针不跳动说明主轴不是准确的45度,此时将铣床主轴摆动调到10.03 mm数值为止,再进行钻孔,销与V形块上的销孔是过盈配合,钻V形块上Φ6的斜孔采用Φ5.8的钻头,钻好之后用Φ6的铰刀进行铰孔,键槽的深度为3mm,Φ6定位销在表面应留出2.5mm即可。
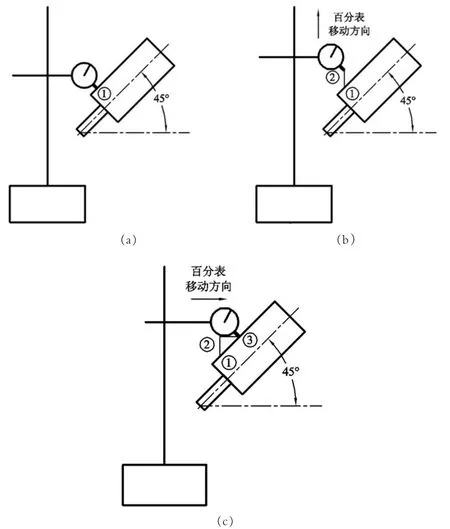
图4 钻定位销孔校正打表示意图
2.4 夹具安装调整
在铣削键槽前,需找正铣床主轴与夹具的中心位置,使它们保持较高的位置精度,如图5所示。使用车好的专用定心工具对两V形块进行快速校正,并安装好在工作台上,操作方法为:先用百分表来测量定心工具圆锥部分与铣床主轴同轴度误差,误差应在0.01~0.02mm之内,然后使用圆锥部分与V形块贴紧,最后把U形槽以M12螺栓固定。

图5 定心调整安装夹具
3 夹具的使用
加工宽为6mm深为3mm的键槽,选用四刃平铣刀,工件在工作台装夹好后,加工第一个键槽时,要让铣床主轴对进行分中。此次分中后,工件的加工不再进行分中,因为轴已经固定在夹具上,分中后V形块的中心已经与铣刀轴心对齐。3mm的深度分三刀进行铣削,每刀铣1mm,以保证切削平稳,振动较轻。
此轴两个键槽的加工,可分为两步进行。
加工第一个槽时(见图6a),将工件放在1V形块上,轴端顶住定4位销,调整好3螺栓将2压板压在工件表面上,手拧螺母至紧,然后再用扳手拧5螺栓压紧工件,按正常进给,完成键槽的加工。
铣削第二个键槽时(见图6b),将工件上已加工好的第个键槽卡在4定位销上,使用同样的方法调整好2压板3螺栓轻压在工件表面上,然后再用扳手拧螺栓5压紧工件,按正常进给,完成第二个键槽的加工。
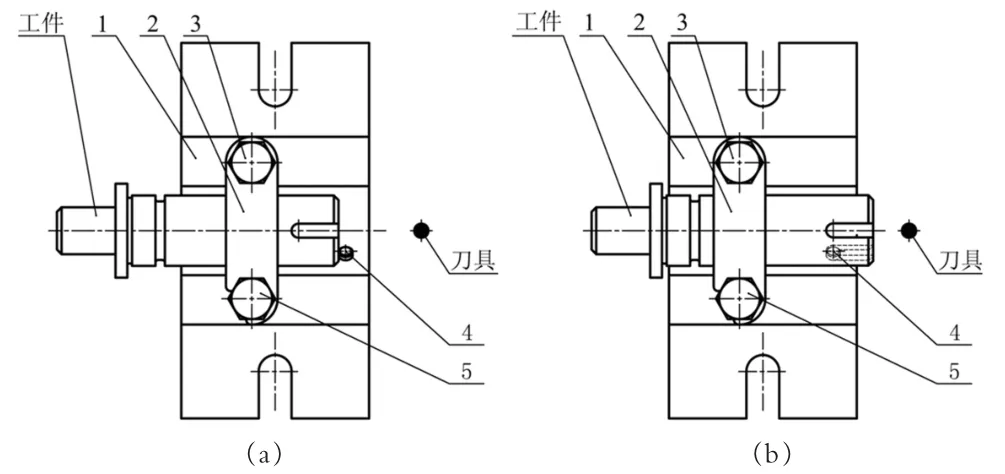
图6 夹具使用
4 使用效果
以不使用和使用专用夹具加工同一批次的零件作为对比,两者装夹时间、对刀时间、生产效率、产品报废量等数据对比如下:
装夹时间:不使用夹具5min 使用专用夹具装夹20s
对刀时间:不使用夹具10min 使用专用夹具2min
产生效率:不使用夹具20min/个 使用专用夹具5min/个
产品报量:不使用夹具5% 使用专用夹具0.2%
5 总结
通过文中的分析、研究,使用合适的供装夹具变难加工为简单加工,而且高质量、高效率地完成加工任务。可见供装夹具在机械加工中的作用举足轻重。
综上所述,在机械加工中,难免避免的存在着设备不先进、不全面,造成操作困难的情况,如何合理使用有限的设备高效率生产出合格的零件,工艺设计和工装夹具的使用极其关键。对于结构复杂、技术要求高的零件,工装夹具更是要设计得严谨、合理。故只要按照学科的理论,选择合理的加工工艺路线,配合合适的供装夹具,既能保证零件的加工要求,又可以大大降低劳动强度,从根本上降低制造成本,为企业创造更高的经济效益。
[1]赵如福.金属机械加工[M].上海科学技术出版社,2006(10).
[2]成大先.机械设计手册[M].化学工业出版社,2004(1).
[3]王启平.机床夹具设计[M].哈尔滨工业大学出版社,2005(7).
[4]李昌年.机床夹具设计与制造[M].机械工业出版社,2007(1).