蓄电池极板自动包片设备的自动供隔板纸装置设计*
2013-08-02林党养王海霞
林党养,王海霞
(福建电力职业技术学院机电工程系,福建泉州 3620000)
1 引言
目前我国电瓶车被广泛使用,这使得蓄电池组装企业得到快速发展。但是蓄电池组装生产企业的生产工艺流程基本一致。即铅片经称量后按照重量进行分组;每片铅片中间隔一层玻璃纤维隔板;将同组的铅片焊接在一起装入塑料壳体内,然后将壳体内不同组的铅片桥焊在一起封盖,加入配制好的稀硫酸;最后进行充电、包装。其中包片工序是将具有绝缘性能的隔板纸对折起来形成可供极板容纳的凹腔,然后再将蓄电池极板放入此凹腔内,这样即可完成极板的包片工序[1-4]。
蓄电池包片工序作业步骤如下:①工人取确定重量范围内的正负极板各若干片,放在座位前右侧工作台面上,有序堆放成几堆;②再取用于隔离正负极板的具有绝缘性能的隔板纸一包,放在座位前左侧工作台面指定位置,取捆扎用橡皮筋一包,同样放在座位前左侧工作台面上;③清理工作台面粉尘与异物,使工作台面保持无杂物、无积尘;④右手从负板堆中取一片负板,放在正前方工作台面上;⑤用左手的拇指、食指从隔板纸中取隔板纸,轻拿隔板纸的正、反二面,正面向下,反面向上,叠放在上一块负极板的上表面,隔板纸的中心线应与极板的中心线重合;⑥右手从正板堆中取一片正板,放在隔板纸中央,隔板纸的中心线应与极板的中心线基本重合,然后用右手将隔板折弯,以包住正极板,再用左手拇指压住;⑦右手从负板堆中取一片负板,放在包住正极板的隔板纸上,同样隔板纸的中心线应与极板的中心线基本重合;⑧根据产品规格、工艺要求反复进行⑤、⑥、⑦步骤,直到一个集群包合完成;然后取橡皮筋在极群上横向捆扎二道,将装配完成的极群放入集群箱中。
手工作业包片工序完成效率随工人的工作复杂程度、疲劳程度、情绪、工作环境的变化而变化,生产效率较低。另外,由于工人反复接触极板,极板表面掉落的铅尘将对其健康造成影响。同时在包片过程中粘在工人手上的正负极粉会转移到隔板纸上,使隔板纸上的正负极粉易与隔板纸内极板上的正负极粉混合在一起,造成极板上的正极粉或负极粉与隔板纸上的负极粉或正极粉相导通而自行放电,影响产品性能的稳定性。
基于上述情况,自主开发了自动包片设备,其装配简图如图1所示,主要包括供极板机构2、供隔板纸机构3、包片叠加机构4以及输送机构;实现自动供极板、自动送隔板纸、自动包片叠加组装功能。其中供隔板纸机构实现了自动送隔板纸功能,笔者主要介绍供隔纸板机构。
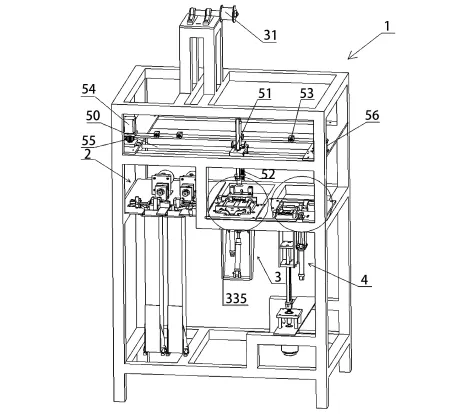
图1 设备总装配图
2 供隔板纸装置的结构设计
供隔板纸机构3的放大图如图2、3所示,供隔板纸机构3包括设于机架1上的供隔板纸台面板30用于支撑滚卷隔板纸的滚轴座31。供隔板纸台面板30设有前挡板300、后挡板301、翻转装置以及切割装置。其中翻转装置包括定位压板以及带动定位压板以其侧边为轴边进行左右翻转的翻转驱动机构302。前挡板300上设有一光电感应器305如图2所示,后挡板301设有隔板纸开口。定位压板由左定位压板303和右定位压板304组成。左定位压板303、右定位压板304、前挡板300以及后挡板301围成一隔板纸放置区域,围成的面积和隔板纸的面积相同。
切割装置包括可上下动作的切割刀、切割座以及将滚轴座31上的滚卷隔板纸引入到隔板纸放置区域内的入口座32。切割刀位于入口座32和后挡板301之间。切割座包括用于安装切割刀的横杆330、分别固定连接在横杆330两端的两导杆331、332、连接在两导杆331、332之间的固定杆333以及固定于包片台面板30上的两导套334。两导杆331、332分别套设于两导套334中。固定杆333连接有带动横杆330做上下切割动作的切割气缸335如图1所示。
如图2、3,入口座32包括相隔的两立柱320、321设于两立柱320、321之间的上下滚轮322、323。上滚轮322和下滚轮323之间形成隔板纸入口,下滚轮323固定套设于滚轴324上,滚轴324与一滚轴电机325传动连接。下滚轮323包括相隔布置的左滚轮和右滚轮,左滚轮和右滚轮之间形成一滚轮沟槽326。上滚轮322位于滚轮沟槽326的正上方,并且上滚轮322的宽度和滚轮沟槽326的槽宽大体相同。上滚轮322位于滚轮沟槽326的正上方,使隔板纸进入隔板纸入口时,上滚轮322可抵触于隔板纸中部,防止隔板纸左、右偏移,隔板纸更加平稳地穿过入口座32进入隔板纸放置区域。
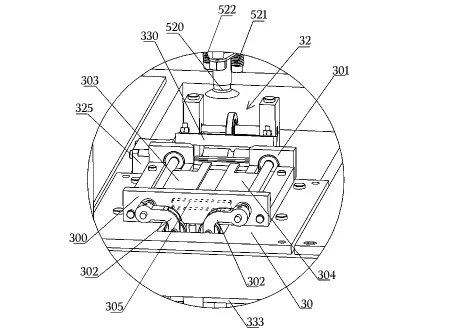
图2 供隔板纸板机构
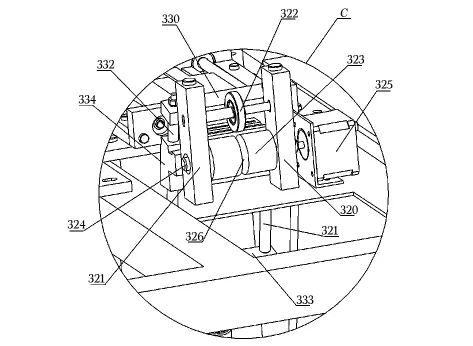
图3 供纸板机构的另一个角度
3 供隔板纸装置的工作原理
该装置通过集成电路控制,实现自动切割隔板纸和自动送纸功能。具体原理如下。
(1)滚轴电机325带动滚轴324转动,隔板纸通过隔板纸入口进入隔板纸放置区域,当隔板纸覆盖隔板纸放置区域后,即设于前挡板300上的光电感应器305感应到隔板纸时,滚轴电机325停止转动,切割气缸(图1中335)带动横杆330做向下切割动作,切割动作完成后,翻转驱动机构302动作,左定位压板303和右定位压板304相向翻转,直到压住隔板纸后,翻转驱动机构302停止动作,即切割隔板纸完成。
(2)由图1~3,吸盘器支撑座51沿水平导杆50向左滑动,停于隔板纸放置区域正上方,这时翻转驱动机构302动作,左定位压板303和右定位压板304相反翻转,直到打开隔板纸后,翻转驱动机构302停止动作,吸盘器52下降,吸盘器上的吸盘头520吸取隔板纸,然后吸盘器52回位,吸盘器支撑座51沿水平导杆50向右滑动,停于包片开口正上方,吸盘器52下降,把隔板纸放于极群放置板上,然后吸盘器52回位,即隔板纸放置完成。
4 结语
自动供隔板纸装置备实现了自动切割隔板纸和自动送隔板纸,整个操作过程通过自动化集成控制实现,提高了包片效率,自动化程度高。操作工人接触隔板纸机会少,克服了因工人频繁接触隔板纸所导致的,隔板纸上的正负极粉易与隔板纸内极板上的正负极粉混合在一起导通并自行放电,影响产品性能的稳定性的问题。
[1] 金玫华,刘 弢,张 鹏,等.湖州市蓄电池组装企业职业性铅危害现状研究[J].中国农村卫生事业管理,2011,31(10):1067-1069.
[2] 陈自强,唐琴芳,潘 志,等.职业性铅接触者血铅剂量-反应关系[J].中华劳动卫生职业病杂志,1996(4):27-27.
[3] 盛红艳.2004~2008年某蓄电池生产企业铅职业危害调查[J].职业卫生与病伤,2009,24(3):178-180.
[4] 刘 璐,孙宝林.职业铅中毒调查分析[J].中国安全生产科学技术,2008,4(4):157-160.
