厚板熔透型组合焊缝焊接技术
2013-08-02中国葛洲坝集团机械船舶有限公司湖北宜昌443007张建中李丽丽
中国葛洲坝集团机械船舶有限公司 (湖北宜昌 443007) 张建中 李丽丽
1.概述
向家坝水电站工程的6台固定卷扬式启闭机设备用途情况如下。
(1) 2×6500kN双吊点固定卷扬式启闭机一台,下闸蓄水前:安装在6#导流底孔进口364.00m高程排架上的平台上。下闸蓄水后:拆分成两台6500kN单吊点固定卷扬式启闭机,安装至左岸冲沙孔进口408.00m高程排架上的机房内。
下闸蓄水前:用于启闭6#导流底孔进口双吊点封堵门。下闸蓄水后:用于分别启闭左岸冲沙孔进口单吊点检修门和单吊点事故门。
(2)2×4500kN固定卷扬式启闭机一台,安装在6#导流底孔出口320.00m高程排架上的平台上,用于启闭6#导流底孔出口工作闸门。
(3)2×2500kN固定卷扬式启闭机共4台,分别安装在地下厂房尾水洞出口324.00m高程排架上的启闭机房内,用于启闭地下厂房尾水洞出口的4扇检修门。
2.工程特点
固定卷扬式启闭机的制造难点及重点是:卷筒的卷制和焊接技术;卷筒绳槽的加工技术。卷筒厚板纵缝对接和环缝对接常采用焊接滚轮架+埋弧焊的方法,其工艺技术非常成熟。本项目重点对卷筒腹板与筒体和卷筒毂形成的组合焊缝进行研究,由于该部位焊缝集中,封闭焊缝较多,钢板又厚,所以在焊接工艺上必须严格控制。
3.结构特征及材料分析
向家坝2×6500kN双吊点固定卷扬式启闭机卷筒结构如图1所示。其腹板Ⅰ、Ⅱ、Ⅲ与筒体的组合焊缝为二类焊透型焊缝,腹板与卷筒毂、轴套形成的组合焊缝为二类焊透型焊缝。腹板及筒体采用Q345B,卷筒毂采用Q345B锻钢,轴套采用35锻钢。三种材质属于低合金高强钢,焊接性良好,其焊接热影响区组织与性能的变化对焊接热输入较为敏感,热影响区淬硬倾向较大,对氢致裂纹敏感性较大,同时因为焊接量大,结构形式较复杂,焊接热输入大,焊接应力大,往往会产生焊接变形和裂纹等问题,因此对焊接工艺提出了很高的要求。
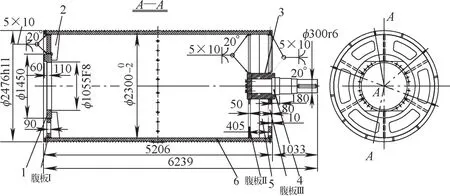
图1 2×6500kN双吊点固定卷扬式启闭机卷筒结构
4.焊接工艺制定考虑的因素
(1)结构分析 从图1中可以看出,卷筒体刚度较大,焊接时应力无处释放,将产生较大拘束应力,易产生裂纹。卷筒在卷弧过程中,筒体内壁受压、外壁受拉,内部会产生应力;焊缝距圆筒的端面较近,在焊接过程中,钢板受热及焊缝收缩将会产生拉应力。
(2)材料因素 卷筒外壁钢板较厚,在生产轧制过程中容易在钢板的中间部位沿轧制方向形成层状非金属夹杂物。焊条、焊丝、焊剂受潮未烘干,坡口表面有水、锈、油污等,会容易产生气孔。
(3)其他因素 焊前不预热,焊后没有缓冷措施,将容易产生裂纹。焊接区的水分将会产生气孔和氢致延迟裂纹。工件焊接量大,热输入大,如果焊接顺序不合理易产生焊接变形。
5.焊接工艺的确定
(1)焊接方法的选择 焊接方法有焊条电弧焊、熔化极CO2气体保护焊。由于工件厚度大,焊接量大,并且都是环焊缝,故适用于采用连续焊接,焊缝打底及内填充和中间填充部分焊缝采用焊条电弧焊,外填充及盖面焊采用CO2气体保护。
(2)焊接材料及要求 ①打底焊和内第一层填充焊缝:采用J427焊条电弧焊。②中间填充焊缝:采用J507焊条电弧焊。③外填充及盖面焊缝:采用ER501T-1药芯焊丝气体保护焊。④焊接材料烘焙。J427:经300~350℃烘焙1h;J507:必须经350~430℃烘焙1h,烘陪后的焊条必须保存在100~150℃的恒温箱内,焊条表面的药皮不得有脱落和明显的裂纹。施焊时,待用的焊条必须存放在具有电源的保温筒内,随用随取。存放于保温筒内的焊条超出4h时必须重新烘焙,重复烘焙的次数不得超过两次。⑤焊缝的填充如图2所示,腹板的总厚度90mm(80mm、50mm);打底和中间30mm(20mm)内填充材料为J427和J507焊条;腹板30~70mm(20~40mm)的填充材料为J507;腹板70~90/80mm(40~50mm)的填充材料为ER501T-1。
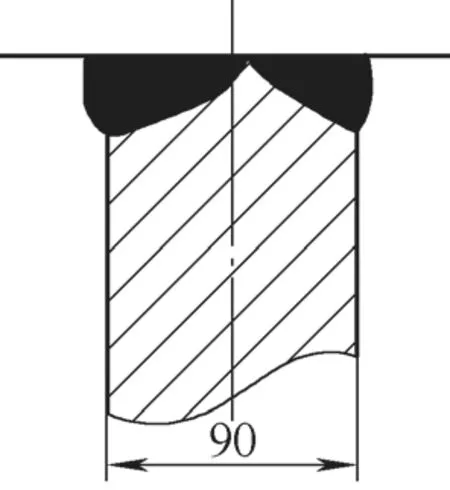
图2 腹板焊缝填充
(3)焊接工艺及要求 第一,腹板坡口开制,因为腹板与轴套和筒体连接焊缝为二类焊缝,坡口开制在腹板上,采用K形坡口,留5mm钝边,腹板坡口开制采用机加工方式,坡口形式如图3所示。
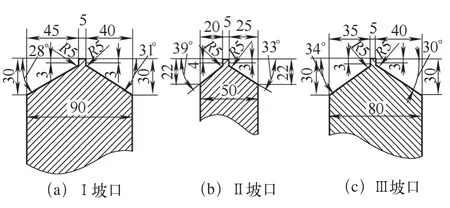
图3 腹板Ⅰ、Ⅱ、Ⅲ坡口示意
第二,焊缝清理:清除焊道两侧50mm范围内的熔渣、铁锈、油污、水迹等污物,清理后的焊道表面必须露出金属光泽。
第三,预热温度150~180℃,预热宽度为焊道中心两侧各200mm范围,背面焊缝清根前同样需要预热,用表面温度计在焊道中心两侧50mm处对称测量,测量点≥3对;层间温度:不低于预热温度,且≤200℃;后热:焊后立即进行后热消氢处理,后热温度为250~350℃,保温时间≥2h,保温后关闭电源,并用保温棉包裹缓冷。焊缝预热时,用温度控制箱和陶瓷加热器加热,并辅以烤枪进行预热,温度控制到位。
第四,焊接位置:卷筒卧放在焊接滚轮架上,始终处于立焊位焊接。
第五,焊接参数:打底焊:焊条φ3.2mm,焊接电流100~120A,电弧电压23~25V。后续各层焊缝焊条φ4mm,焊接电流160~180A,电弧电压25~28V。气体保护焊焊丝φ1.2mm,焊接电流230~250A,电弧电压24~28V,焊丝干伸长度18~20mm。
第六,填充焊和盖面焊要采用多层多道焊接,除打底和盖面焊外,中间各层在焊接时伴以小锤锤击消除应力,或者用风铲对焊缝进行锤击,使焊道表面得以伸展,以补偿焊缝的收缩,减少焊接应力,避免产生裂纹。
第七,卷筒的焊接必需连续操作一次完成,要求三班作业连续焊,在焊工的人员配备上要求能操作气刨的焊工,技术质检员进行全程监控。
6.焊接
(1)焊接顺序 第一步先焊接腹板Ⅱ、Ⅲ与轴套的组合焊缝,第二步再焊接腹板Ⅰ与卷筒毂的组合焊缝,第三步焊接三块腹板与筒体的组合焊缝,所有焊缝合格后,再装焊肋板。
(2)内圈焊缝焊接 先焊接内圈环焊缝,为了避免焊接过程中应力集中,焊前将整圈焊缝分四个象限进行焊接,两名焊工对称在立焊位进行焊接。
第一,先焊接一、三象限外侧焊缝,打底焊两层和填充焊两层,焊缝厚度在20mm左右;在内侧气刨清根,打磨后进行焊接,焊接3层焊缝。此后的填充焊缝,内外各布置一名焊工左右部位对称进行焊接,使整条焊缝焊接达到50mm的厚度。
第二,进行第二、四象限焊缝的焊接,方法同第一项。
第三,两人对称完成第一、三象限内填充焊缝的焊接,只留最后一道盖面焊缝;两人对称完成第二、四象限内填充焊缝的焊接,也只留最后一道盖面焊缝。
第四,最后一道盖面焊缝,里外各布置一名焊工,左右对称完成盖面焊缝的焊接。
(3)外圈环缝的焊接 内圈焊缝焊接结束后再进行外圈焊缝的焊接,目的是减少焊接应力,外圈环缝焊接与内圈环缝相同。
(4)肋板的焊接 内外环缝焊接完后,再装配内侧肋板,采用CO2体保护焊进行焊接。
7.检测
对焊缝进行UT、PT检测,一次合格率100%。焊缝表面无咬边、焊瘤、弧坑等成形不良缺陷。
8.结语
对于焊接刚度较大的工件,主要是要解决焊接应力大、容易产生裂纹和焊接变形等问题,通过上述组合焊缝焊接工艺的应用,其焊缝质量好,综合力学性能优良,为今后焊接同类结构件提供了借鉴。
