镁合金薄板差温拉深成形模具温度控制系统设计
2013-07-19张涛喻祖建刘祥伟
张涛 喻祖建 刘祥伟
重庆科技学院冶金与材料工程学院, 重庆 401331
镁合金作为轻质金属结构材料,其优异的性能已引起人们广泛的关注[1]。实验测定AZ31B的室温延伸率只有15%左右[2],表明其室温塑性差,不能满足冲压成形要求。研究表明,温度是影响镁合金塑性的一个重要因素[3][4],而差温拉深是提高板材拉深性能的一项重要工艺措施[5][6]。本文设计了电阻环形线圈加热凸模和压边圈、恒温冷却水对凸模进行冷却、PID温度控制器控温的镁合金差温拉深模具温度控制系统,该系统在使用中反馈及时、温控精度高、模具温度分布均匀,提高了镁合金薄板的成形性能。
1 模具加热系统设计
在板材的拉深成形过程中,与压边圈和凹模接触的坯料作为变形区将产生剧烈的塑性变形,要求该部分材料塑性较好;而与凸模接触的材料只起到传力的作用,不参与变形,要求强度较高。镁合金的塑性随温度升高而升高的同时其抗拉强度下降[5]。因此镁合金板材拉深成形模具中,凹模和压边圈必须进行加热以提高该部分材料的塑性,凸模需要冷却以保持其抗拉强度不变。
1.1 加热装置设计
冲压模具的加热以电加热方式为主,目前主要是在模具中插入电加热棒进行加热,这种方式所需的加热棒较多,模具温度分布不均匀,靠近加热棒位置温度高,远离加热棒位置的温度低,模具存在较大的温差,这对温度极为敏感的镁合金材料的塑性变形极为不利。为了改进电加热棒加热不均的缺点,设计的凹模电阻环形线圈加热装置如图1所示,压边圈的加热装置与凹模的加热装置类似。在凹模的加热板上设计出加热管槽,管槽的外形与凹模轮廓形状相似,电阻环形加热线圈的结构形式与加热管槽形状一致。制造时,将加热线圈放入加热管槽中,并在两者的间隙中填入具有良好导热性的绝缘陶瓷材料。该加热装置中,加热线圈布置形式与凹模轮廓形状相似,模具温度分布均匀;在加热板上只有一个加热线圈,温度控制系统简单、精确,加热装置维修方便;在加热线圈与加热管槽中填入陶瓷材料,既起到了绝缘的效果,也提高了加热效率,并且可以避免加热线圈因传热不良而产生过热现象,还可防止模具在使用过程中的震动碰撞损坏加热线圈;加热板的背面开设隔热材料存放槽,热量损失少,对模具非加热部位和成形设备的影响小,模具也具有较高的强度和刚度。
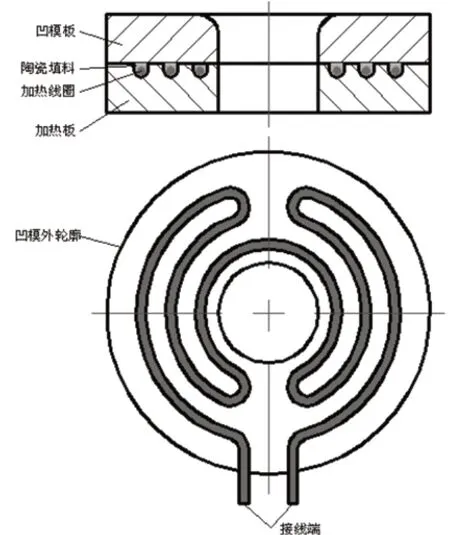
图1 加热装置结构形式
1.2 加热功率计算
电加热模具所需总功率可按下式计算:
差温拉深模具中,凹模和压边圈的外径和内孔直径完全一致,只是厚度不一致。设模板(凹模、压边圈)外径为D,内孔直径为d,模板厚度为H,模具材料的密度为g,模具钢锻造后其密度g=8200Kg/cm3,则模板的重量 为G:
将式(2)代入式(1)得模板加热所需功率为:
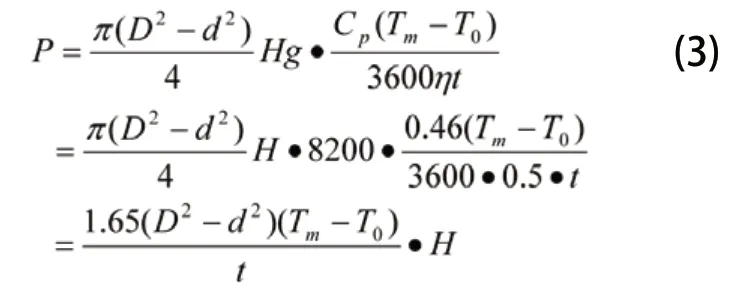
取模具升温速率为10℃/min,根据模具相关尺寸计算得到凹模和压边圈加热线圈功率为0.4KW。
2 加热温度控制系统设计
拉深凹模与压边圈均采用PID温度控制器调整所需要的温度。温度控制系统主要组成零件包括PID控制器、固体继电器和K型热电偶等组成。K型热电偶放置在压边圈和凹模外侧所钻出的侧温孔内,并将测量的温度传递到PID控制器PID控制器利用比例、积分和微分方法计算出控制量,控制固体继电器的通断从而控制电阻环形线圈的工作状态,达到控制压边圈和凹模实际温度的目的。温度控制系统原理图如图2所示。该控制系统控制过程响应快,调节量小,控制精度高,温度控制偏差为±0.1℃。
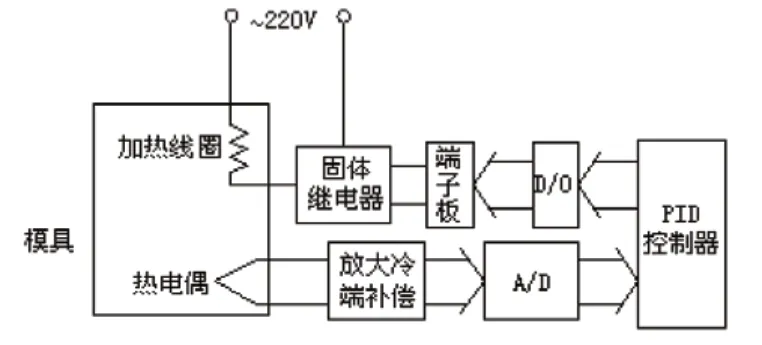
图2 温度控制系统原理图
3 凸模冷却装置设计
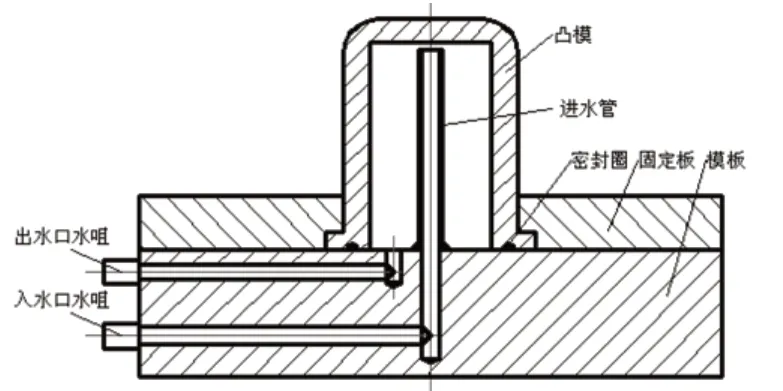
凸模温度对镁合金薄板的拉深成形性影响较大。为了提高镁合金的成形性,将拉深凸模设计成中空结构形式,并利用模温机输入循环冷却水降低温度的水冷式结构形式,如图3所示。装配时,将进水管焊接在模板上,再与凸模装配固定,进水口水管要伸入凸模底部。为了防止使用时冷却水渗漏,在凸模与模板之间、入水口水咀与模板之间、出水口水咀与模板之间装配时要采取密封措施。
4 结语
利用循环冷却水对凸模进行冷却、电阻环形线圈加热凸模和压边圈、PID温度控制器控温的镁合金差温拉深模具温度控制系统,温度控制性能良好,实现了镁合金薄板的差温拉深,保证了实验的准确性。
[1]喻祖建,李建辉,杨成林等.镁合金薄板冲压成形技术研究进展[J].热加工工艺,2012(9):116-120
[2]于勇.AZ31B镁合金板材拉伸力学性能的各向异性研究[D].大连海事大学,2009
[3]Qun-Feng Chang, Da-Yong Li, Ying-Hong Peng, etc. Experimental and numerical study of warm deep drawing of AZ31 magnesium alloy sheet[J]. International Journal of Machine Tools and Manufacture, 2007,47:436-443
[4]S.H. Zhang, K. Zhang, Y.C. etc. Deep-drawing of magnesium alloy sheets at warm temperatures[J]. Journal of Materials Processing Technology,2007,185:147-151
[5]E.Doege,K.Droder.Sheet metal forming of magnesium wrought alloys—formability and process technology.Journal of Materials Processing Technology,2001(115):14~19
[6]喻祖建,李建辉.镁合金薄板差温拉深模具设计[J].机械设计与制造,2012(7):259-261
