圆柱管螺纹丝锥夹套的设计与有限元分析*
2013-06-28李春花步跃跃胡振南
步 斌,李春花,步跃跃,胡振南
(兖矿集团 机电设备制造厂,山东 邹城 273500)
1 引言
为了保证液压系统的清洁、延长液压元件的使用寿命,掘进机所有圆锥管螺纹全部改为圆柱管螺纹。但圆柱管螺纹丝锥属于手用丝锥,与机用标准丝锥结构不同,无法直接在钻床使用[1]。
以前车间采用方法:①先加工完圆柱管螺纹丝孔的端面,在钻床钻出底孔,然后采用人工攻丝,该方法不能保证丝孔与端面的垂直度,导致装配后出现漏、渗油现象;②另一种方法是将机用标准丝锥的柄部截取下来,与圆柱管螺纹丝锥焊接在一起,以此实现机动攻丝。由于焊接时不能保证丝锥柄部与圆柱管螺纹丝锥的同轴度,导致攻丝效果不甚理想,许多丝孔装配后出现渗油现象。而且每个焊接丝锥加工4~7个丝孔后,就不能再使用,增加生产成本。
为解决以上问题,设计研究了具有过载保护功能的丝锥夹套。该夹套实现了圆柱管螺纹丝锥在钻床上的安装,方便掘进机圆柱螺纹在机床上的加工。下面将详细介绍该夹套的结构组成、工作原理及关键零部件的强度校核。
2 圆柱管螺纹丝锥夹套柄部的结构设计
在了解了各种(包括标准、非标准、细牙、英制、圆锥管螺纹、圆柱管螺纹)丝锥的外部结构后,发现同规格的圆柱管螺纹丝锥柄部结构不同于其他相同规格的丝锥的柄部结构[2-3]。不同厂家生产的圆柱管螺纹丝锥柄部尺寸也各不相同,根据车间使用情况选用上海工具厂生产的圆柱管螺纹丝锥,做为圆柱管螺纹丝锥夹套的设计对象。
标准丝锥夹套设有过载保护机构,攻丝异常时,可保护丝锥不异常受力。为了保留这一优点,设计能将圆柱管螺纹丝锥应用于钻床的具有过载保护功能的丝锥夹套。设计出圆柱管螺纹丝锥夹套的柄部,它与钻床的过载保护装置联接,起到传递扭矩和过载保护的作用,如图1所示。
3 圆柱管螺纹丝锥夹套旋转盘的结构设计
按照传统方式,每种丝锥都制作一个夹套,会造成制作成本太大,且也不便于使用。本次设计一种旋转盘结构,可以实现同一夹具下多种刀具的装夹。
旋转盘的结构如图2所示,旋转盘与夹套体之间通过销轴联接,并由钢球、弹簧和旋转盘侧面定位孔,来实现旋转盘的转动、定位以及保证丝锥的形位公差。旋转盘的周圈可以制作多个不同尺寸的丝锥安装孔,每个丝锥安装孔的底面都设计顶丝孔,用于紧定丝锥[4]。由于旋转盘中部先加工出Φ20的销轴孔,这样通过线切割的方法便可以加工出周圈的丝锥安装孔,不需要再制作冲模,大大降低了制作成本。我们将常用的丝锥规格合并到两套旋转盘上,G1/2″及以下为一套,G1/2"以上的为一套,便于过载保护装置最大扭矩的调整。

图2 旋转盘结构图

1 圆柱管螺纹丝锥夹套柄部示意图
4 圆柱管螺纹丝锥夹套锁紧结构设计
旋转盘与夹具柄部通过销轴连接,没有约束情况下,旋转盘绕销轴转动。但在在夹具使用中,要求旋转盘与夹具柄部固结一起,不能产生相对移动。本次设计锁紧结构,如图3所示,其夹紧方式是利用钢珠与旋转盘限位处的凹槽配合,当锁紧螺钉向下旋转时,压紧弹簧会使钢珠紧卡在旋转盘凹槽内,使旋转盘不能移动并且与夹具柄部固定。当需要转动旋转盘时,向上旋转锁紧螺钉,转动旋转盘,将钢珠顶起,直到下一限位凹槽,钢珠落下。

图3 夹套锁紧结构图
5 圆柱管螺纹丝锥夹套的工作原理
图4所示是圆柱管螺纹丝锥夹套,主要有三大部分组成夹套柄1,锁紧结构,旋转盘6。先将夹套按照图示装配起来,向下旋紧锁紧螺钉,使压缩弹簧将钢珠卡在旋转盘限位凹槽内,固定旋转盘。然后将夹套安装在钻床上。选用合适的圆柱管螺纹丝锥,安装在旋转盘的安装孔内,并旋紧锁紧螺钉7,固定住丝锥。接下来按照正常的钻床工作程序完成攻丝[5]。

图4 圆柱管螺纹丝锥夹套总装图
当需要更换丝锥时,切断钻床电源,旋出锁紧螺钉7,退出丝锥。向上旋转锁紧螺钉2,转动旋转盘,直到所需的安装孔,并拧紧锁紧螺钉。再重复之前的操作,固定好丝锥。
6 圆锥管螺纹夹套柄部有限元分析
6.1 模型建立
采用三维绘图软件Pro/E绘制单个飞轮结构的三维模型图。由于ANSYS与Pro/E的兼容性,可将三维模型图保存为prt的零件格式,直接导入到ANSYS软件中[6]。为减少网格划分的难度和总体分析时的时间,在绘制实体模型时可以进行简化处理,三维建模时对圆锥管螺纹夹套柄小的圆角和倒角简化为直角。
6.2 材料属性编辑及网格划分
夹套柄部材料为40 Cr,具体材料物理参数值如表1所示。根据材料属性可以在分析软件中对设置前处理阶段的弹性模量、泊松比等参数。设定参数之后对三维模型进行网格划分。

表1 材料属性
圆锥管螺纹夹套柄部的结构比较简单可以采用ANSYS软件自带的网格划分模式,网格划分之后如图5所示,网格单元排列较整齐,基本为六面体八节点单元。

图5 网格划分图
6.3 求解分析
对圆锥管螺纹夹套的柄部凹槽处施加约束,限制夹套的移动。在夹套与销轴连接处施加载荷。求解得到圆锥管螺纹夹套柄部的等效应力分布云图,如图6所示。结果显示最大应力位置出现在夹套柄部与机床连接处,最大应力为230 MPa。
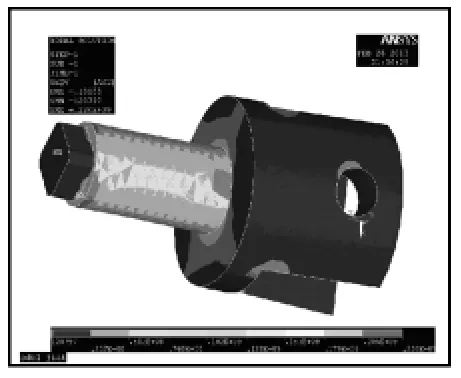
图6 等效应力云图
对于材料为40 Cr的夹套的屈服强度为785 MPa,经过有限元分析可知所设计圆锥管螺纹夹套柄部结构完全满足强度要求。
7 结语
圆柱管螺纹丝锥夹套制作完成后,经过实际使用,完全达到了设计要求和预期目的。一件丝锥可以加工100个左右的丝孔,使丝锥的使用寿命发挥到极致,大大提高了生产效率,且保证了圆柱管螺纹的攻丝质量,避免了掘进机因丝孔加工不合格而引起的漏、渗油现象,进一步保证了掘进机的整机质量。
[1] 王启平.机床夹具设计[M].哈尔滨:哈尔滨工业大学出版社,2005.
[2] 舒玉斌.数控车床攻丝夹具的设计[J].机械制造,2004(4):73.
[3] 高金华.一种安全快速的机动攻丝夹具的设计与应用[J].机械工程与自化,2012(2):152-153.
[4] 濮良贵,纪名刚.机械设计[M].北京:高等教育出版社,2006.
[5] 成大先.机械设计手册[M].北京:化学工业出版社,2008.
[6] 邓凡平.ANSYS12有限元分析自学手册[M].北京:人民邮电出版社,2011.
