大型球墨铸铁砂箱的消失模铸造
2013-06-28河柴齐耀铸造公司河南洛阳471039刘光瑞
河柴齐耀铸造公司 (河南洛阳 471039) 刘光瑞 潘 红
21/31型系列中速机是河柴重工从MAN公司引进的具有世界先进水平的机型。其中九缸机是该系列最大的机型,它所用的球墨铸铁砂箱外廓尺寸为4985mm×2244mm×600/1220mm(上/下),重量分别是6t和10t,材质为QT500-7,结构如图1、图2所示。
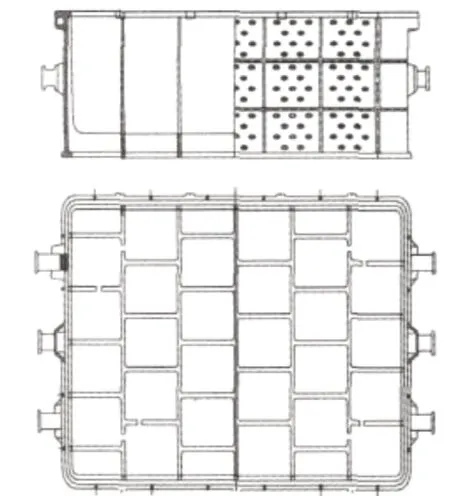
图1 下箱
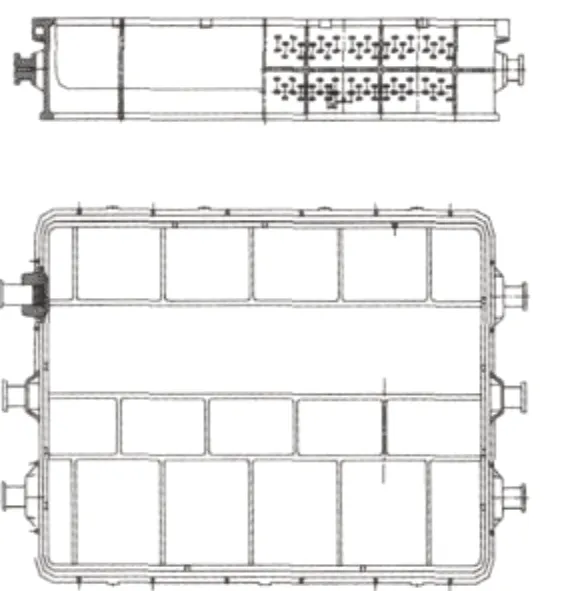
图2 上箱
用传统的生产方法制作砂箱,需做十几个木芯盒,人工及材料费用较高,生产周期长,造型、制芯、装箱工作量大。另外,此砂箱外形尺寸较大,根本没有更大的砂箱来做套箱,同时生产周期要三个月,无法满足生产的急需。
消失模铸造是近些年新兴的铸造方法,用来生产单件小批量的铸件具有生产周期短、成本低等特点,在大批量铸铁件等生产上也有成熟的应用,但在生产时需要有一定的真空度。
在接到生产任务后,经过充分的讨论分析,在没有抽真空的情况下采用地坑方式生产出了一套合格的砂箱,具体工艺如下。
消失模到厂后首先在表面刷上4~5层醇基锆粉涂料(非消失模专用涂料,勿点燃),利用地坑的一端三面墙做侧壁,另一端用浇注完未落砂的大铸件砂型做侧壁,地坑底部铺300mm厚呋喃树脂自硬砂刮平后做底,砂箱外侧留400~500mm的吃砂量,砂箱内部留300~400mm吃砂量。为减少用砂量,在砂箱内部放有空箱(上部盖严),空箱上放出气绳排气。为防止消失模变形,筋板面向上,底部用钉子固定在底部砂胎上,填砂时注意两边同时填砂,并先填四个角,使消失模能够更好地固定。
上部的筋板连接处,以及筋板与侧壁连接处放内径80mm、高80mm(上箱)和160mm(下箱)的发热保温冒口,一个角做内浇口,砂箱吊把扎出气孔,填满砂后不要烧消失模,防止涂料层脱落。
为降低成本用现有的大量铸件飞边、浇道等杂铁熔化,用热分析仪调整成分至QT500-7的要求,采用浇口杯浇注,浇注温度1400~1430℃,大流快浇,浇注后48h方可落砂,清理后经检查浇注的砂箱完全满足图样要求。从开始做消失模砂箱到最后落砂仅用15个工作日,极大地减少了生产时间和成本。
综上所述,可得出如下结论:
(1)用消失模和呋喃树脂自硬砂铸造时,只要工艺合适,即使在没有抽真空的情况下也完全能生产出满足工艺要求的砂箱。
(2)尽可能采用消失模专用涂料,否则如消失模不烧掉在浇注时会产生大量的烟尘。
(3)在没有抽真空的情况下还可用来进行一般铸件的工艺调试,能极大地减少调试时间并节省费用。
