新建兰州北机务段中修厂房组合工艺方案设计
2013-06-05胡平
胡 平
新建兰州北机务段中修厂房组合工艺方案设计
胡 平
(中铁第一勘察设计院集团有限公司环境与设备设计处,西安 710043)
结合兰州北机务段的工程设计实例,对机车中修工艺流程和厂房组合形式进行了探究。针对检修工作量大,建设场地受编组站限制的主要特点,讨论了车体定位修和流水修2种工艺,并通过多角度地对比和分析,得出流水修工艺是适应兰州北机务段需求的最佳方案。与定位修工艺对比,流水修工艺能够有效提高检修能力和作业效率,进而为优化机务设备生产力布局创造了有利条件。
兰州北机务段;中修厂房组合;工艺设计
1 概述
兰州枢纽机务设施现有兰州西机务段和兰州运用整备车间。兰州西机务段为电力机车中修段,目前承担兰州枢纽货运机车的运用整备及小辅修任务,以及承担兰州枢纽客货运机车的中修任务。兰州运用整备车间现隶属兰州西机务段管辖,承担兰州枢纽客运机车的运用整备以及小辅修任务。配套兰州枢纽总图规划建设,以及根据兰渝线、兰新第二双线、宝兰客专设计批复,兰州西机务段被整体拆除,相应在兰州北编组站新建兰州北机务段和兰州北机务折返段,并明确兰州北机务段按照中修段进行建设,由其替代兰州西机务段功能。
新建兰州北机务段位于兰州北编组站下行出发场与上行到达场之间,结合编组站功能需求以及兰州枢纽机务设备布局的功能定位,该段除承担本段机车的运用整备任务外,还承担枢纽内货运机车的小修任务,以及承担枢纽内客货运电力机车的中修任务。
2 检修规模
2.1 兰州枢纽电力机车中修工作量
目前兰州铁路局电力机车中修任务主要由兰州西机务段承担,其次由迎水桥机务段作为辅助中修段承担少量检修任务。由于兰州枢纽位于西北地区铁路网关口,随着铁路网建设的不断完善,按照机务设备“长交路、轮乘制、专业化、集中修”的技术政策,以及机务设备布局不断优化的发展要求,兰州铁路局承担的机车交路将以兰州枢纽为中心展开辐射,最终将使兰州铁路局电力机车中修工作量集中于兰州枢纽内。根据研究年度建设路网客货运量预测数据,同时结合研究年度设计客货运机车交路进行计算,得出兰州枢纽电力机车中修工作量,具体数据见表1。
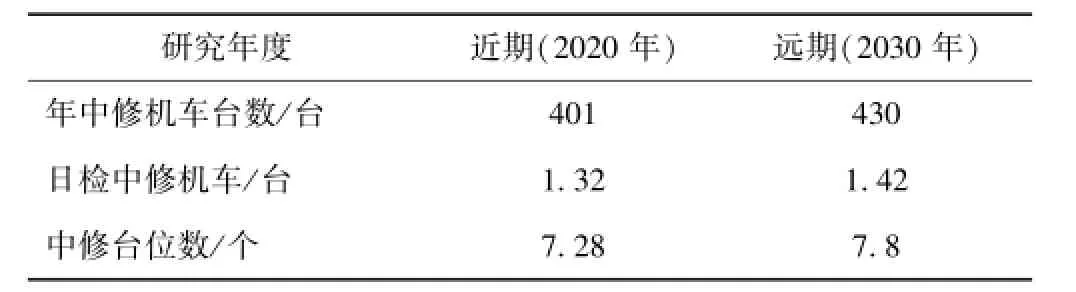
表1 兰州枢纽电力机车中修工作量
2.2 检修规模的确定
根据表1数据分析,研究年度兰州枢纽年中修电力机车台数均超过400台,近远期中修工作量相差不大,因此中修总体规模按照适应远期,近期工程一次性实施进行考虑。按照中修库停作业时间为5 d,以及远期日检中修机车1.42台计算,远期所需中修台位数为7.1个。但是,另考虑到以后发展需求以及便于中修库整体布局等因素,确定兰州北机务段中修台位数(或工位数)按不少于8个考虑。
最后,对企业社会形象的影响。相比其他没有环境投入目标的企业,政府在补助和税收方面对环境投资企业会有优惠政策,彰显企业的先进性。在公众眼中也能营造良好的企业形象,易形成口碑效应,在以后的经营交易上获取更多的客户资源,占据交易主动权,更有利于企业的运营和资金周转。从投资者角度来分析,投资者不会轻易撤资,这对中小企业更有利,保证了企业资金来源。企业积极的社会形象能带来更多的经济效益,对后续的发展也有很大帮助。
3 中修厂房组合工艺方案设计
兰州北编组站为双向三级七场站型,其中兰州北机务段位于下行出发场与上行到达场之间。配套该站型,兰州北机务段总平面为狭长矩形状布置,其东西向长约1 500m,南北向宽180 m,段内总占地面积约27 hm2(400亩)。机车入段线、整备场、出段线由东至西顺序布置于段内最北侧,在整备场南侧错列布置小修库和中修厂房组合库。结合段内机车作业流程,中修厂房组合库拟设置于整备场的东南侧狭长地块位置。
因此,兰州北机务段中修建设场地的南北向宽度是限制采用检修工艺及其厂房组合的控制因素,结合以上确定的中修规模,本次对中修厂房组合研究了2个方案,Ⅰ为车体采用定位修作业方案,Ⅱ为车体采用流水修作业方案。
3.1 方案Ⅰ:车体定位修作业方案
3.1.1 厂房组合平面布置
该方案设置尽头式中修库线6条,配套厂房组合由机车解体组装库及边跨、走行部检修库组成,两大库之间设置12m的通道。机车解体组装库及边跨纵向长90m,其横向采用6连跨联合布置,从北至南依次为部件检修间1、部件检修间2、机车解体组装库1、机车解体组装库2、部件检修间3、部件检修间4,其跨度分别为9m-15m-27m-27m-15m-9m,4座部件检修间均采用两层布置结构,电子电器仪表检修区以及检修班组房设置于二层上。走行部检修库纵向长120 m,横向采用4连跨联合布置,从北至南依次为轮对检修间、转向架解体间、转向架组装间、电机检修间,其跨度分别为24m-27m-27 m-24m。该方案配套房屋轴线总面积为25 740 m2,其厂房组合工艺平面详见图1(图中二层平面未示意)。
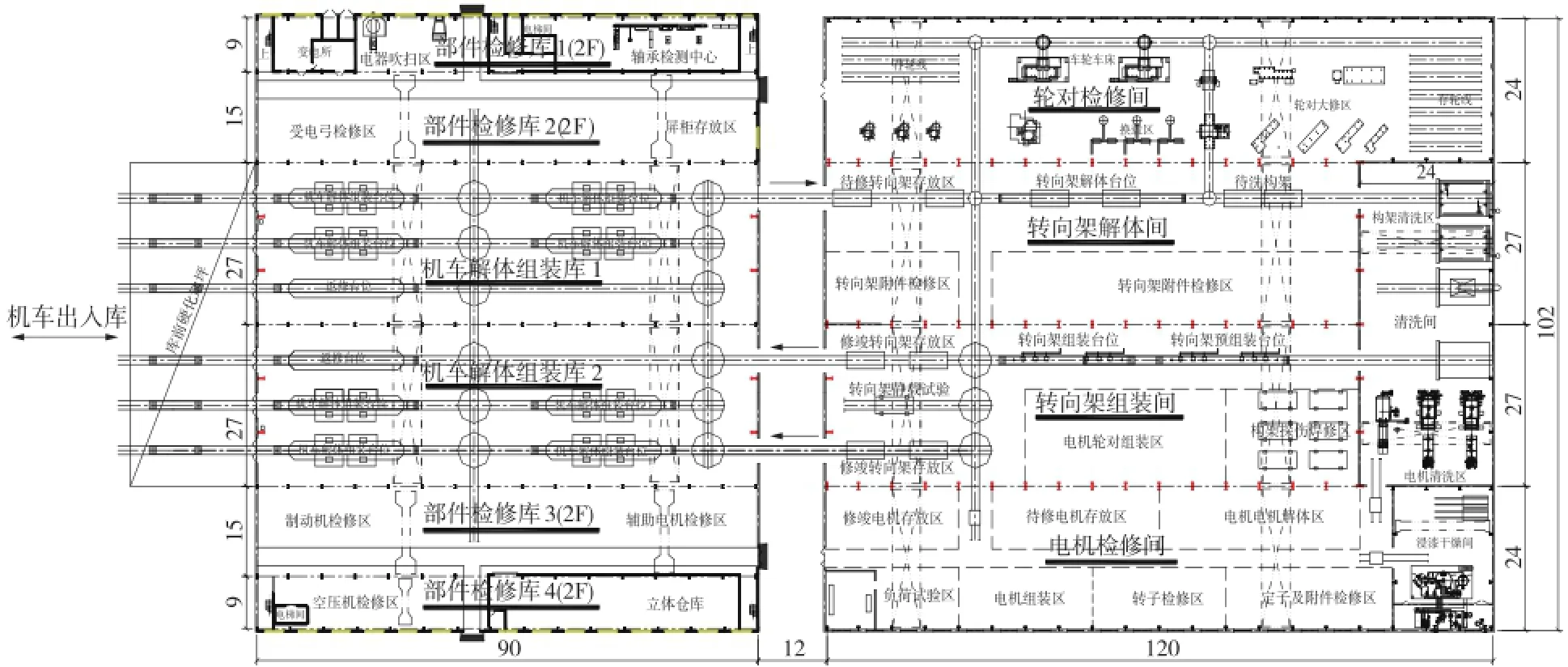
图1 车体定位修作业方案厂房组合工艺平面布置(单位:m)
3.1.2 主要检修工艺流程及工装设备
机车解体组装库内车体采用定位修作业方式, 2座机车解体组装库共设置6条中修库线。中间2条中修库线主要作为返修库线以及转向架输送线,其余4条中修库线均作为机车解体组装作业线。每条机车解体组装作业线并列设置2个中修台位,合计8个中修台位。配套工艺需求,每座机车解体组装库内设置32/5 t、10/3.2 t桥式起重机各1台,每个中修台位设置电动架车机各1套,以及相应检修工装设备。
转向架自机车解体组装推出后,转库进入走行部检修库,从转向架分解,经构架清洗、探伤、焊修,再至转向架组装,最后转库回到机车解体组装库,整个形成“U”形流水线检修工艺;配备转向架检修工艺,轮对、电机采用定位和流水修相结合的检修工艺,转向架部件以及车体部件等均采用标准化作业线。
3.2 方案Ⅱ:车体流水修作业方案
3.2.1 厂房组合平面布置
该方案设置贯通式中修库线3条,配套厂房组合由检修库、转向架解体及清洗库组成,两库之间设置12m的通道。检修库纵向长210m,其横向采用6连跨联合布置,从北至南依次为部件检修间1、部件检修间2、机车解体组装库、转向架检修间、轮对检修间、电机检修间,其跨度分别为9m-15m-27m-24m-21m-21m,两部件检修间均采用两层布置结构,电子电器仪表检修区和检修班组房设置于二层上。转向架解体及清洗库位于检修库的西南角,与检修库垂向布置,其轴线尺寸为27 m×66 m,该库主要完成转向架解体、构架清洗、轮对清洗,以及电机的清洗作业。该方案配套房屋轴线总面积为31 392m2,其厂房组合工艺平面详见图2(图中二层平面未作示意)。
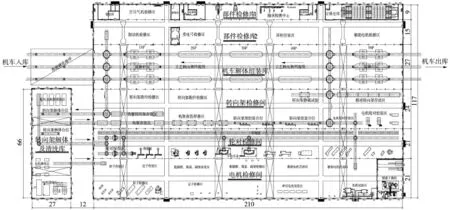
图2 车体流水修作业方案厂房组合工艺平面布置(单位:m)
3.2.2 主要检修工艺流程及工装设备
机车解体组装库设贯通式中修库线3条,其中靠立柱侧的2条作为机车解体组装作业线,另外1条作为工艺转向架回流线和返修库线。特殊情况下中间1条中修库线还可应急作为解体组装作业线使用。靠立柱侧的2条解体组装作业线平行作业,为满足总工位不少于8个的需求,每条解体组装作业线至少需要4个检修工位,但是考虑到实际生产中各工位作业时间不均衡,以及将来检修任务量增加的因素,本方案每条机车解体组装作业线设置检修工位5个,因此2条解体组装作业线合计设置10个检修工位。
每条解体组装作业线从东至西均设置5个检修工位(1SP→5SP),各工位主要工作内容为:1SP架车、更换转向架及拆卸车底设备;2SP拆卸车内、车顶设备; 3SP保洁;4SP安装车内、车顶设备;5SP更换转向架、落车及调试。配套工艺需求,机车解体组装库内设置32/5t、10/3.2t桥式起重机各2台,工艺转向架8套, 1SP和5SP检修工位均设置电动架车机各1套,以及相应检修工装设备。
配套车体直线流水线检修工艺,转向架、电机、轮对的检修均采用流水线检修工艺,转向架部件以及车体部件等均采用标准化作业线。
3.3 工艺方案比选
针对方案Ⅰ和方案Ⅱ特点,以下从检修工艺流程、检修通过能力及作业效率、配套设施建设,以及进一步发展条件等方面进行综合对比分析。
3.3.1 方案Ⅰ:车体定位修作业方案
优点:车体检修场地固定,操作方便;在满足功能条件下,配套房屋总面积较小,节省土建工程费用;机车解体组装库及边跨、走行部检修库纵列布置,主体建筑整齐直观;机车解体组装库内工位较少,配套工装设备较少,节省设备投资费用。
缺点:检修工艺不顺畅,作业交叉干扰大;机车解体组装库内每条解体组装作业线并列的2个检修台位需要同一节拍,对机车出入库的调度和检修计划的制定要求很高,否则就将成为制约检修能力的最关键因素;检修效率较低,机车解体组装库最大日检中修机车能力为1.6台;转向架及其部件流程较长,且跨库运输,运输距离远;转向架解体与清洗具有污染源的场地及设施集中在走行部检修库内,洁污不分,干湿不分,库内整体作业环境受到破坏;走行部检修库虽有东端接长条件,但机车解体组装库及边扩建跨受到限制,对后期进一步补强检修能力发展不利。
3.3.2 方案Ⅱ:车体流水修作业方案
优点:检修工艺顺畅,作业交叉干扰小;配套车体流水线检修工艺,转向架及其余部件实现流水线作业的程度较高;转向架及其部件流程近,同时检修作业工位较多,通过能力强;检修作业效率高,机车解体组装库最大满足日检中修机车2台的能力;独立设置转向架解体及清洗库,洁污分开,干湿分离,减少了转向架解体及清洗作业对检修主库环境的污染;在不改变既有检修工艺流程的条件下,东端接长检修库后,能够使整体检修能力得到补强,为以后进一步建设提供了良好条件。
缺点:在满足功能条件下,配套房屋总面积较大,土建投资费用较高;机车解体组装库工位较多,配备工装设备较多,增加设备投资。
综上分析比较,方案Ⅱ在土建及设备投资费用方面略高,但是在厂房布局、检修工艺流程、检修通过能力及作业效率,以及进一步发展条件等方面明显优于方案Ⅰ,因此推荐采用方案Ⅱ,即方案Ⅱ是适应兰州北机务段中修工艺流程及其厂房组合要求的最佳工艺设计方案。
4 结语
目前国内同类型的中修机务段一般都采用车体定位修作业方式,2台位中修机务段年中修能力为100~120台,检修能力及作业效率较低,进一步提高其生产能力十分困难。因此,针对像兰州北机务段这种中修能力需求较大的机务段,同时受周边建设条件限制,采用以往常规检修工艺流程及其厂房组合,则难以实现预期目标。经过对兰州北机务段机车中修工艺流程的深入探究,最终采用车体流水线检修工艺,同时配套合理的厂房组合,以及借助现代化检修工装设备的使用,提供了检修能力和作业效率,不仅满足了兰州枢纽电力机车中修工作量的需求,同时也适应了机务设备“专业化,集中修”的发展思路,进而为兰州铁路局优化机务设备生产力布局创造了有利条件。目前兰州北机务段建设已竣工验收,在2012年底初步投入使用。
[1] 中华人民共和国铁道部.TB1004—2008铁路机务设备设计规范[S].北京:中国铁道出版社,2008.
[2] 中华人民共和国铁道部.GB50091—2006铁路车站及枢纽设计规范[S].北京:中国计划出版社,2006.
[3] 铁道部.铁运[1999]79号内燃、电力机车段修管理规程[S].北京:中国铁道出版社,1999.
[4] 铁道专业设计院.内燃电力机车机务段设计手册[M].北京:中国铁道出版社,1983.
[5] 中华人民共和国铁道部.TB10016—2006铁路工程节能设计规范[S].北京:中国铁道出版社,2007.
[6] 中华人民共和国铁道部.TB10063—200铁路工程设计防火规范[S].北京:中国铁道出版社,2008.
[7] 技术条文说明编写组.铁路技术管理规程条文说明[M].北京:中国铁道出版社,2010.
[8] 中华人民共和国铁道部.铁路主要技术政策[M].北京:中国铁道出版社,2004.
[9] 中华人民共和国铁道部.铁路技术管理规程[S].北京:中国铁道出版社,2006.
[10]赵钢强.宝鸡机车检修厂内燃机车检修库方案设计[J].铁道标准设计,2007(3):92-94.
[11]周海凤.武汉和谐型大功率机车检修基地方案研究[J].铁道标准设计,2009(4):114-116.
[12]薄海清.展望未来机车的维修模式[J].铁道标准设计,2010(7): 117-120.
Scheme Design of Technology Process of Medium Repair Shed Group in New ly-built Lanzhou North Locomotive Depot
HU Ping
(Environment and Equipment Design Department,China Railway First Survey and Design Institute Group Ltd.,Xi'an 710043,China)
Combining with the actual design example of Lanzhou North Locomotive Depot,the author studied technology process and shed group patterns for themedium repair of locomotive.In view of the main characteristics that the maintenance workload was heavy and the project site was restricted by marshalling station,the two kinds of technology processes of locomotive maintenance respectively with fixed pattern or with assembly line pattern were discussed.And after comparison and analysis from multiple perspectives,it is concluded that the scheme of locomotive maintenance with assembly line pattern is the optimal scheme.In comparison with that of fixed pattern,the maintenance technology of assembly line pattern can effectively improve the maintenance ability and work efficiency,then provide favorable conditions for the optimization of production capacity of locomotive facility.
Lanzhou North Locomotive Depot;medium repair shed group;technology process design
U269
A
1004-2954(2013)07-0127-04
2012-12-24;
2013-01-10
胡 平(1980—),男,工程师,2003年毕业于兰州交通大学机电与动力工程学院,工学学士,E-mail:tyyhp@163.com。