鱼刺图分析法在机械零件加工精度分析中的应用
2013-03-30胡远忠丁建武
胡远忠,陈 明,丁建武
(1.广东海洋大学工程学院,广东 湛江 524088;2.湛江德利化油器有限公司,广东 湛江 524043)
鱼刺图分析法在机械零件加工精度分析中的应用
胡远忠1,陈 明1,丁建武2
(1.广东海洋大学工程学院,广东 湛江 524088;2.湛江德利化油器有限公司,广东 湛江 524043)
针对PZ化油器柱塞孔在加工中出现不良品的原因进行了分析,运用鱼刺图分析法分析了影响PZ化油器柱塞孔加工精度的各种因素,并且提出了相应的改进措施和对策,保证了零件的加工精度并使生产效率得到提高,同时也为其他型号化油器的品质保证提供了可借鉴的技术措施。
鱼刺图;化油器;柱塞孔;加工精度
加工精度是衡量零件加工品质的主要指标[1]。在机械加工过程中,会有很多因素影响工件的加工品质,如何使工件达到加工品质要求,以及如何减少各种因素对加工精度的影响,就成为加工过程中必须要考虑的问题,也就是要对影响机械加工精度的因素进行分析并采取工艺措施进行改进。本文以PZ化油器柱塞孔加工为例,运用鱼刺图分析法分析了影响PZ化油器柱塞孔加工精度的各种因素,并且提出了相应的改进措施和对策。
1 PZ化油器柱塞孔加工现状及分析
PZ化油器柱塞孔加工品质一直不稳定,严重影响着加工效率和市场交付,困扰着生产线。图1是PZ系列摩托车化油器柱塞孔的结构图,柱塞孔底部有一环槽,柱塞孔mm的精度要求相当高,特别是要求与主喷管孔Φ5mm同时加工,有同轴度mm要求,要保证加工精度,工艺难度较大。目前PZ柱塞孔在换刀加工过程中出现以下品质问题:
(1)柱塞孔圆度误差达到0.01mm以上;
(2)柱塞孔有锥度,上小下大;

图1 PZ化油器柱塞孔结构图
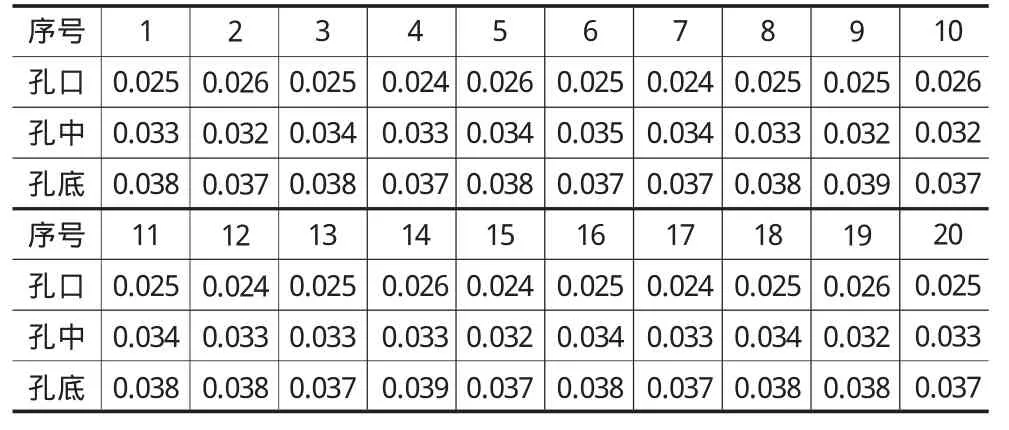
表1 PZ化油器柱塞孔加工尺寸分布表 (单位:mm)

图2 PZ化油器柱塞孔加工尺寸折线图
从图2中可知,柱塞孔圆度误差最大有0.015mm,按照品质部要求,当柱塞孔圆度误差大于0.01mm时,就不能继续加工,操作者只有换刀调整,但换刀非常频繁且相当困难,造成停工多,影响生产效率。
2 原因分析及对策
2.1 运用鱼刺图分析
产品品质是生产过程中许多因素共同作用的结果,这些因素是:人(Man)、机器(Machine)、材料(Materia)、方法(Method)、环境(Environment),简称 4M1E[2]。由于这5个因素的每一方面又包含了许多具体的因素,这些因素又是其他因素作用的结果,因此在生产过程中,分析影响产品品质的原因时,要把对产品品质发生作用的各种因素条理化,把原因和结果的关系摘清楚,才能采取相应的措施,控制品质水平。鱼刺图分析,就是把可能引起某一事件的直接和间接因素按不同层次进行排列,形成既有脊骨又有分刺的鱼刺图,故而得名。鱼刺图,又称为因果图、特性要因图或树枝图等。用这种方法分析事件,可以使复杂的原因系统化、条理化,把主要原因搞清楚,是一种透过现象看本质的分析方法。
PZ化油器柱塞孔加工过程为:装上本体,起动按钮,夹具气缸推动凸轮运动,两夹爪夹紧本体,机床主轴带动刀具做旋转运动,冷却液启动,主轴快进,工进,加工出工件,主轴停车,退回。
针对此加工过程,运用鱼刺图分析,如图3所示,然后进行末端原因查找,并进行验证。

图3 PZ化油器柱塞孔的鱼刺图
(1)镗刀杆刚性不足,加工时振动
分别用自制、广州工具厂、日本的刀杆进行实验加工,得出数据如表2所示。

表2 各类刀杆加工后的圆度误差数据表
表2中显示,运用不同厂家的刀杆加工,柱塞孔都有失圆现象,且圆度误差差别不大。再者,受孔径大小影响,刀杆不可能再加粗,所以此项不是主因。
(2)本体结构刚性差,在夹紧和吃刀时变形,如见图4所示。
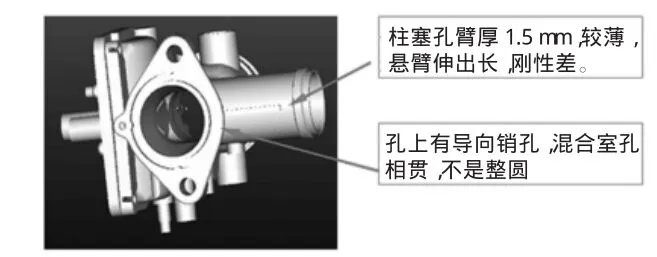
图4 PZ26本体分析图

图5 新制夹具实物图
在图4中,分析得出结论:本体结构刚性差,夹具夹紧点设计不合理,是导致工件发生弹性变形和振动是主要原因。
采取对策:重新设计夹具,合理布置夹紧点;消除工件加工时的弹性变形在0.005mm以下;加工时振动小于±0.01mm。
新制夹具如图5所示,其改善点有:夹具压紧部位由三点改为压柱塞孔端面;压头改为自定心浮动结构[3]。经过现场夹具安装调试,小批量生产验证,抽样数据如图6所示。

图6 Z化油器柱塞孔失圆折线图
根据图6的分析,图中PZ化油器柱塞孔圆度误差超过0.01mm的现象仍然严重,改善效果不明显。
2.2 运用关联图进行再分析
从关联图7上看出:主喷管刀具侧压和刀杆孔制造误差、工艺给定余量范围偏大和夹具凸轮浮动间隙过小工件夹不紧,这三者是导致柱塞孔失圆的可能存在的主因。

图7 孔失圆超差关联图
(1)针对主喷管刀具侧压和刀杆孔制造误差,采取对策是:工装人员现场配刀和调整,实施过程约用时10分钟;采用精密对刀仪对刀,即采用它预先对好刀,不产生停工。
(2)工艺给定余量范围偏大。工序卡规定:柱塞孔粗镗后尺寸达φ19.3~φ19.7mm,也就是精加工余量最大有0.7mm,现场为通过多品毛坯,把粗加工后孔尺寸留在下限,余量大,就会使刀具快速磨损,孔也易失圆超差,并体现为换刀频繁,停工多等现象。
针对余量大,采取对策:修改粗加工后尺寸为φ19.6~φ19.7 mm,并增加塞规 (BL1-202φ19.6~φ19.7IT10)点检。对粗精加工镗床分别进行调整,使多品毛坯都能过线生产。
(3)夹具凸轮浮动间隙过小,工件夹不紧是可能存在的主因。夹具凸轮孔直径为φ30.6 mm;轴为φ30mm;浮动间隙为0.3mm,过小,不能使左右夹爪夹紧平衡。
该问题的改进措施为:凸轮孔直径设计改为φ32mm,使其浮动间隙达到1mm。
3 效果跟踪及验证
对策实施后,进行了批量生产验证,收集并统计数据分析。通过连续抽检125件,柱塞孔圆度误差均在0.006mm以下,制程能力指数CPK(Complex ProcessCapability index)为5.5979,达到特优级标准。连续跟踪三个月,柱塞孔失圆度均控制在0.002~0.008mm之间,低于0.01mm的目标值。在采取对策过程中,加工PZ柱塞孔的调刀次数和产生的停工台时逐月下降,如表3所示,每次换刀时间达到1小时以下,工艺稳定,效益明显。这说明解决了PZ化油器本体柱塞孔加工工序换刀时间长和孔失圆的问题,较好地保证了PZ化油器的加工品质和加工效率。

表3 停工台时统计表
4 结束语
鱼刺图能够全面地反映产品品质的因果关系,其不仅把产品品质中存在的问题与产生的原因表现出来,而且层次分明,可以从中反映各种因素之间的关系,反映某一原因是通过什么途径影响其结果的。鱼刺图的图形虽然比较简单,若没有一定的技术水平与生产经验,没有对整个生产过程比较全面和深入的了解,就难以绘成。本文的机械加工精度分析方法具有普遍的适用性,为其他型号化油器的品质保证,提供了可借鉴的技术措施。
[1]于骏一,邹 青.机械制造技术基础:第2版[M].北京:机械工业出版社,2011.
[2]付凤岚.鱼刺图法在差速器油封品质分析中的应用[J].武汉汽车工业大学学报,1998(6):18-21.
[3]薛源顺.机床夹具设计[M].北京:机械工业出版社,1999.
Application of Fish-bone Diagram Analytic Method in Machine Parts Working Accuracy Analysis
HU Yuan-zhong1,CHEN Ming1,DING Jian-wu2
(1.College of Engineering,Guangdong Ocean University,Zhanjiang Guangdong 524088,China;2.Zhanjiang Deni Carburetor Co.,Ltd.,Zhanjiang Guangdong524043,China)
According to the reasons of PZ carburetor plunger-hole appears bad products in machining are analyzed,using the fish-bone diagram analysis of various factors that influence the PZ carburetor plunger-hole machining precision,and puts forward the corresponding improved measures and countermeasures,ensure the machining precision and the production efficiency is improved,but also for other types of carburetor quality assurance,provide technical measures for reference.
fish-bone diagram;carburetor;plunger-hole;working accuracy
TH161
B
1672-545X(2013)04-0114-03
2013-01-13
胡远忠(1969—),男,安徽安庆人,讲师,硕士,从事机械设计制造方向教学与研究。