电厂汽轮机轴承部分瓦块温度偏高的研究
2013-03-26张世辉
张世辉
(广东省粤泷发电有限责任公司,广东罗定 527200)
0 引言
粤泷电厂#2机组于2012年3、4月份大修,开机后发现其正向推力瓦#3、#4、#5瓦块温度偏高。当机组带负荷接近135 MW时,温度最高的#4瓦块竟达96℃,已超过了规程规定的汽轮机推力瓦块温度不能超过95℃的要求[1]。推力瓦块温度高给机组的安全运行带来极大的影响,为了保证温度不超标,运行人员只得采取降负荷的方法,由此而不得不限制了机组带负荷。
1 机组结构、特点
电厂有两台额定容量为135 MW机组,汽轮机均为上海汽轮机厂生产。型号:改进型N135-13.24/535/535型(K151机型),#1、#2机组分别于2003年、2004年投入商业运行。
汽轮机为双缸、双排汽,其结构特点是高中压汽缸合并,两者通流反向布置。低压缸为径向扩压双排汽和轴承座落地结构。高中压转子及低压转子的轴系为三支点支承,并以刚性联轴器联接。低压转子与发电机以半挠性联轴器相联。主要调节零部件装设在前轴承座内,推力轴承与径向支承轴承是分开的,布置在中轴承座内。机组总长约为13.5 m,布置在厂房9 m标高的运转层平台上。
汽轮机转子采用三支点支承方式:高中压和低压转子由三个支持轴承和一个位于中轴承座内的独立的推力轴承所支承和轴向定位。
推力轴承为单独结构的具有自动就位球面座的密切尔型,装设在高中压转子的后端,工作面和非工作面均由12块青铜浇铸乌金的瓦块组成,每块面积110 mm2,瓦块背部的支承销钉孔设于偏离中心7.54 mm处,推力盘与主轴整体锻成(图1)。
2 分析瓦块温度高的原因
2.1 2012年大修后的临修处理情况
2012年6月22日利用#2机调峰停机的机会对#2机正向推力瓦进行检修处理,检查情况如下。
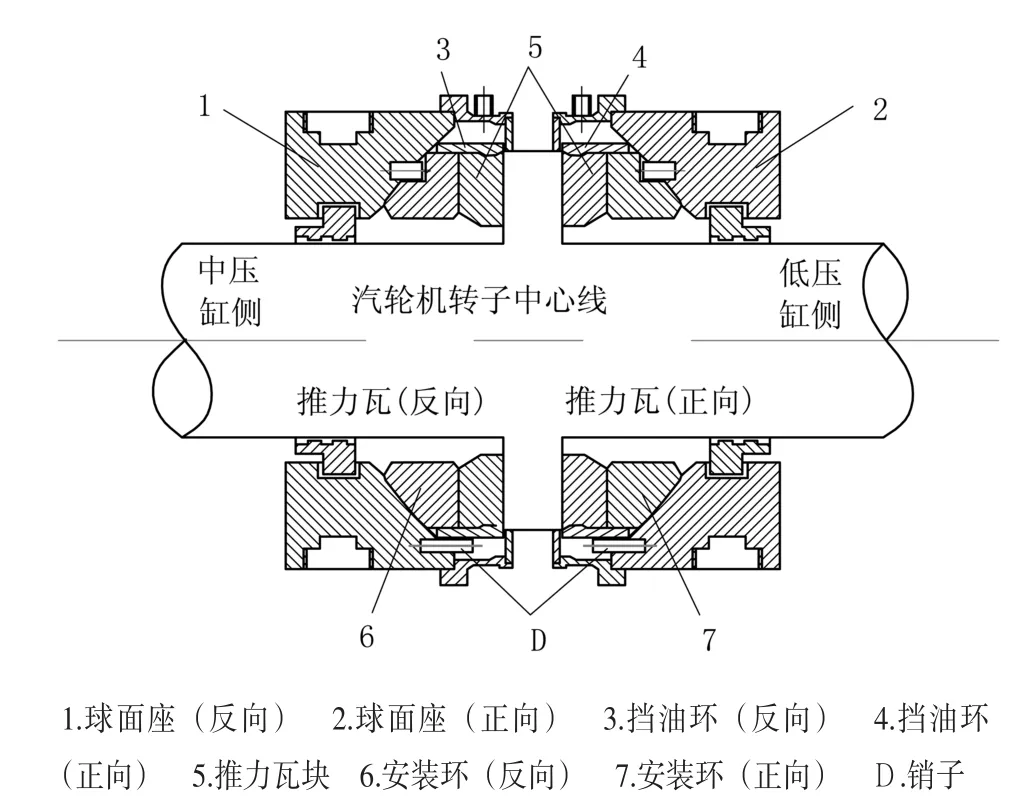
图1 推力轴承
(1)用百分表测量正向下方六个瓦块厚度均不超过2×10-5m(温度高的三个瓦块位于正向下方),合符检修规程要求[2]。
(2)瓦块表面、轴承箱都比较干净,未发现有杂物,安装环上定位瓦块的定位销并未发现松脱,没有顶着瓦块。
(3)三个温度高的瓦块接触点虽然稍微集中,但未发现有异常迹象。
(4)热工人员检查过热工线路确认是正常的,同时在停机期间CRT上正、负向推力瓦温度相差不大,所以排除了热工线路的原因。
因此本次临修未能找到正向推力瓦温高的原因。由于工期比较紧,所以只进行了部分的处理:对正向#3、#4、#5三个瓦块的表面进行修刮,使接触点分散;每个瓦块涂上红丹粉后再在平台上研磨,确认接触面在70%以上;上半下半瓦块装上安装环时涂上红丹粉再在平台上研磨,确认整体接触面已在70%以上;另外,还适当地加深温度高的三块瓦块进油楔,以加大这些瓦块的进油量。
但是,开机后#2机正向温度高的三个瓦块温度并无变化。修前、修后推力瓦温变化见表1,2012年5月11日和2012年6月28日的数据。
2.2 查阅台帐和历史数据形成表1,对数据进行对比分析
(1) #2机正向推力瓦温度高的问题其实一直就存在,只是在2012年大修后问题更加明显。
2012年大修前温度高的瓦块为正向#2、#3、#4、#5,最高的#4瓦也只有80多摄氏度。大修后,正向#3、#4、#5三块瓦温度仍然较高,#2瓦温降了下来,但是#4瓦温度却升更高了,最高时达96℃。
(2)#2汽轮机推力瓦温的变化无论是正向还是负向都很有规律性的。

图2 #2机推力瓦块温度
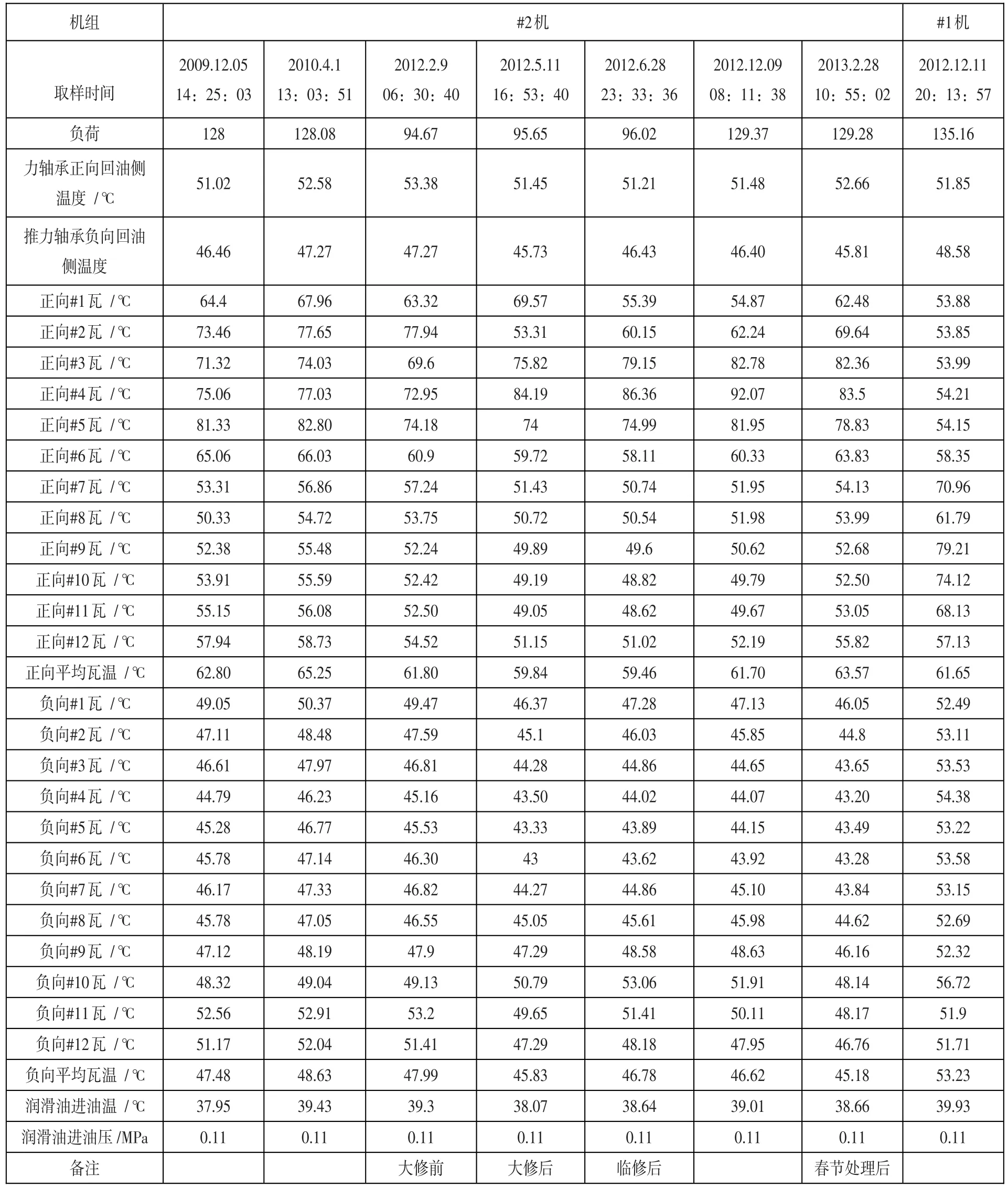
表1 近年来#1、#2汽轮机正向推力瓦温度变化情况
通过图2很直观地看到,正向侧,#4瓦块温度最高,对角的#10瓦块却是温度最低的,但是负向侧#4瓦块温度最低,对角的#10瓦块几乎也是温度最高的,瓦温由最高(最低点)分别沿着两侧逐步递减(递增)。正向温度最高瓦块与温度最低瓦块温度相差40多摄氏度(#1机瓦块温度最高与高低相差20多摄氏度),很明显,转子推力盘与正负向瓦块平面之间存在着不平行现象[3]。
(3)#2机在不同工况下正负向推力瓦回油温度,润滑油进油温度、油压变化不大,与推力瓦温高无关系。
(4)根据#2机正向、负向推力瓦块温度有规律地由高到低,温度最高点和最低点呈对角布置的态势的规律,怀疑存在着转子推力盘与推力瓦平面不平行的可能。
由于2012年大修期间测量出来转子的瓢偏值是合符要求的,另外2012年6月份临修时已确认推力瓦上定位于安装环上的销子未出现松动,未顶着瓦块,瓦块厚度差均在2×10-5m内。所以判断极有可能是正向推力瓦安装环上的定位销松脱顶死安装环,或者是球面座的紧力过大,在球面座组装时,压死安装环,使安装环无法自动调整。
3 处理方法及效果
3.1 处理方法
2013年2月14日至16日,利用春节调峰停机的机会,对#2机推力轴承正向侧推力瓦进行检修。
正向侧推力瓦拆吊出来后,发现正向下半推力瓦安装环上固定瓦块用的油挡(材质为铜)端面处有明显的压痕(如图3、图4示)。因此,怀疑推力瓦温度高是由于正向推力瓦定位销子过短,造成销子顶死安装环(图1中“D”销子,原设计是托着推力瓦安装环,从而起到定位安装环的作用),当推力轴承受热膨胀后正向上半推力瓦安装环能自位,但下半推力瓦安装环却无法自位,所以使推力瓦块平面和推力盘不平行,从而导致正向下半部分瓦块温度高。

图3 正向下半右侧油挡处理前

图4 正向下半左侧油挡处理前
由于当时无备品更换,所以只得把安装环上固定瓦块用的油挡与销子接触的部位磨成圆弧状过渡,这样可以保证销子不会顶死油挡,从而保证安装环能自位(处理方法如图5、图6示)。由于工期比较紧,所以未对球面座的紧力进行检查处理。

图5 正向下半左侧油挡处理后
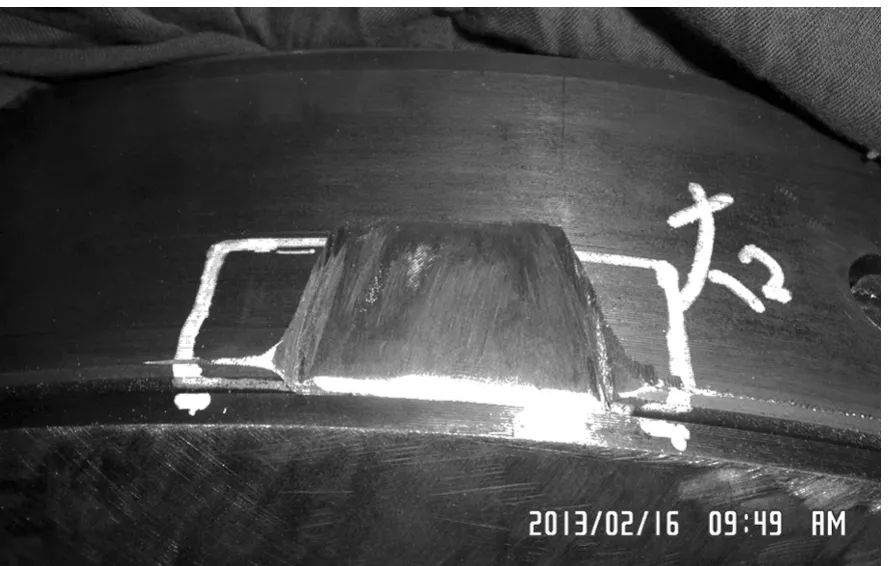
图6 正向下半右侧油挡处理后
3.2 处理效果
开机后#2机推力轴承瓦温变化明显。最高温度下降了近8℃,其他瓦块温度均能在规程规定的范围内。正向瓦块温度有不同程度的上升,瓦块平均温度上升近2℃,负向瓦块温度有所下降,平均瓦温下降近1℃,同时正向瓦块对角温度差有所缩小,由42.28℃降为31℃,说明正向推力瓦受力较以前均匀(见表1,图7)。
4 小结
总体来说,本次对#2机正向推力瓦的检修处理效果是明著的,已经不用担心因推力瓦温度过高而限制机组带负荷。但是,当机组带满负荷时正向#4推力瓦仍有86℃,相比#1来说仍然是偏高的。
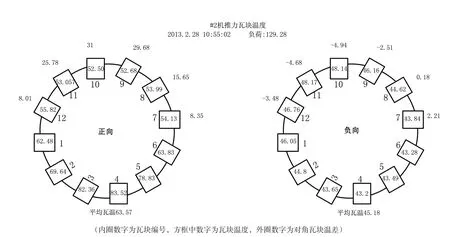
图7 #2机推力瓦块温度
因此,待下次有机会时要更换过短的“D”定位销,保证推力轴承油挡要被支托在定位销之上。
5 结束语
推力瓦温度是机组安全运行的重要经济指标之一。通过对#2机推力瓦历史温度的纵向以及与#1机推力瓦温度的横向比较分析,找到了原因,并进行了处理,使#2汽轮机正向推力瓦温度高的问题得到一定程度的改善。希望通过本文,交流一下汽轮机推力瓦温度高的处理方法,提高对汽轮机推力瓦温度高的处理水平。
[1] 广东省粤泷发电有限公司.汽轮机运行技术标准[Z].2011.
[2]广东省粤泷发电有限公司.汽轮机设备检修技术标准[Z].2006.
[3]闫春泉,张伟.浅析推力瓦温度高的原因及处理[J].中国新技术新产品,2011(09):22-24.
