35CrMo与Q345D异种材料焊接工艺技术
2012-12-21刘同喜
唐 莎,刘同喜
(中国葛洲坝集团,a.机械船舶有限公司机械厂;b.设备中心,湖北 宜昌 443002)
吊耳是某设备上的关键零部件,其结构如图1所示。
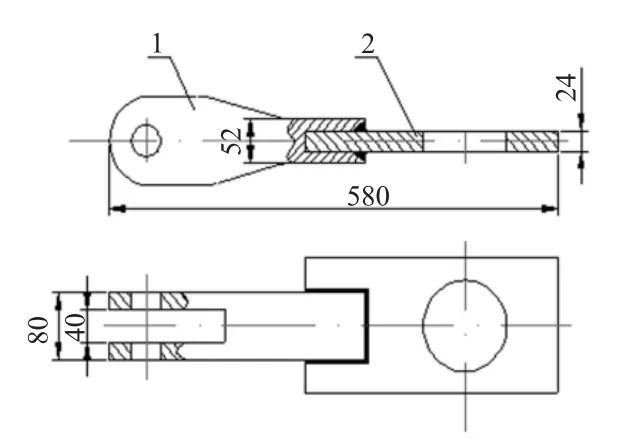
图1 吊耳零件结构图
35CrMo与Q345D 板材搭接,由于是两种不同材料的焊接,其化学成分和物理性能的差异,对焊接品质有一定的影响(两种材料的化学成分见表1)。
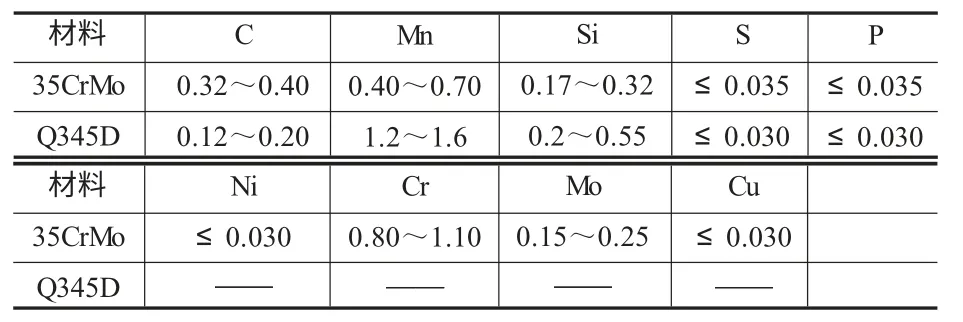
表1 两种材料化学成分(质量分数,%)
因此,在焊接过程中,必须采用一定的措施,才能确保焊接品质。
1 35CrMo与Q345D异种材料焊接性能分析
据计算可知,吊头材料35CrMo的碳当量

而Q345D的碳当量

由以上可知,吊头材料的碳当量较大,焊接性能不良,焊接时其硬度倾向较大,热影响区热裂和冷裂倾向都会较大。所以应在选取合适焊条、合理焊接方法的基础上,采取较高的焊前预热温度、严格的工艺措施和控制适当的层间温度的条件下,才能保证焊接品质。
2 焊接方法、材料与设备
(1)焊接方法。采用手工焊条电弧焊,直流反接,短弧操作,多层窄道焊,层间清理采用打磨方式。
(2)焊接材料。焊材采用R307(Φ 3.2 mm:焊接电流I=110~150 A,电弧电压U=18~21 V;Φ 4.0 mm:焊接电流I=120~180 A;电弧电压U=19~25 V),焊条应经350℃烘焙1 h,烘焙后的焊条应保存在100~150℃的恒温箱内,焊条重复烘焙次数,不宜超过两次,操作时,待用的焊条应放在接有电源的焊条保温筒内随用随取。
(3)焊接设备。选用ZX7-500 型逆变直流焊机,应具有参数稳定、调节灵活和安全可靠,并满足焊接电流调节的要求。
3 焊前准备
(1)焊前清理。焊前应将坡口表面和两侧至少10~20 mm 范围内的水份、油污、毛剌、铁锈、氧化皮及夹渣等清除干净,并打磨露出金属光泽。
(2)焊前清根。焊缝的背缝采用碳弧气刨清根,并使清缝坡口尽量平整、光滑,根部形成便于施焊的“U”型,然后使用角磨机进行修磨,以除去熔渣和渗碳层。
(3)焊前预热。焊前使用加热板对零件预热,预热温度为200~300℃,且在焊接过程中,严格控制层间温度在200~300℃之间。
4 焊接工艺
首先用Φ 3.2 mm的焊条打底,之后使用Φ 4.0 mm的焊条施焊,并采用多层多道、薄层窄道焊接,每焊接一层完成后,打磨处理,再进行下道焊。
在焊接过程中,使用石棉对零件进行保温,以控制零件的层间温度在200~300℃之间。焊接完成后,立即进行消除应力处理,消除应力温度在580~620℃之间,保温时间不低于2 h,缓慢冷却至常温后,方可拆除加热板,冷却温度控制在(30~50℃)/h 以内。
5 焊后检查
(1)外观检查。焊缝均匀,无气孔、夹渣、未熔合、飞溅和咬边。
(2)探伤检查。按照DL/T5018的标准,对焊缝进行了100%超声波检查、50%磁粉探伤,检验结果均满足规范要求。
6 结束语
经过实践证明,按上述焊接工艺进行施焊,焊缝均能满足要求,保证产品品质。
[1]成大先.机械设计手册[K].北京:化学工业出版社,2008.
