水性免中涂涂装工艺研究
2012-11-30邢汶平葛菲邱昌胜
邢汶平,葛菲,邱昌胜
(安徽江淮汽车股份有限公司工艺工程院,安徽 合肥 230601)
水性免中涂涂装工艺研究
邢汶平*,葛菲,邱昌胜
(安徽江淮汽车股份有限公司工艺工程院,安徽 合肥 230601)
在汽车涂装中,水性免中涂涂装工艺因工艺流程少、污染排放和能耗低而受到愈来愈多的关注,它将成为今后汽车涂装的主流。本文从涂膜性能指标、面漆颜色效果、闪干流平时间和清漆设计等方面对水性免中涂涂装工艺进行了研究,分析了清漆厚度、第2道面漆的喷涂遍数、中间闪干流平时间和旋杯型号选择对汽车外观质量的影响以及存在的问题,获得了实现最佳外观的汽车水性免中涂涂装工艺方案。
汽车涂装;水性涂料;免中涂工艺;涂膜外观
1 前言
传统3C2B(将中涂 + 色漆 + 清漆称为3C,中涂及面漆烘干称为 2B)水性漆涂装工艺为:前处理─电泳─电泳烘干─涂胶─涂胶烘干─中涂─中涂烘干─面漆─清漆─面漆烘干─打磨抛光─小修─大返修─交验。水性免中涂涂装工艺(简称B1:B2工艺)在传统工艺的基础上取消了中涂及中涂烘干,以喷涂二道面漆层(分别用B1、B2表示)达到中涂+面漆的效果,在保证涂膜质量的前提下,实现了缩短工艺流程、降低污染排放、节约能耗的目的。水性免中涂工艺与传统工艺对比见表1,其工艺流程为:前处理─电泳─电泳烘干─强冷─打磨─打胶─胶烘干─面漆 B1─面漆B2─预烘干─清漆─烘干─强冷─检查。
关于水性免中涂工艺,不同的涂料厂商其命名不同。巴斯夫称为IPⅡ集成工艺,PPG称为B1B2紧凑型工艺,杜邦称为Eco-concept工艺。从技术路线上分析:IPⅡ集成工艺与B1B2紧凑型工艺具有较强的相似性,可以实现混线生产。从工艺布局及工艺流程的角度而言,IPⅡ集成工艺、B1B2紧凑型工艺与Eco-concept工艺之间都有所区别。本文主要探讨B1:B2 工艺对汽车外观质量的影响。

表1 3种涂装工艺的比较Table 1 Comparison between three kinds of coating processes
2 水性免中涂工艺设计
2. 1 汽车涂膜关键性能指标
与传统3C2B水性漆工艺相比,水性免中涂工艺更需要关注的性能指标见表2。

表2 B1:B2涂装工艺重点关注的性能指标Table 2 Performance indexes emphatically focused in B1:B2 coating process
传统工艺中,中涂层主要起防紫外线辐射及抗石击作用。在防紫外线辐射方面,中涂层保护钢板表面的磷化、电泳涂层,防止紫外线透过表面涂层达到电泳层,使电泳漆膜中的环氧树脂吸收能量后发生粉化。能引起电泳涂层粉化的光谱主要集中在280 ~ 400 nm波长范围内的紫外区域以及 400 nm以上的可见光区域。在抗石击性能方面,有一定膜厚的中涂层对石击等硬体撞击有一定的吸能及缓冲作用,起到保护整体涂层附着力的作用。
水性免中涂工艺取消了中涂层,总体膜厚削弱,其技术难点在于如何在其他涂层上保有中涂层的防紫外线辐射及抗石击性能。通常颜料或清漆中的抗 UV成分可吸收380 nm以内的短波辐射,因此在水性免中涂中调整原有面漆中的颜料及添加剂的配方,在喷涂过程中严格控制各涂层膜厚,用于阻挡280 ~ 400 nm范围内的光对涂层的辐射,并且油漆原料(包括 B1、B2和清漆)选择聚酯类树脂及三聚氰胺交联剂,使得复合涂层柔韧性更好,对冲击力的缓冲扩散更为容易。
2. 2 面漆的颜色效果
在传统水性漆喷涂工艺中,面漆多采用杯+杯的两道喷涂方式。其中,第1道起上膜遮盖的作用,第2道旨在调整旋杯状态,使金属色漆的铝粉排列统一。
水性免中涂中B1涂层主要起底色及中涂作用,推荐使用浅灰、黑、白、红4色B1涂料,可实现与所有面漆B2颜色的配套,以保证颜色遮盖力并降低涂料消耗;B2涂层主要对颜色效果起支撑作用。B2层的喷涂方式对素色漆来讲影响较小,但对金属颜色来说,会决定其铝粉排列状态。若B2采用一道喷涂,会导致部分铝粉排列效果不理想,轻者造成铝粉粗糙、橘皮较大(目测),重者导致发花、阴阳面等。故涂料厂家多推荐在金属银粉漆等颜色的B2喷涂上采用2遍喷涂的模式,以保证外观颜色效果。
2. 3 闪干流平时间的设计
水性免中涂工艺中,B1、B2和清漆基本为湿碰湿喷涂,在B1与B2间有4 ~ 5 min的流平时间(多为内腔喷涂区域),B2与清漆间设有预烘房,这就要求B1闪干时达到85% ~ 95%的失水率,B2闪干时达到85% ~93%的失水率,以满足涂膜的烘干需求。因此,B1层的涂料应设计为较高的施工固体分,以保障B1层一次喷涂膜厚在15 ~ 18 μm,并在短时间内达到快速闪干。另外,B1、B2和清漆还要通过助剂及闪干特性达到控制层间独立性及防互咬的目的,以保证最终的涂膜状态。
2. 4 清漆的选择
水性免中涂工艺推荐使用双组分(2K)清漆,2K清漆在不同粗糙度底材上较之单组分(1K)清漆对DOI(鲜映性)的反映要好。由于 B1B2工艺少一层中涂,其喷涂清漆前的表面粗糙状态略差于传统工艺,加上 B1B2层高施工固体分及高失水性,更需要采用2K清漆,以消除底材粗糙度的影响。
3 水性免中涂工艺汽车外观质量的影响因素
为了推行水性免中涂工艺,笔者对涂料本身的设计和选型进行了很多改良,以保证水性免中涂工艺的涂膜性能质量能够达到现有汽车厂商的要求。但是,还有一个影响水性免中涂工艺推行的重要因素,那就是在削减膜厚、降低成本后,其涂膜外观质量是否能够达到传统水性 3C2B工艺的标准、满足消费者的需求?针对这一情况,在保证涂料质量的前提下,从影响涂膜外观的工艺参数、工艺条件及设备等几大因素进行了外观喷涂试验研究,主要考察 DOI、橘皮、色差等参数,为广大汽车厂商提供借鉴。
3. 1 清漆膜厚对外观的影响
采用Durr的Ecobell2旋杯进行喷涂,B2涂层采用两遍喷涂(旋杯转速50 000 r/min),排除底材平整度对外观的影响,考察不同清漆涂膜厚度下的外观表现,结果见表3。由表3可见,提高清漆膜厚可以有效改善垂直面涂膜的长短波,膜厚达到50 μm以上时,外观数据已趋于稳定,并接近产品的外观质量要求。因此,建议施工清漆膜厚控制在50 μm以上,可使涂膜外观维持较好的效果。
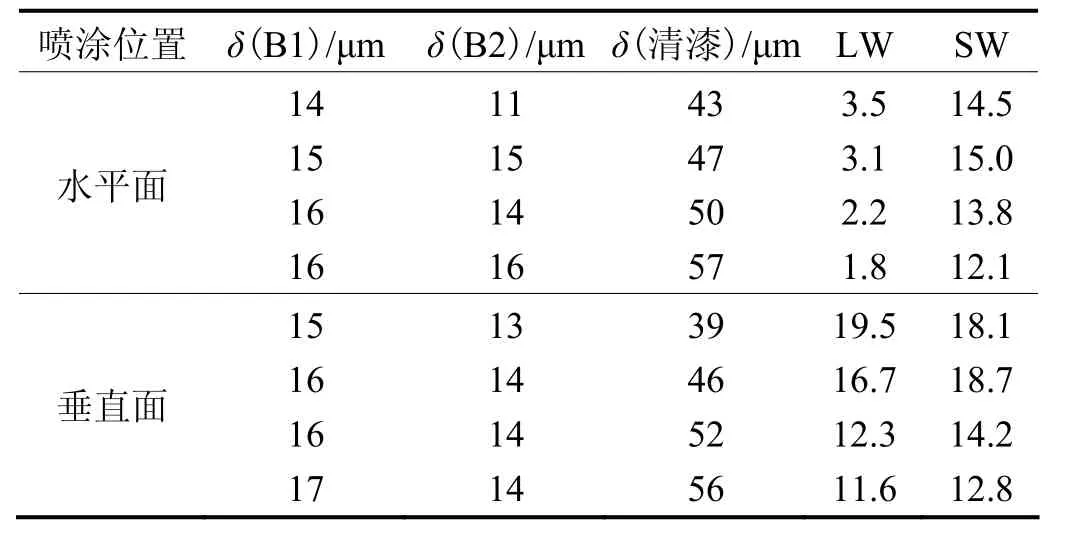
表3 不同清漆厚度下的橘皮数据Table 3 Data of orange peel at different varnish thicknesses
在清漆涂层一次成膜达到50 μm以上的情况下,由于车身曲面较多以及静电的边角效应等影响,在车身上较易产生流挂、肥边等质量问题。因此,在考虑设备投资的情况下,可选用水平面 1遍喷涂、垂直面 2遍喷涂的工艺,以控制清漆喷涂膜厚,从而获得良好的外观效果。
3. 2 工艺条件及设备的影响
3. 2. 1 B2涂层的喷涂遍数(1coat/2coat)
采用ABB的RB1000旋杯进行垂直面喷涂,B2涂层分别按一遍喷涂与两遍喷涂的方案进行试验,两遍B2之间的闪干时间为60 s,清漆均采用两遍喷涂工艺,则银色漆和红色漆喷涂工艺参数见表 4,色差、DOI及橘皮测试结果见表5。
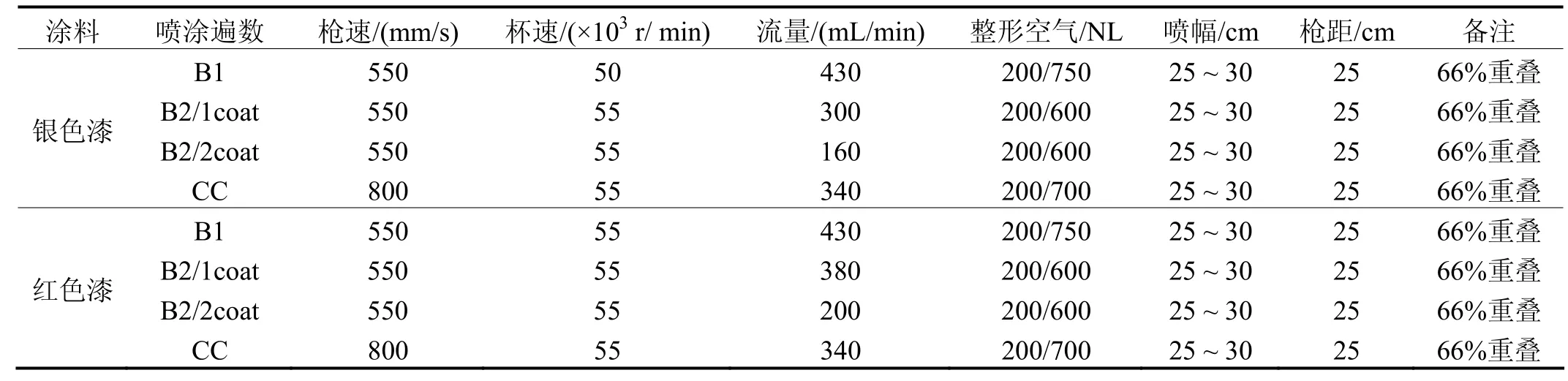
表4 银色漆和红色漆的施工参数Table 4 Construction parameters for silver and red paints
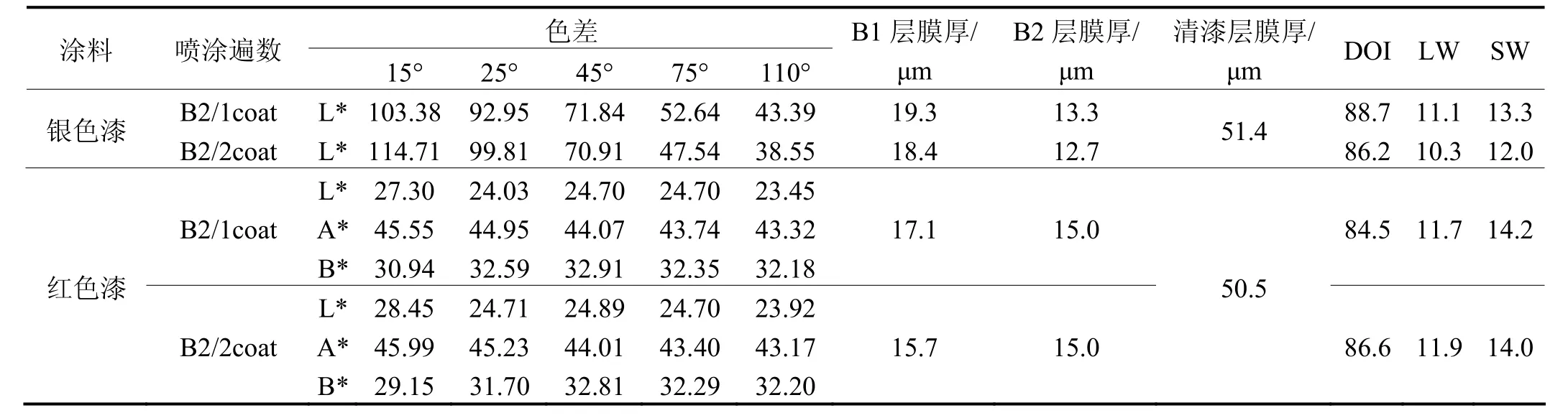
表5 2种涂料的色差、DOI及橘皮测试结果Table 5 Test results of color difference, DOI, and orange peel of two types of paints
分析银色数据,B2两遍喷涂的铝粉排列较一遍喷涂的好,呈现小角度亮度高、大角度亮度低的结果,表明铝粉水平排布的多,这与实际目视情况一致。另外,在试验过程中发现,B2两遍喷涂比一遍喷涂的外观好,B2一遍喷涂的铝粉排列不佳,导致目视外观粗糙,带有暗纹,而两遍喷涂的银色板铝粉细腻,光泽一致。
分析红色数据,B2两遍喷涂的颜色比一遍喷涂的更饱满,明暗度略高,彩度相差不大,一遍喷涂的颜色略显单薄。
综合以上试验结果,B2的喷涂遍数对外观的鲜映性和橘皮影响较小(尤其是素色漆以及珠光漆),但对金属色漆的明暗度影响大,金属感愈强的颜色,目视差异会愈明显。实际生产时,需要根据颜色效果的差异设计B2的喷涂遍数。建议金属感强或颜色鲜艳的金属色使用2遍喷涂。
3. 2. 2 中间闪干流平时间的影响
采用ABB的RB1000旋杯进行垂直面喷涂,B2和清漆均采用两遍喷涂,具体喷涂参数见表4,2种工艺设计的闪干流平时间a和b的比较如下:

不同流平时间下,2种涂料的色差、DOI及橘皮数据见表6。
比较a和b两种闪干流平时间下的涂膜外观可知,不同的闪干流平时间对颜色和鲜映性基本无影响,但对橘皮长短波有较小的影响,实际设计时可结合涂料需求进行生产线的排布。
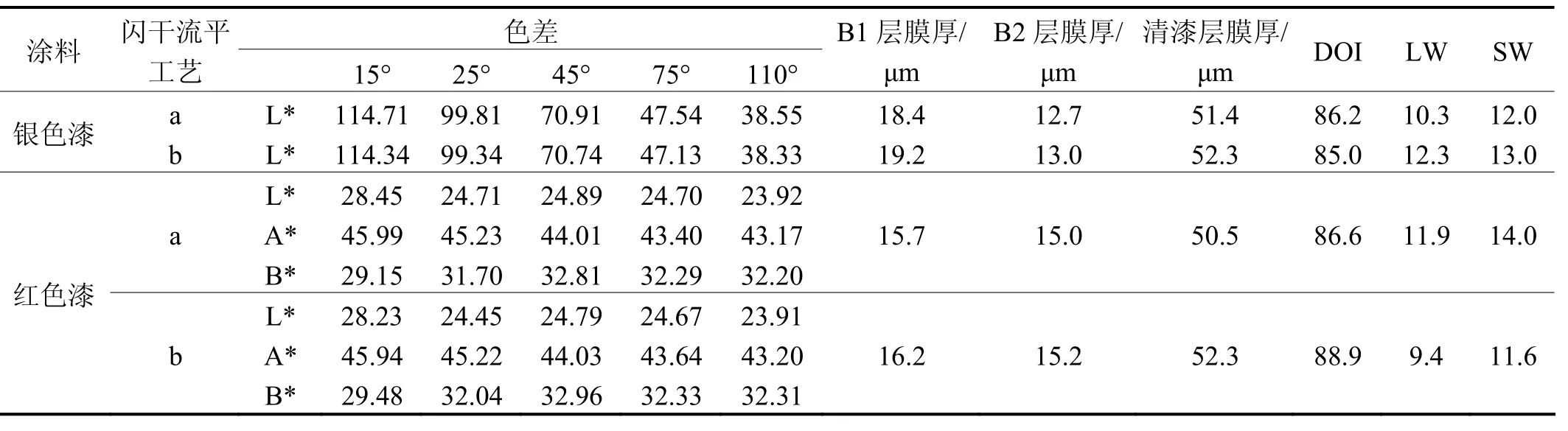
表6 2种涂料在不同流平时间的色差、DOI及橘皮数据Table 6 Data for color difference, DOI, and orange peel of two types of paints at different leveling time
3. 2. 3 旋杯型号(Durr Ecobell2和ABB RB1000)的影响
结合3.2.1的B2喷涂遍数影响因素的内容,机器人旋杯的选型也会对涂膜外观产生一定影响,尤其是金属色漆的B2喷涂。目前,较通用的旋杯型号为Durr的Ecobell2和ABB的RB1000,两种旋杯的喷涂方式及雾化机理之间存在差异,对颜色效果的实现会有一定的影响。故在开发新颜色时,应根据所用喷涂工艺及喷涂旋杯型号进行研究。
4 水性免中涂工艺外观实现方法
结合上述对水性免中涂工艺外观质量影响因素的分析,推荐最佳的外观实现方法如下:
(1) 降低底材的表观粗糙度,选择高质量外观的电泳漆,控制电泳后粗糙度≤0.2(取样长度为0.8 mm)。
(2) 金属感强及颜色鲜艳的金属色,可采用B2涂层两遍喷涂的方式以实现颜色效果,并注意控制B2喷涂的旋杯转速等参数设置。素色漆采用一遍或两遍喷涂方式皆可。
(3) 使用2K清漆,建议膜厚控制在50 μm以上,在控制成本的基础上可达到良好的外观效果,且推荐清漆 2遍喷涂。考虑到设备投资,则可采用水平面一遍喷涂,垂直面两遍喷涂的方式较为稳妥。
(4) 在满足湿碰湿要求的前提下,可适当延长涂层的闪干时间。
5 存在的问题
(1) 2K清漆工艺难点。目前,国内使用2K清漆主要为保险杠涂装,整车使用2K清漆的案例较少。由于2K清漆需要双组分混合,所使用的机器人配备的混合器及相应固化剂管路的日常清洗、保养比一般的机器人都复杂,且一旦有空气及水泄漏,会导致清漆固化,堵塞管道。故在选用2K清漆的生产过程中应严格监测,控制2K清漆机器人的管路状态及清洗状态,防止漏气漏水导致的管道堵塞。
(2) 材料成本劣势。由于2K清漆存在作为固化剂的B组分,其价格略高于清漆本身,且2K清漆膜厚需保持在50 μm左右,才能达到橘皮最佳效果,故会造成成本较高。同时,B1、B2等材料的国产化还需要一定的周期,前期需依靠进口。
(3) 垂直面的橘皮情况。本轮实验垂直面的SW/LW略偏高,并且与水平面的外观数据差异极为明显,可能是受实验板及实验板电泳涂层的影响,后期仍需进一步开展试验分析验证,并最终实现整个外观质量的提升。
6 结语
目前,全球已有戴姆勒克莱斯勒不来梅工厂、宝马美国(Spartanburg)工厂等多个工厂采用水性免中涂工艺,国内众多汽车厂也越来越关注水性免中涂工艺的发展。由全球市场来看,水性免中涂新工艺凭借其响应节能环保的主题和降低成本等诸多优势,必将迅速在国内普及。本文仅从实验室试验研究角度,结合项目建设的需要,对影响水性免中涂工艺外观质量的因素进行分析,以促进水性免中涂工艺在国内的推广应用。
[ 编辑:韦凤仙 ]
Study on water-based midcoat-free coating process //
XING Wen-ping*, GE Fei, QIU Chang-sheng
In automobile coating, water-based midcoat-free coating process has aroused more and more attention and will became the mainstream for the future due to its shortened process flow, less pollution discharge, and lower energy consumption. In this article, the water-based midcoatfree coating process was studied from aspects of coating performance indexes, topcoat color effect, flash leveling time, and varnish design, etc. The influence of varnish thickness, spraying number for the second topcoat, medium flash leveling time, and rotary cup selection on the automobile appearance quality and some existing problems were analyzed. A scheme for realization of optimal automobile appearance by using the water-based midcoatfree coating process was obtained.
automobile coating; waterborne paint; midcoatfree process; film appearance
Technological Center, Anhui Jianghuai Automobile Co., Ltd., Hefei 230601, China
TQ639.2
A
1004 – 227X (2012) 06 – 0062 – 04
2012–02–08
2012–02–27
邢汶平(1975–),女,湖北黄梅人,高级工程师,涂装工艺部技术总监,研究方向为汽车涂装工艺技术及材料。
作者联系方式:(E-mail) jacxingwp@126.com。
