幕墙设计质量与生产施工控制
2012-08-24李德生
李德生
建筑幕墙是建筑的外维护结构,承担建筑表皮的作用,具备防雨、采光、隔热保温、建筑艺术的功能,是综合了建筑设计、材料运用、结构设计、机械设计、机械制造、安装施工等多学科集成化的系统产品。笔者根据多年的设计、生产、施工的实际经验,分别从以下几点简略阐述与分析如何完成高性能高质量的幕墙产品。
一、管理队伍与流程的建立
1.建立一支高效精炼的组织管理队伍
组织管理队伍包括:施工设计组、项目调度、生产工厂、安装队伍、产品检验、质量管理等。这些管理队伍与人员需具备足够的项目经验、职业道德及技术能力,具备足够的项目执行能力及解决实际问题的能力,一支高效精炼的人才队伍建立是完成优质产品及实现企业目标的前提。
2.建立有效的管理流程

上图是一个全程的幕墙产品设计生产施工运作的流程图,基本反映了各职能部门的工作运作方式。
工作开展前,设计部、调度、材料部、项目部、加工厂根据施工总进度制定设计出图计划、材料供应计划、生产计划、安装计划,并根据企业制度制定各种奖惩措施,各部门按照计划执行各自工作。
通过流程管理制度的建立,使各职能部门工作目标明确、相关职责明确、奖惩措施明确,协调沟通畅通,可以确保各项工作的有序可控。
二、项目总调度的作用

1.幕墙工程是涉及到多学科、多工种、多职能部门的集成化系统。在大型幕墙企业里,由于项目部、计划部、设计部、材料供应部、仓库、生产工厂、质量检测部等各部门管理相对的独立性、工作的特殊性等等,带来各工作的衔接、交接、协调较差。综观某些大型幕墙工程项目运作以来,大多数的管理混乱、管理真空、问题扯皮、计划目标缺失、权责不明、协作不力导致的工期漫延、质量低下、效率低下、材料损失、资源浪费等基本都源于此。因此,针对具体的大型项目,建立一个项目总调度制度,对于掌控项目实施进度,安排生产计划、调度计划、采购计划、质量掌控等对于实际工作的意义非常之重大。
2.项目总调度与项目部、设计部、材料部、生产部在项目开展前制定设计出图计划、采购计划、生产计划、检测重点等,并跟踪工作的执行情况、工作质量情况,对于工作之间的衔接沟通、问题的提出处理、计划调运等负责。
3.项目总调度进行各专业工作之间的衔接、沟通、计划实施完成、文件控制、协调等,并促进工作进度、工作质量;联合检测部进行进度检查、质量检查工作等。
4.项目总调度全面掌握各职能部门的工作动态及进度,特别是质量与进度的掌控情况,发现与分析存在的各种问题,在调度会上讨论分析问题产生的原因及解决方法,并形成文件上报企业监察部,为企业领导层决策提供可靠的实际资料。
三、设计质量的控制
1.方案设计的准确性、幕墙分格、线条尺寸大小、幕墙用材、物理性能、与其他各专业的衔接处理与建筑设计的沟通确定。
2.幕墙系统设计的针对性、适应性、可操作性,是否满足规范要求?是否满足安全性能、经济要求?
3.设计须保证施工图纸的完整性全面性,结构计算书的准确性。
4.幕墙生产用图的准确性、工艺操作性、合理性、完整性。
5.幕墙现场用图的准确性、工艺操作性、合理性、完整性。
6.幕墙设计出图的进度、出图计划的控制。
四、材料采购的控制
1.材料采购的计划应该符合项目进度的要求。
2.材料质量标准需满足国家规范要求及设计要求。
3.做好材料检测工作,拒绝任何不合格材料入库。
4.做好入库与出库的管理工作。
5.做好材料清点工作。
6.根据国家规范、企业标准制定各材料检测标准。
五、幕墙生产工艺部的工艺管理与控制
1.在幕墙设计阶段,工艺部需要与幕墙设计师一起评审幕墙产品的机加可行性,连接牢固性,设备刀具的磨损性,经济性、安全性及工艺流程合理性。
2.对于一般构件的机加工艺与装配工艺,编制通用的工艺流程与工艺质量检查制度,并考虑刀具、设备、工装、量具、效率的影响。
3.对于复杂构造的机加工艺与装配工艺,编辑专用的工艺流程与工艺质量检查制度。
4.需要制作工装夹具、模具的,由工艺人员负责设计、由生产部门按计划进行生产。
5.需要外协厂家生产的,由项目调度安排外协厂家供应生产,并对外协厂家的工艺、质量控制情况进行真实的调研工作。
6.对于生产批量较大的产品,尽量采用专用工装、模具加工,以保证产品质量的稳定性和提高生产效率。
7.工艺部与检测部共同制定质量检查制度、工艺纪律检查制度,对产生的质量问题进行收集统计与处理。
8.工艺质量的控制须形成完整的系统的控制流程与检测方式,针对单元体幕墙的生产,工艺质量控制的重点应当在机加精度与装配流程上。
六、生产流程控制
1.生产流程的控制是单元体幕墙企业最重要的控制阶段,幕墙工程的成败与否均由此阶段决定。
2.单元体幕墙作为一个多材料多工种集成化的建筑产品,须用现代企业的管理运作方式方能够适应目前的工期计划、日益复杂的产品设计,才可以完成高质量高性能的产品。
3.产品的生产质量控制是完成高质量高性能幕墙产品的最关键因素。
4.生产过程应合理选择定位基准、装配基准、测量基准。
5.严格控制加工过程中的尺寸公差、保证最终装配的尺寸及公差要求。
6.幕墙生产流程主要包括以下几条:铁件生产流程、铝型材加工流程、板材生产流程、打胶生产流程、装配生产流程。
7.建立工艺流程管理工序卡制度,每一步工序均需要进行自检与专检,对于关键工序进行重复抽样检测,只有进行每一步工序质量的控制,最终的产品质量方能够得到有效的控制。
8.工厂进行流程管理试点后,应当将各工艺流程、生产流程、质量控制常态化,可以保证批量幕墙产品生产的效率及质量。
七、质量控制制度
1.产品检测部专门进行检查产品质量与工艺质量的工作。
2.加工质量标准:根据国家规范及行业标准、企业要求制定实用可行的各种幕墙构件、面材的质量标准。
(1)幕墙构件尺寸符合以下偏差要求:

项目 允许偏差 检验工具优等品 合格品立柱 ±0.5 ±1.0直角截料长度尺寸L钢卷尺横梁及0.0-1.0端头角度a-10'-15' 角度尺副框铝型材 ±0.3 ±0.5金属板轧制型材0.0-0.5立柱 ±0.5 ±1.0斜载角料长度尺寸L钢卷尺横梁及0.0-1.0端头角度a-10'-15' 角度尺副框铝型材 ±0.3 ±0.5金属板轧制型材0.0-0.5型材弧形截料弧长尺寸L L≤2000 ±0.5 ±1.0钢卷尺L>2000 ±1.0 ±1.5端头角度a-10'-15' 角度尺圆弧曲率 与样线偏差2 样板或样线
(2)截料端头不应有加工变形,毛刺不应大于0.2mm。组角用角片、结构装配用角片下料后,应达到无毛刺后,再组装。
(3)孔位孔距的允许偏差及累计偏差需符合技术要求。
(4)构件中槽豁、榫的加工精度应符合下列要求。
①构件铣槽尺寸允许偏差应符合表的规定:

项目 A B C偏差 +0.50.0+0.50.0 ±0.5检验工具 卡尺或钢板尺
②构件铣豁尺寸允许偏差应符合表的规定:

项目 A B C偏差 +0.50.0+0.50.0 ±0.5检验工具 卡尺或钢板尺
③构件铣榫尺寸允许偏差应符合下表:

项目 A B C偏差 +0.50.0+0.50.0 ±0.5检验工具 卡尺或钢板尺
3.同上面的构件加工要求,制定玻璃、金属板、石材、铁件的尺寸误差控制。
4.建筑幕墙构件的装配尺寸应符合下列要求。
(1)铝型材装配组件尺寸允许偏差应符合下表:

序号 项目 允许偏差 测量工具1组件长度尺寸 ±1.0钢卷尺2 铝框内侧对角线差及组件对角线差≤2000 ≤1.5>2000 ≤2.0
(2)铝型材装配间隙及同一平面度的允许偏差应符合下表:

项目 装配间隙 同一平面度差允许偏差 ≤0.4 ≤0.3
(3)单元框架组装装配允许尺寸偏差根据GGBT21086-2007第10.3.1.3条:
10.3.1.3 单元主框架和单板副框架组件装配尺寸允许偏差应符合表68的要求。
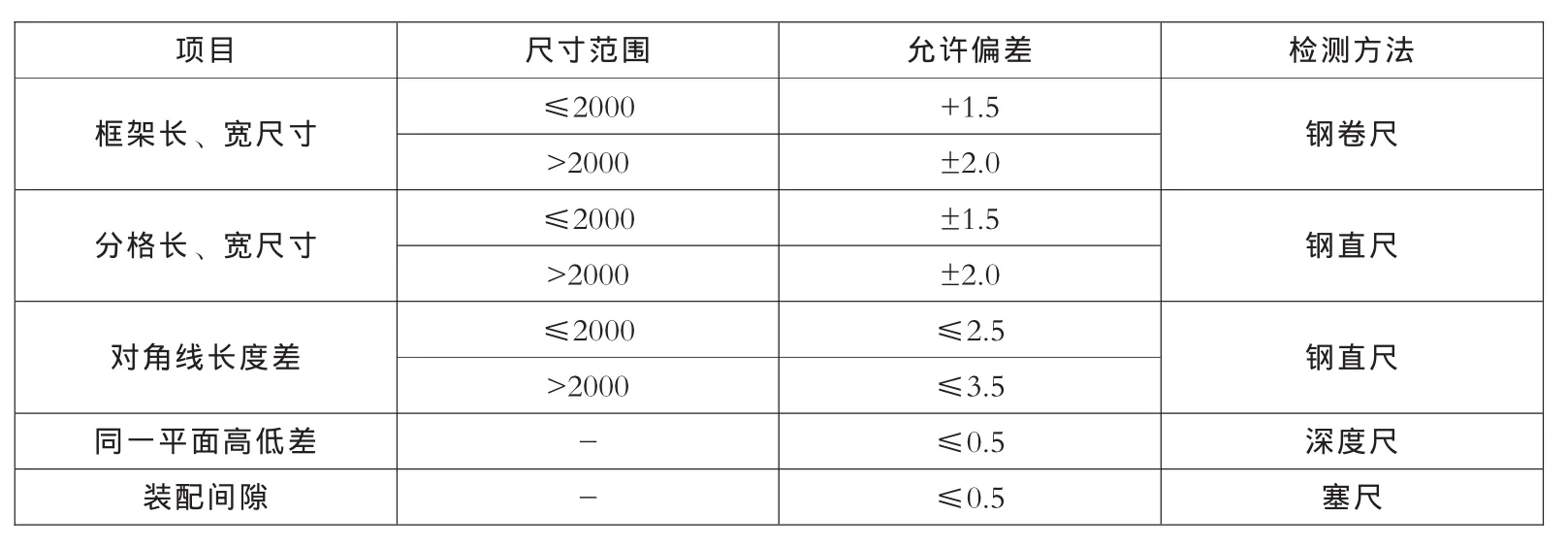
表6 8单元框架组件装配尺寸允许偏差 (毫米)
(4)结构胶幕墙组合尺寸偏差应符合下表:

序号 项目 尺寸范围 允许范围 检测工具1 框长宽尺寸 ±1.0 钢卷尺2 组件长宽尺寸 ±1.5 钢卷尺3 框接缝高度差 0.5 深度尺4 框内侧对角线及组件对角线差当长边≤2000 ≤2.5钢卷尺当长边>2000 ≤3.55 框组装间隙 0.5 塞尺6 胶缝宽度 ±1.00.0 卡尺或钢板尺7 胶缝厚度 ±0.50.0 卡尺或钢板尺8 组件周边玻璃与铝框位置差 1 深度尺9 结构组件平面度 3 1m靠尺10 板块厚度 ±0.5
幕墙结构胶应充满空腔,粘结牢固,胶缝应平整光滑,避免出现气泡,胶缝以外不能有残胶、污迹。
5.制定其他各种金属板、幕墙连接件、窗单元、材料保护等等质量标准与尺寸误差控制。
6.质量等级评级:加工制作质量等级分为优等品、合格品、超差回用品、废品四个等级。工艺部、检测部会同设计部、项目部、加工厂共同制定质量评级的方法与制度。
八、施工安装控制制度
1.施工当严格按照设计图纸进行,完成现场的放线测量、连接件安装、吊装板块、收口处理工作。
2.根据各项目特点、幕墙系统特点制定合适的安装方案流程,制定安装计划。
3.建立现场工序质量检查控制制度,使每一关键工序能够得到有效的控制。
4.单元式幕墙的允许偏差应符合下表的规定。
单元式幕墙允许偏差及检查方法:

序号项 目 允许偏差(mm)检测方法高度≤30m ≤101 竖缝及墙面垂直度30m<高度≤60m ≤1560m<高度≤90m ≤2090m<高度≤150m ≤25高度>150m ≤302 幕墙水平度 幕墙幅宽≤35m ≤5用全站仪或经纬仪或激光仪用水平仪幕墙幅宽≥35m ≤73幕墙平面度 ≤2.5 用2m靠尺4拼缝直线度 ≤2.5 用2m靠尺5 单元间接缝宽度 (与设计值相比)±2.0 用钢直尺6 相邻两单元接缝面板高低差 ≤1.0 用深度尺7单元对插配合间隙(与设计值相比)+1.00 用钢直尺8单元对插搭接长度 ≤1.0 用钢直尺
以上,分别从设计、调度、生产、管理等角度简述了如何完成高性能高质量的幕墙。可以看出:设计是龙头、生产质量是关键、质量控制是重点。作为一个多学科的集成化的幕墙产品,质量的控制尤为重要,只有保证了设计质量、生产过程质量、安装质量,才能够确保最终幕墙的高性能高质量。
建筑幕墙不仅仅是建筑外装饰,更是建筑的重要组成部分。幕墙的质量与性能关系到建筑用户的生命财产安全,并直接影响幕墙企业的市场美誉度,幕墙质量的控制、幕墙性能的实现应当引起企业、行业的高度重视。严格按照国家规范、质量要求进行幕墙的设计、生产、施工,确保每一个幕墙项目都是精品工程。
[1]《建筑幕墙》GBT21086-2007
[2]《铝合金建筑型材》GB 5237-2004
[3]《玻璃幕墙工程技术规范》JGJ102-2003
[4]李德生. 《幕墙设计流程与生产施工》.苏州柯利达公司幕墙培训讲义
