可任意分度的大型曲轴连杆颈磨削夹具设计
2012-07-08项明华肖建军
项明华 肖建军
(上海机床厂有限公司 上海 200093)
随着我国船舶、机车、压缩机等行业的蓬勃发展,大型发动机、压缩机的需求量也大幅增加。其中大型曲轴就是其中的关键零件。其质量的好坏将直接影响着发动机、压缩机的工作性能。从曲轴的生产机械加工工艺流程来看,曲轴连杆颈的磨削精度是保证曲轴质量的重要环节,而曲轴连杆颈在磨削加工时的相位分度定位和夹持技术对曲轴连杆颈的磨削精度起到决定性的作用。因此,在深入分析了传统曲轴磨床的相位分度定位和夹持技术的特点之后,经过研究和分析,设计出了一种新型的可任意分度的大型曲轴连杆颈磨削夹具。
1 传统的曲轴磨床使用的连杆颈加工夹具的结构特点
目前,在大型曲轴磨床设备中,使用的连杆颈加工夹具大多如图1所示。
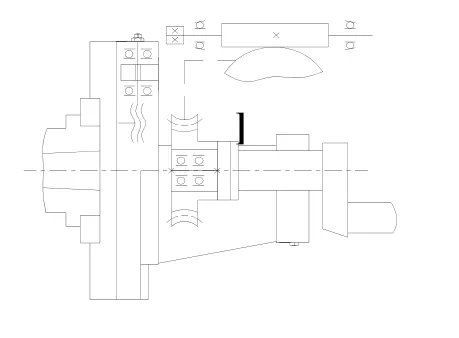
图1 传统的曲轴磨床使用的连杆颈加工夹具示意图
当需要调整曲轴的连杆颈相位时,需要松开前端的夹紧零件,然后转动蜗杆,带动连接在曲轴端头的蜗轮,驱动曲轴,使其转动到目标位置后进行夹紧。这类夹具在加工大型曲轴时有以下缺点:
(1)由于大型曲轴的重量很大,前端轴瓦所受到的摩擦力相当大,对带动机构有较大的刚性要求。
(2)由单一插销定位并带动工件时,大插销容易变形,从而影响定位精度。
(3)在对工件每次进行分度时都要松开夹头,当分度完成以后再夹紧,容易产生定位精度误差。
2 可任意分度的曲轴连杆颈磨削夹具设计和结构原理
为了有效地避免传统分度结构的缺点,结合现有结构,参考了国内外的先进技术,进行了结构改进和设计创新,新设计了一种大型曲轴连杆轴颈加工任意角度的分度夹具,用于曲轴连杆颈加工中的偏心以及相位分度的精度和各种角度的相位分度调整,如图2所示。

图2 可任意分度的曲轴连杆颈磨削加工夹具示意图
在新型的大曲轴连杆轴颈加工任意角度分度夹具中,包括校正装置、卡盘体、偏心调节装置、过渡盘、手动分离装置、卡盘分度机构、工件夹紧装置等。
在图2中,卡盘体通过螺钉固定在工件驱动装置上;过渡盘通过8个锁紧螺钉和偏心调节装置与卡盘体相连接。在过渡盘的侧面装有百分表,卡盘体上装有校正装置,过渡盘与偏心调节装置之间装有手动分离装置。
偏心调节装置由定位螺母、轴承座、偏心调节螺杆等零件组成。偏心调节螺杆通过轴承座连接在卡盘体上,偏心调节螺杆上旋有定位螺母,定位螺母与手动分离装置相连接。
手动分离装置由转直齿端齿盘、定直齿端齿盘、组合轴承、顶杆、轴套、滚针轴承、偏心轴手柄、深沟球轴承、导向盘、顶头、杠杆、底盘等零件组成。
转动偏心轴手柄时,由于偏心轴与顶杆接触连接,顶杆可以通过顶头与杠杆(杠杆两端装有深沟球轴承)并通过深沟球轴承与底盘连接,底盘端面设有转直齿端齿盘;手动分离装置的安装座端面上设有定直齿端齿盘,在卡盘分度机构进行分度定位时,转直齿端齿盘与定直齿端齿盘啮合;在卡盘分度机构分度时,转直齿端齿盘与与定直齿端齿盘分离。偏心轴下端设有二个组合轴承,上端设有滚针轴承。
卡盘分度机构由滚动轴承、主动齿轮、从动齿轮、大齿轮、转台轴承、刻度盘、带动销、直线滚珠导套、定位销、连接销、齿轮盘压紧板(圆周均布)、带动盘、游标、密封盖和过渡盘等零件组成。
连接在底盘后面的大齿轮通过从动齿轮与安装在过渡盘上的主动齿轮进行啮合。卡盘机构的带动盘与过渡盘之间装有刻度盘和游标,带动盘后面连接工件夹紧装置。带动盘与过渡盘之间设有转台轴承。主动齿轮和从动齿轮与过渡盘之间分别通过滚动轴承进行连接。
由大齿轮、带动销、底盘、工件夹紧装置、定位销、连接销、带动盘、游标和沿圆周均布的齿轮盘压紧板组成卡盘机构。
松开过渡盘锁紧螺钉即可使用偏心来调节夹具的偏心。此时可以将标准量棒放于偏心校正装置中间,通过百分表的读数来精确控制偏心量。
转动偏心轴手柄带动偏心轴推动顶杆,顶开顶头带动杠杆,杠杆上的深沟球轴承径向顶开底盘并带动转直齿端齿盘和定直齿端齿盘进行分离。
转动主动齿轮带动从动齿轮再带动大齿轮,大齿轮带动前端由卡盘机构一起转动,通过刻度盘和游标来确定角度,调整好角度后再转动偏心轴手柄,使得转直齿端齿盘和定直齿端齿盘重新啮合,即可实现精确的分度功能。
卡盘体安装在工件回转的驱动装置上,加工之前,首先利用偏心调节装置按曲轴的冲程量进行调整偏心量,找出曲轴的初始相位,利用夹具的夹紧部分将曲轴固定好。在完成第一个连杆轴颈的加工后,转动偏心轴使移动顶杆顶开端面齿轮盘,通过主、从动齿轮的传动,根据刻度盘上的标尺指示,将曲轴调整至指定角度,转动偏心轴使顶杆和端面齿轮盘进行复位,以完成连杆轴颈的相位分度。
3 结语
新型的大曲轴连杆轴颈加工任意角度分度夹具目前已经试制成功,产品已经投入市场。在听取了曲轴生产厂家所反馈的意见之后,总体反映良好。
该新型夹具有以下优点:
(1)分度盘转动时的摩擦力小,对带动装置的刚性要求低。
(2)采用端齿盘来带动工件,刚性好,不会影响分度的定位精度。
(3)工件在分度时无需松开夹头,不会产生重复的定位误差。体现了使用一种分度夹具即可加工各类曲轴的优点。这样,在磨床上经过一次装夹后即可完成全部曲轴连杆轴径的加工,提高了效率,降低了劳动强度,收到了明显的经济效益。
[1] 汪学栋,蔡新娟,陈龙法.曲轴加工的夹紧分度夹具[P].发明专利: 200720075617.
[2] 汪学栋,项明华,厉锦敏,林帷杰,肖建军.曲轴曲拐角向精确定位装置[P].发明专利: 201110425247.
[3] 中国机械工程学会,中国机械设计大典编委会.中国机械设计大典[M].江西:江西科学技术出版社,2002.
[4] 李伯民.现代磨削技术[M].北京:机械工业出版社,2003.
[5] 叶勇,朱若艳.基于有限元分析的结构优化设计方法[J].机械, 2004, 31(11):18-20.
