汽轮机转子菌形叶根超声相控阵检测
2012-07-01黄桥生陈红冬
黄桥生,陈红冬,龙 毅,熊 亮,胡 彬
(1.湖南省湘电锅炉压力容器检验中心有限公司,长沙 410007;2.湖南省电力公司 科学研究院,长沙 410007)
汽轮机中要求最高、工作量最大的部件是汽轮机转子,转子上需装数以千计的各式各样大小叶片,每一个叶片的叶根在高温、高压、高速转动中,承受着数十吨甚至数百吨的离心力、弯力和扭力,使得转子在高速旋转的过程中可能导致叶片叶根裂纹的产生,甚至造成叶根断裂,某电厂叶根断裂见图1,从而影响到转子的安全运行。我国电站大型汽轮机装机规模近10年来连续迅速增加,600MW及以上容量机组已成为主力机组,叶片工作参数标准越来越高,安全可靠性愈显重要。即使叶片发生轻微的损伤,所引起的汽轮机安全可靠性的降低也是不容忽视的[1]。

图1 叶根断裂
1 相控阵研究现状
超声相控阵技术源于雷达天线电磁波相控阵技术,最初被用于医疗领域[2],在20世纪60年代初期才被引入超声自动探伤领域中[3]。但由于相关技术的限制,直到90年代末期才被广泛认可,并出现了商品化的相控阵探伤仪。
近年来,超声相控阵检测与成像技术因其独特的优点已成为工业无损检测学科新的发展方向。与传统超声检测技术相比,其优点有:① 采用电子方法控制声束聚焦、偏转和扫查,可以在不移动或少移动探头的情况下实现较大角度范围的快速扫查,提高检测效率。② 具有良好的声束可达性,能对复杂几何形状的工件进行检测。③ 通过控制焦点尺寸、焦区深度和声束方向,可使检测分辨力、信噪比和灵敏度等性能得到提高。④ 相控阵技术能实现对缺陷的多种视图成像,检测结果直观,便于对缺陷的识别与判定。
2 菌形叶根型式及重点检测位置
菌型叶片叶根结构比较复杂,高、中压转子的叶片叶根带有轴封(见图2),低压转子叶片叶根没有轴封。菌形叶根有单菌、双菌和三菌,该种叶根的应力集中在靠近叶片的第一菌处。无损检测要求能发现第一菌处裂纹,检验难度较大,检测方式也各有不同。

图2 菌形叶根
3 探头和试块
在役不拆卸状态下叶身、叶根结构复杂,超声检测时随着探头的移动截面尺寸变化大,信号识别困难,操作空间极其有限,检测时所需的声波角度范围大至几十度,使用常规超声检测需要更换几十个探头,劳动强度大,基本无法实现正常检测。探头在不同的检测位置其检测面与齿根缺陷的夹角不同,使得相同尺寸的缺陷,回波幅值不一样,检测时灵敏度设置复杂,传统超声检测很难给缺陷进行准确定量。
3.1 检测探头
阵列探头是超声相控阵系统重要部件之一。针对不同的部件,不同的检测目的,需要设计不同参数、形式的相控阵阵列探头。工业无损检测应用最为广泛的阵列探头为一维线性阵列探头,线阵探头检测数据处理简便,对仪器硬件要求相对低于面阵探头,易于现场便携式使用。
对于薄壁工件可以选择更高的频率。频率越大,图像的分辨率越高。根据叶根检测的特点选取频率为5MHz。阵元数N的增加,可以使声束指向性更好。阵元数越多,主瓣宽度越小,旁瓣幅值也会变小。在N≥8的情况下,阵元数对旁瓣幅值的影响越来越小。随着阵元数的增加,探头尺寸相对也会增加。综合考虑选取N=16。增加阵元间距d,声束的指向性会更好。d的增加,会使主瓣宽度变小。但是,d取值过大,会带入栅瓣。所以可以在不带入栅瓣的情况下,取较大的d值。在N取值确定的情况下选取d=0.4mm。阵元宽度a是对指向性影响最小的一个参数。增大a可以增大在控制方向上的声压,获得更好的性噪比。适当增大a值,也会使旁瓣变小,但是变小的范围很有限,选取a=0.45mm。综上所述,设计探头的参数为:中心频率5MHz±500kHz;阵元数16;阵元中心间距0.4mm;阵元隔离槽宽0.05mm;阵元长度6mm。
3.2 试块设计
相控阵探头各个阵元按照聚焦法则进行激发叠加成相应的主声束,但由于各阵元之间存在一定的声学性能差异,同时各阵元声波到达焦点的声程不同,产生的衰减也不同,这些都将导致不同位置的主声束灵敏度存在一定的差异,给缺陷探测和定量带来困难。因此需要使用试块对其进行校准,使各个声束在同一深度位置具有相同的灵敏度。
根据叶根检测的深度要求,将灵敏度校准和TCG曲线制作时的试块合二为一,设计YG-1试块,见图3。试块可采用材质均匀,晶粒度≥7级的20号钢锻件制作,或采用与被检工件声学性能相同或相近似的材料制成。图3中试块精度±0.05mm,表面粗糙度Ra≤3.2μm。

图3 试块实物图
3.3 检测信号
在菌形叶根的第一菌处电火花加工10mm×1.0mm×0.4mm的人工槽,扫查剖面图见图4,超声相控阵人工检测信号见图5,6。
3.4 裂纹波的判断
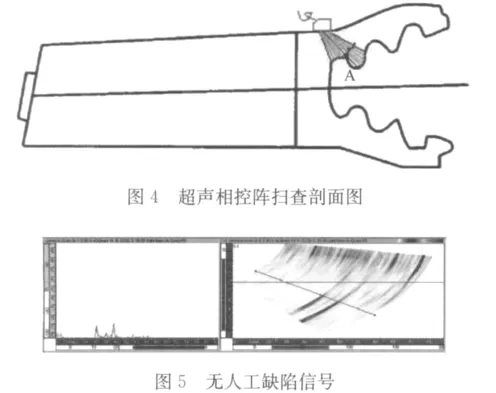
在叶片叶根的第一菌处有人工槽时,显示屏上叶根底波前,凹槽端角第一个反射波后会出现裂纹波,且裂纹波当量远大于第一个反射波当量,同时第二个凹槽端角反射波明显下降或消失。当叶根无人工槽时,第一个凹槽端角反射波及第二个凹槽端角反射波噪声较低,且不会出现裂纹波。
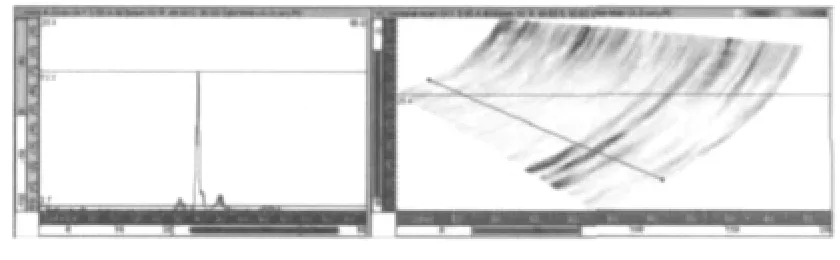
图6 人工缺陷信号
4 结论
针对汽轮机低压转子菌形叶根开发的超声相控阵检测技术能够较好地分辨叶根试块上的人工缺陷,数据判读精确,实现了对第一菌处的全覆盖检测。解决了大容量机组菌形叶根的超声检测难题。
[1]权正钟.加工汽轮机转子叶根槽用简易数控双头铣床的研制[J].中国设备工程,1997,1(8):10-13.
[2]钟志民,梅德松.超声相控阵技术的发展及应用[J].无损检测,2002,24(2):69-71.