机床导轨刮研修复最少切削量的选择方法
2012-02-20李恒扬
李恒扬
(柳州职业技术学院 机电工程系,广西 柳州 545006)
机床的导轨面,往往与其他不会磨损的加工面具有一定的不平行度或不垂直度的技术要求,在修复磨损的导轨面时,以不磨损的面作基准,才是最少切削量的方法,维修时需根据不同的设备类型,做出具体的选择。
1 导轨修复的最少研刮切削量
机床导轨的修复,在没有导轨磨床的情况下,大多数中小企业一般采用人工刮研工艺,这是一种既耗时又费体力的方法。
机床设备在实际使用中,由于加工短零件的数量,远比用于加工长零件的数量多许多倍,而机床导轨的磨损,一般又是与受力面的移动次数成正比,因此磨损后的机床导轨运动曲线,往往具有如图1的中凹形状。而且多数情况下L1≈1/3 L,L2≈2/3 L,h一般在0.2~0.8 mm之间,随工件的技术要求而升降。
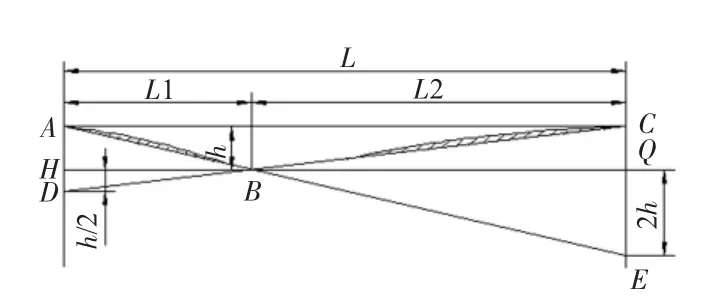
图1 磨损后的机床导轨运动状态曲线图
在修复磨损的机床导轨面时,都以不磨损的面作基准,才是最少切削量的方法。否则,导轨面虽然研刮切削量少了,但是其他基准面还需要刮研,才能符合技术要求,二者加起来就不是最少切削量了。
2 最少研刮切削量的选择方法
下面分别对3种选择方法进行阐述。
(1)第一种方法。保持与原基准面平行或垂直的刮研法(即HQ线),纵向截面的面积为
S1= ⊿AHB+⊿BCQ=1/2(L/3)h+1/2(2/3 L)h=1/2 Lh
L为机床导轨长度;
h为机床导轨磨损量。
(2)第二种方法。导轨最少切削量法(即DC线),纵向截面的面积为
S2= ⊿AHB+⊿HBD=1/2(L/3)h+1/2(L/3)(h/2)=1/4Lh=1/2 S1
(3)第三种方法。导轨最大切削量法(即AE线),纵向截面的面积为
S3= ⊿BQC+⊿BQE=1/2(2/3L)h+1/2(2/3L)2h=Lh=4 S1
从分析可见,第三种方法既费工时又影响与基准面的技术要求,因此必须注意避免。
图中带斜线部分的面积,在3种方法都需要刮去,因此不计算在内。图中HQ面与机床基准面平行。
至于V形导轨,可以用一块V形垫铁来测量导轨运动曲线,可以相当于平导轨来理解。
复合导轨的磨损情况,也可以应用类似的方法进行分析,在此不作详论。
3 最少研刮切削量的选择原则
常见各类机床的基准面要求和最少切削量的选择原则,如表1所列。
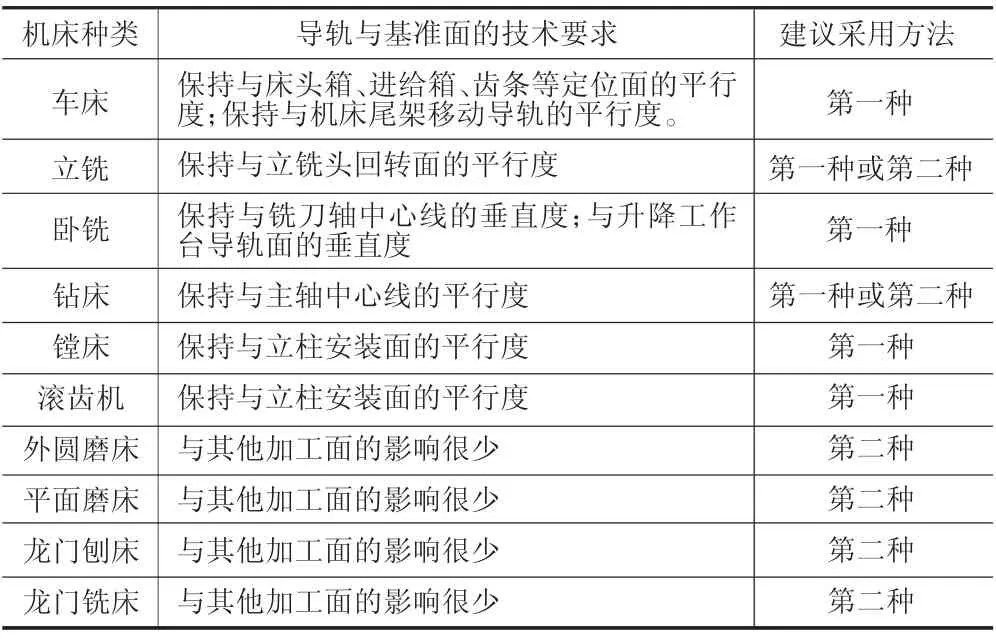
表1 常见各类机床的基准面要求和最少切削量的选择原则表
4 结束语
通过以上的分析及表中的应用,可以适当减少刮研的切削量,从而提高设备维修时的工作效率,同时也可以看出第二种方法的局限性。
[1]邱言龙.机床维修技术问答[M].北京:机械工业出版社,2004.
[2]中国机械工程学会.机修手册(第3版)[M].北京:机械工业出版社,2011.
[3]谢怀湘.机床修理工具及修理技术问答[M].北京:机械工业出版社,2011.
