层压复合工艺优化
2012-01-15杨付霞汪黎明
杨付霞,汪黎明
(青岛大学,山东 青岛 266071)
层压复合织物,从某种意义上讲,属于柔性复合材料。复合材料既保持了原组分材料的性能特点,又可以通过材料设计使各组分的性能相互补充、彼此关联,形成复合效应,获得原组分材料所不具备的性能。利用复合材料此性能,将两层(或多层)不同性能风格的织物复合在一起,形成一种功能多样化、穿着舒适及风格独特的功能性纺织品[1]。而层压复合工艺正是获得多功能复合织物的有效手段,它通过黏结的办法把具有各种功能的材料结合在一起,与普通织物相比存在明显的优势。
采用粘合剂法,将织物与织物或织物与功能薄膜通过某种工艺层压复合而成。层压复合织物有两种常见结构,一种是由外层织物、里层织物或功能薄膜粘结在一起层压复合成两层复合织物;另一种为外层面料和中间薄膜层、里层织物组成的三层复合织物。层压法一般是利用层压机来生产层压织物,考虑四个工艺参数:上胶量、层压压力、压烫温度、加压时间。
运用层压复合技术将普通纺织织物与功能性微孔薄膜复合于一体成为具有一定功能的层压复合织物,是提高防风保暖、透气透湿性和拒水等功能特性的发展方向。为了节省成本,减少实验量,本文采用正交试验组合设计,设置实验方案,对三层复合织物的性能指标进行灰色近优综合评定,确定最优工艺。
1 试验方法
1.1 各层次间的规格
外层面料为锦纶机织物,中间功能薄膜为微孔聚四氟乙烯,里层织物为纯棉机织物,三者具体规格如表1所示。
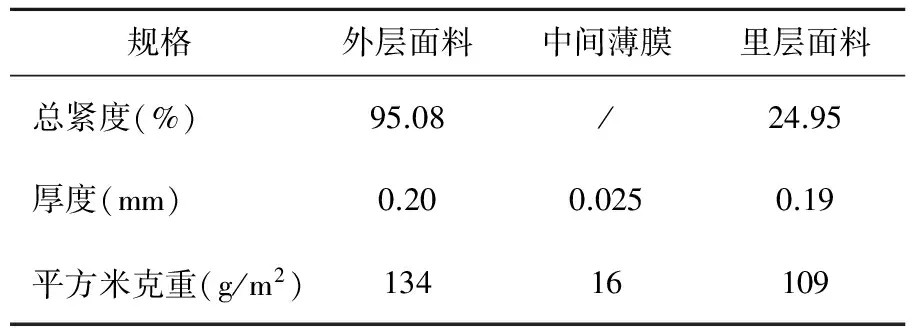
表1 各层次规格
1.2 实验方案设计
层压复合工艺参数为上胶量、层压压力、压烫温度和时间四个影响因素,四因素各有三个水平。在不影响实验结果的情况下,为了减少实验量、节约实验成本和时间,本课题采用四因子三水平正交试验方案[2],选用L9(34)正交表。层压复合工艺参数因子水平见表2,层压工艺方案见表3。
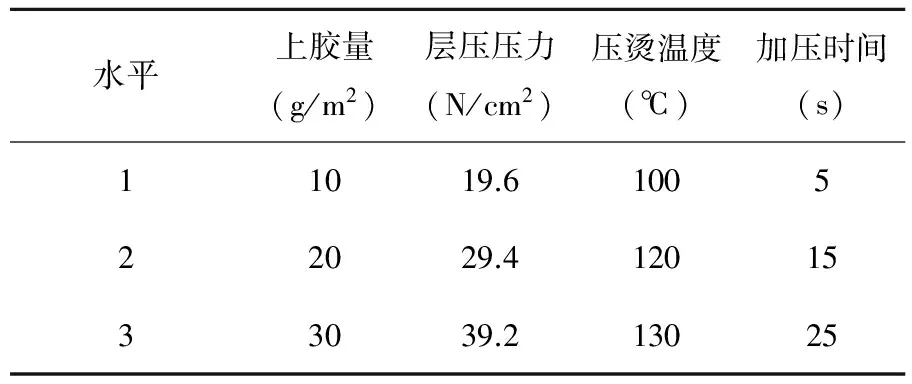
表2 层压复合工艺参数因子水平表

表3 层压复合实验方案
注:A—上胶量;B—层压压力; C—层烫温度;D—加压时间。
1.3 生产三层复合织物
选用聚氨酯粘合剂,按照9种实验方案中的工艺参数,将外层锦纶针织物面料、中间功能薄膜、里层面料进行层压复合,获得9种不同性能的复合织物。
2 工艺参数对层压复合织物性能的影响[3]
2.1 对复合织物的剥离强度性能影响
不同工艺条件下,制得的层压复合织物,剥离强度各不相同。外层面料与中间薄膜、里层面料与中间薄膜的剥离强度图如图1所示。
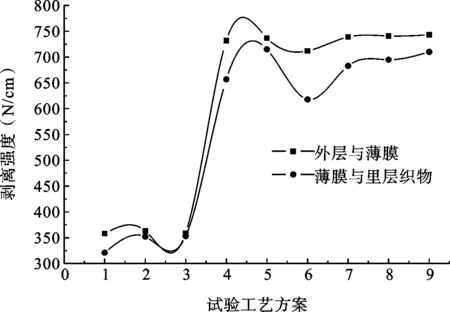
图1 不同工艺方案的剥离强度
从图1可以看出,工艺5时,两种织物间的剥离强度都是最大。1、2、3工艺方案中剥离强度处于最低值,主要由于此时的上胶量很少,达不到所需的剥离强度。而在工艺6、7、8、9方案时,上胶量大量增加,此时出现渗胶现象,因此剥离强度出现下降趋势。
2.2 对复合织物耐静水压性能影响
静水压是指水通过织物时所受到的压力,所能承受的静水压值越大,表明复合织物的拒水性能越好。不同工艺条件下三层复合织物的耐静水压值如图2所示。
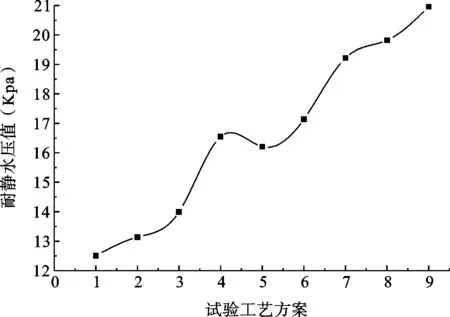
图2 不同试验方案的耐静水压值
从图2 可以明显看出,工艺3与4、6与7之间的静水压值增加量较大,由于此过程中上胶量增加,耐静水压值大量增加,层压压力和压烫温度对复合织物的耐静水压值影响较小。
2.3 对复合织物透湿性能影响
复合织物的透湿性指标用透湿量来表示。在一定水蒸汽压条件下,一定时间内通过织物单位面积的水蒸汽量。9种工艺参数下三层复合织物的透湿量如图3所示。
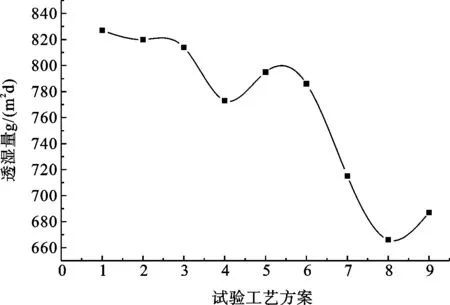
图3 不同试验方案的透湿量
从图3可以看出,随着上胶量的增加,复合织物的透湿量急剧下降。在工艺1、2、3时,上胶量不变,层压压力和温度增大,透湿量略微下降;在工艺4、5、6时,上胶量不变,层压压力大的,透湿量较大。以上变化,可以说明四个工艺参数中上胶量和层压压力对复合织物的透湿性影响较大。
2.4 对复合织物透气性影响
透气性是复合织物舒适性能的重要因素,本文用透气率来表示复合织物的透气性能。九种工艺参数下三层复合织物的透气率如图4所示。
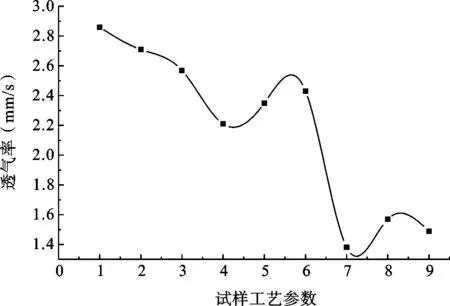
图4 不同试验方案透气率
从图4可以看出,在工艺4时上胶量增加,复合织物的透气率略微下降。而在工艺7时,上胶量再次增加复合织物的透气率急剧下降。说明在工艺4、5、6时,复合织物的上胶量正好满足层压复合需要,没有出现渗胶现象,形成了良好的透气梯度。
3 灰色近优综合评价复合织物性能
用灰色近优理论[4]综合评定三层复合织物的最优工艺,主要考核外层面料与薄膜剥离强度、里层面料与薄膜剥离强度、三层复合织物耐静水压、透湿性和透气性等五个性能指标,综合评定出最优的工艺方案。


=Kj[0.7055,0.7094,0.7054,0.8802,0.9097,0.8881,0.8428,0.8538,0.8689]
总之,将上面的近优白化灰元从小到大排序,即可推出各工艺方案的近优顺序(从优到劣)。
5—6—4—9—8—7—2—1—3
通过近优综合性能评价,可以很明显判断出最优工艺,即为工艺5。因而可以推出在上胶量为20 g/m2,层压压力为39.2 N/cm2,压烫温度为120℃,层压时间为5 s的工艺参数下,层压复合成的复合织物各性能达到最优。
参考文献:
[1]张建春,黄机质,郝新敏.织物防水透湿原理与层压织物生产技术[M].北京:中国纺织出版社,2003.
[2]任露泉.试验优化设计与分析[M].北京:高等教育出版社,2001.
[3]徐蕴燕,仲岑然.织物性能与检测[M].北京:中国纺织出版社,2007.
[4]郁崇文,汪军,王新厚.工程参数最优化设计[M].上海:东华大学出版社,2003.
