基于近似熵测度的铝合金P-M IG焊亚射流过渡自适应控制研究*
2011-10-23张伟超杨立军吕小青
张伟超 杨立军 吕小青
(天津大学材料科学与工程学院,天津 300072)
(2010年7月22日收到;2010年9月2日收到修改稿)
基于近似熵测度的铝合金P-M IG焊亚射流过渡自适应控制研究*
张伟超 杨立军†吕小青‡
(天津大学材料科学与工程学院,天津 300072)
(2010年7月22日收到;2010年9月2日收到修改稿)
铝合金熔化极惰性气体保护焊(M IG)的亚射流过渡方式具有弧长调节作用强、焊缝成形美观的优点.本文从非线性动力学近似熵测度的角度对铝合金脉冲MIG焊的电弧电压信号进行分析,进而评价自适应控制模式针对亚射流过渡方式的适用性;讨论在自适应控制模式下,改变工艺参数和熔滴过渡方式时,近似熵值的变化;并对比自适应控制与普通脉冲控制在射滴过渡方式下的近似熵值大小.结果表明近似熵越小,自适应控制越成功,控制越有效.
自适应控制,亚射流过渡,熔化极惰性气体保护焊(M IG),近似熵
PACS:06.60.Vz,05.45.- a,02.50.- r,05.10.-a
1.引 言
铝及铝合金具有优良特性,在现代工业中得到了广泛应用[1].由于铝合金的特殊的理化性质且为提高生产效率,目前大多采用反极性熔化极惰性气体保护焊(M IG),其中亚射流过渡方式的飞溅小、阴极清理区宽、焊缝光亮,特别适合中薄板高效美观的焊接.但是,亚射流过渡的区间很窄,弧长短.若控制弧长短,则弧长稍有波动,就很容易进入短路过渡区;若控制弧长大一些,则很容易进入射滴过渡区.对弧长的控制主要是通过检测弧压进行的,而亚射流过渡区弧长变化引起的弧压变化较小,变化区间很窄,并且电流越小,弧压变化的区间越窄[2],所以一般控制模式实现亚射流过渡方式有较大难度,而本文所述的自适应控制可以克服上述缺点.
焊接过程是一个带有各种干扰的复杂多变的物理化学过程,过程的分析有很大困难.焊接电弧系统受非完全可控的熔滴过渡的影响,具有非线性和时变特征,其中各种参数互相影响,都不是独立的,一个变化,其他参数随之变化,且这个参数的变化也由与之相互作用的其他参数决定.焊接过程的研究大多数情况下都是观测电弧系统中随时间变化的电参量来分析电弧系统电信号特性.许多学者都在这方面做了研究:华南理工大学的易志平和薛家祥[3]研制了弧焊过程电信号分析系统,通过对电信号进行概率统计分析评价焊接过程电弧及熔滴过渡的稳定性并监测弧焊电源的工作过程;华中科技大学的吴丰顺等[4]基于对埋弧焊过程电信号进行的频谱分析和概率密度分析开发了焊接过程参数的监测分析系统,从而评定工艺参数的合理性;太原理工大学王勇等[5]利用汉诺威弧焊分析仪对CO2气保护药芯焊丝的焊接电参数进行测试,分析焊接材料的工艺性能;文献[6]利用焊接质量分析仪采集GMAW焊接过程中瞬时电流和电压值,给出电参数波形特征,可以定性判断熔滴过渡模式,从而实现在线监测并控制金属熔滴的过渡模式.可是以上分析系统状态的方法是不全面的,其提取的特征信息多依赖人的经验和过分强调状态的独立性,丢失了信号的时变信息,忽略了参数在时间先后上的联系因素,例如电弧空间具有的热惯性.因此,其时间序列中各个时刻的数据采集值体现为一定的依存关系.非线性动力学系统中Takens定理认为:一个系统的演化信息隐含在任一状态分量的发展过程中,即该变量的时间序列本身蕴涵了参与此动力系统全部变量的有关信息,可以描述整个系统深层次的动态规律.20世纪90年代初,Pincus为衡量非线性时间序列复杂性提出了近似熵(Approximate Entropy)概念,此后,近似熵在生物电信号[7]、气候监测[8]、随机共振研究[9]、电弧焊电信号[10]等领域进行了尝试并获得了良好效果.本文拟以近似熵数学方法为基础,分析复杂的铝脉冲M IG焊亚射流过渡自适应控制过程.
2.自适应控制方案
2.1.控制策略
脉冲电流自适应控制模式如图1所示.虚线代表铝MIG焊的等熔化曲线,相应AB和ED线之间的区域在亚射流过渡区内;MN线代表铝MIG焊电弧静特性曲线,AE和CD线代表电源两条恒流特性曲线,AE线电流很小,很难形成熔滴过渡,CD线电流较大,足以产生射滴过渡[11].首先假设电弧在AE线上燃烧,电压逐渐减小,当电弧电压小于或等于A点电压时,电流跳至B点沿BC线增加,到CD线电弧电流稳定燃烧;电弧在CD线上稳定燃烧,电压逐渐增加,当电弧电压大于或等于CD线上D点的电压值时,电流跳至AE线燃烧,进入下一个循环[12].可见,焊接过程被控制在ABCDE曲线包围的区域内.
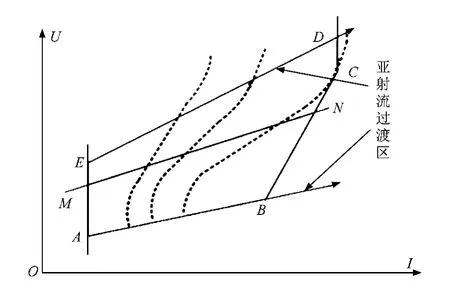
图1 铝P-MIG焊亚射流电弧的控制
2.2.控制电路系统组成
亚射流电弧控制电路系统由逆变电源系统和亚射流电弧自适应控制电路组成,如图2所示.虚线框内为逆变电源基本电路,主要由主电路、PWM电路和反馈控制电路组成;自适应控制电路主要由电弧电压状态判断及输出电路、脉冲电流控制电路、基值电流控制电路、短路电流控制电路构成.如图3所示,从上至下的虚线框依次是脉冲电流、短路电流、基值电流控制电路.
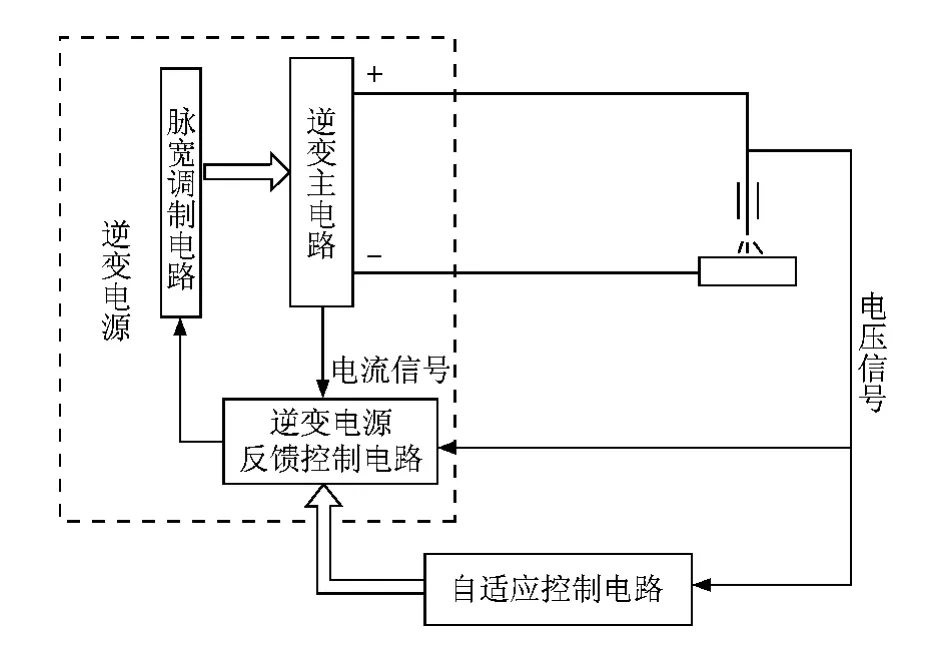
图2 亚射流过渡电弧控制电路系统
自适应控制电路原理:根据焊接回路侧取得电弧电压信号,由以U33为主的施密特触发电路来判断焊接电弧的工作状态,不同的电弧电压情况下,2点的电位不同,由此决定了图1中D与A点电位.当电弧电压较低时,U33输出高电平,逻辑开关U26:C闭合,此时3点电位作为电源电流控制信号决定CD线电流的大小;当电弧电压较高时,U33反转输出低电平,逻辑开关 U26:C截止,U32反转输出高电平,U26:A闭合,此时4点电位作为电源电流控制信号决定AE线电流的大小.
3.近似熵(ApEn)定义及计算方法
近似熵反映了系统运动的复杂性和无序程度.基于一维序列进行多维相空间的重构,ApEn描述了维数由m增加至m+1时产生新模式的概率,即表示前一数据对后一数据的可预测性,以定量描述时间序列的可重复性.ApEn值越大,表明时间序列越具有随机性或不规则性,其非周期性越强,复杂度越高;ApEn值越小,表明数据周期性越强,确定度越大,复杂度越小[13].
1)相空间重构
设信号采样所得的数据长度为N的一维时间序列嵌入m维空间,获得一组由N个状态点构成的相空间,形成一系列的运动轨迹
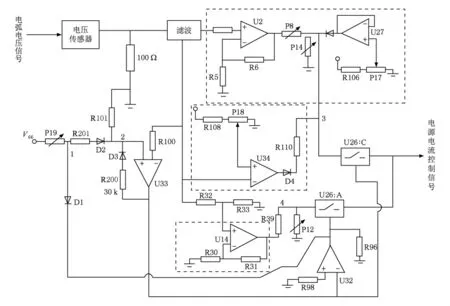
图3 自适应控制电路

2)定义任意两个向量 X(i)和 X(j),它们之间的距离
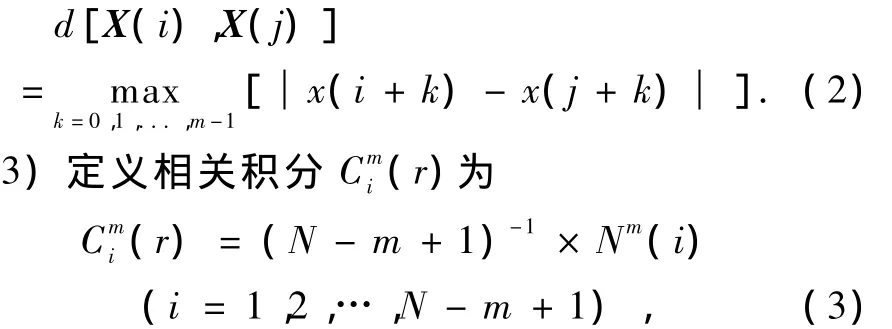
其中 Nm(i)为对于给定的 X(i),满足 d[X(i),X(j)]≤r的 j(j=1—N -m+1)个数,对于 i=1—N-m+1,其中r可视为滤波阈值.因此反映的是r阈值条件下向量之间相近似的规则度或者概率.
4)定义

5)m增加1,重复1)—4)的过程,求得Φm+1(r).

Pincus等通过实践认为 N在75—5 000,m=1或2,r为0.1—0.2SD(SD为原始数据的标准偏差standard deviation)时能取得较好结果.故本文取m=2,r=0.15SD.
4.工艺实验数据分析
铝合金P-MIG焊自适应控制不同过渡方式下工艺实验参数见表1(其中 Ar保护气流量为15 L/m in,干伸长为 16—20 mm,焊丝为 A lMg2/φ1.6,送丝速度为 vf,基值电流为 IAE,峰值电流为ICD,电压下限为 UA,电压上限为 UD)
每5000个采集信号计算一个ApEn值,每种熔滴过渡方式计算9个近似熵值,取其平均值.序号为1和2的实验选取工艺参数处于射滴过渡区域内,脉冲焊接参数比较稳定,自适应控制作用不明显,且实际基值电流较大,有普通脉冲焊的特点,见图4(a)—(d),其ApEn值比较大,如图5所示.序号为3和4的实验降低电压下限设定值,见图4(e)—(h),从脉冲宽度、脉冲频率的时刻变化可以看出自适应控制作用特点显现,同时其ApEn值较小,见图5.从序号为4的实验电压瞬时波形图相平面图可以看出,存在瞬时短路的趋势,开始有亚射流过渡的特征.
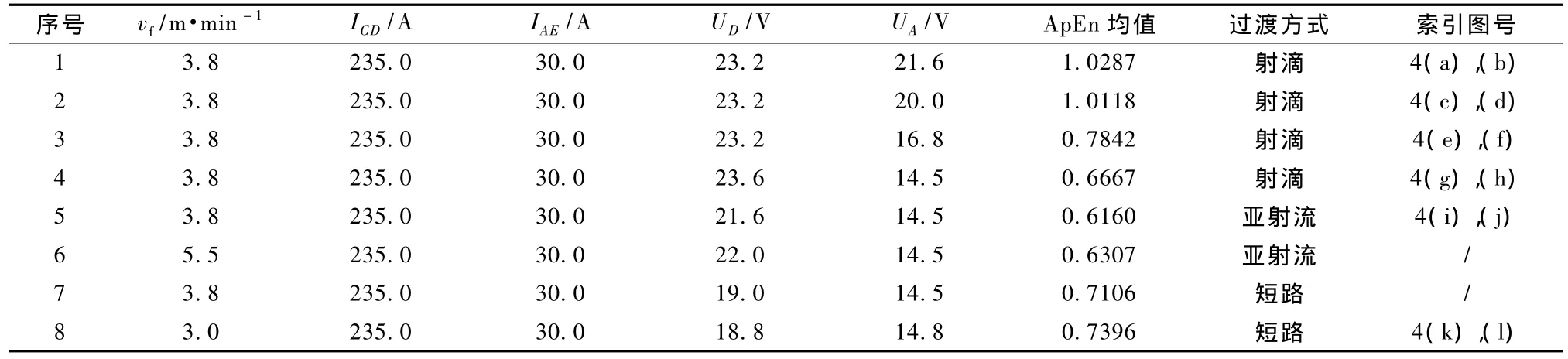
表1 铝P-MIG焊自适应控制工艺参数
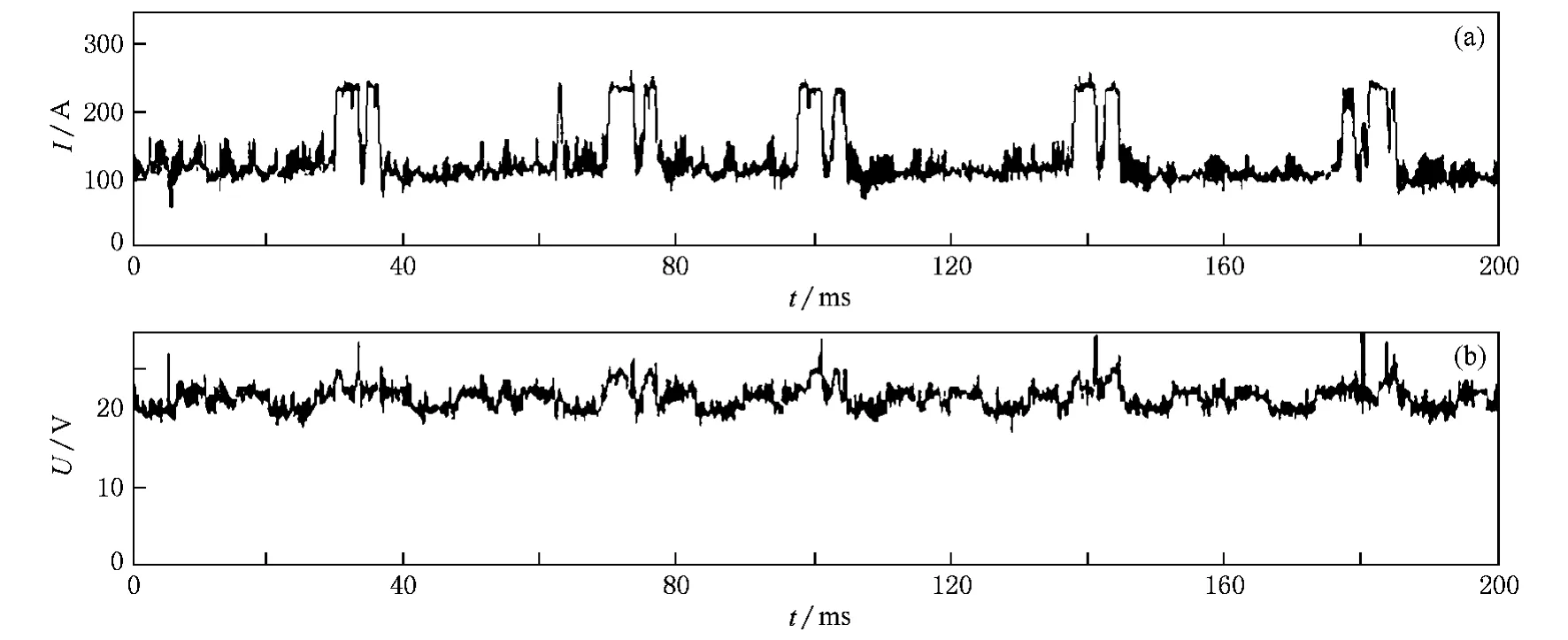
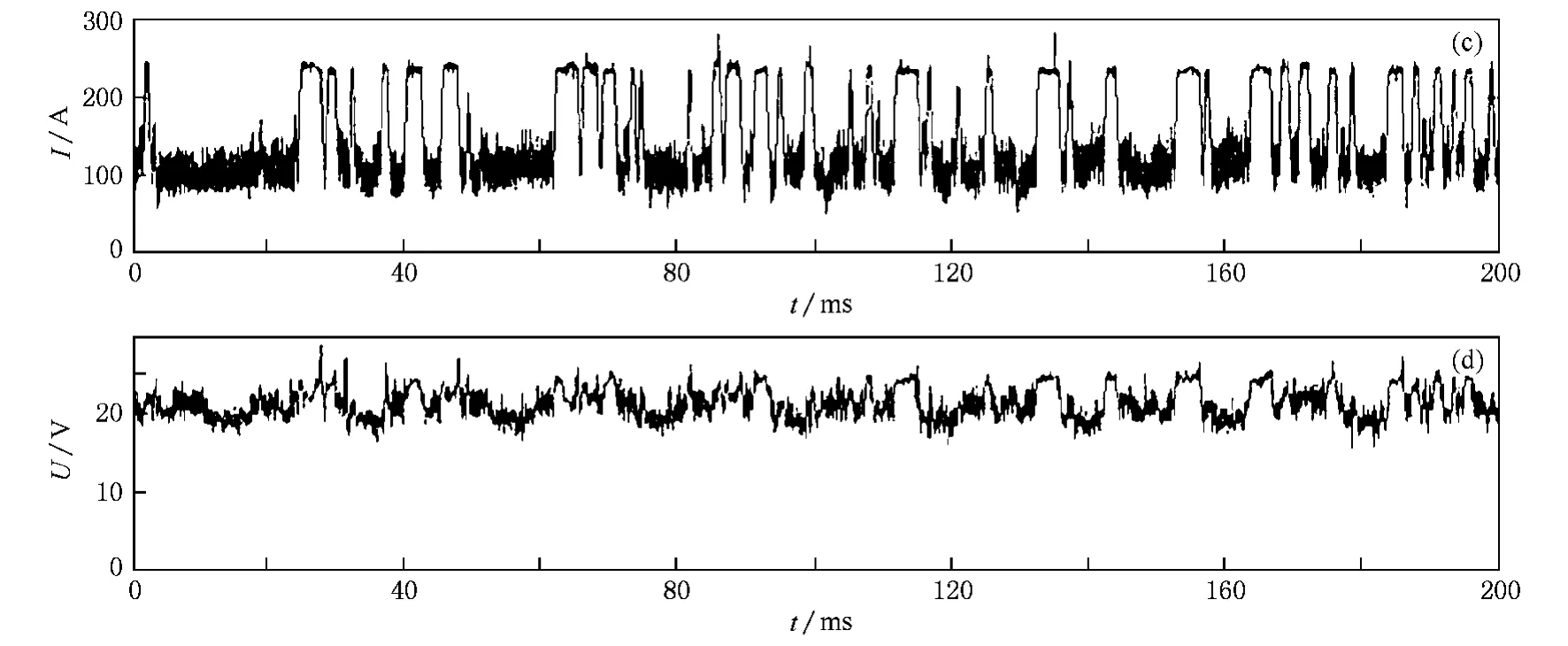
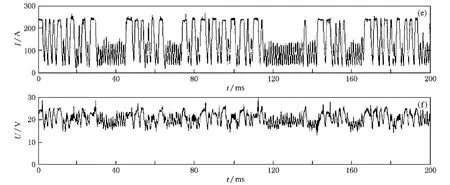
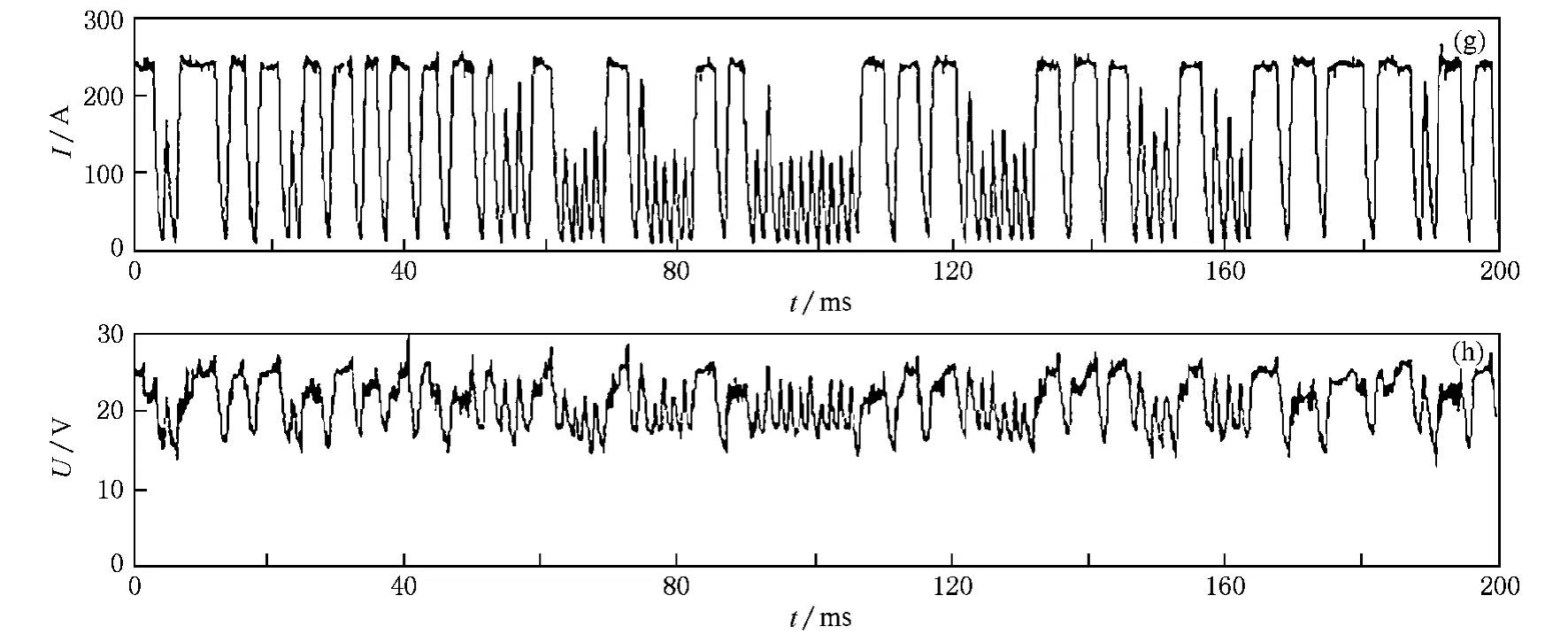
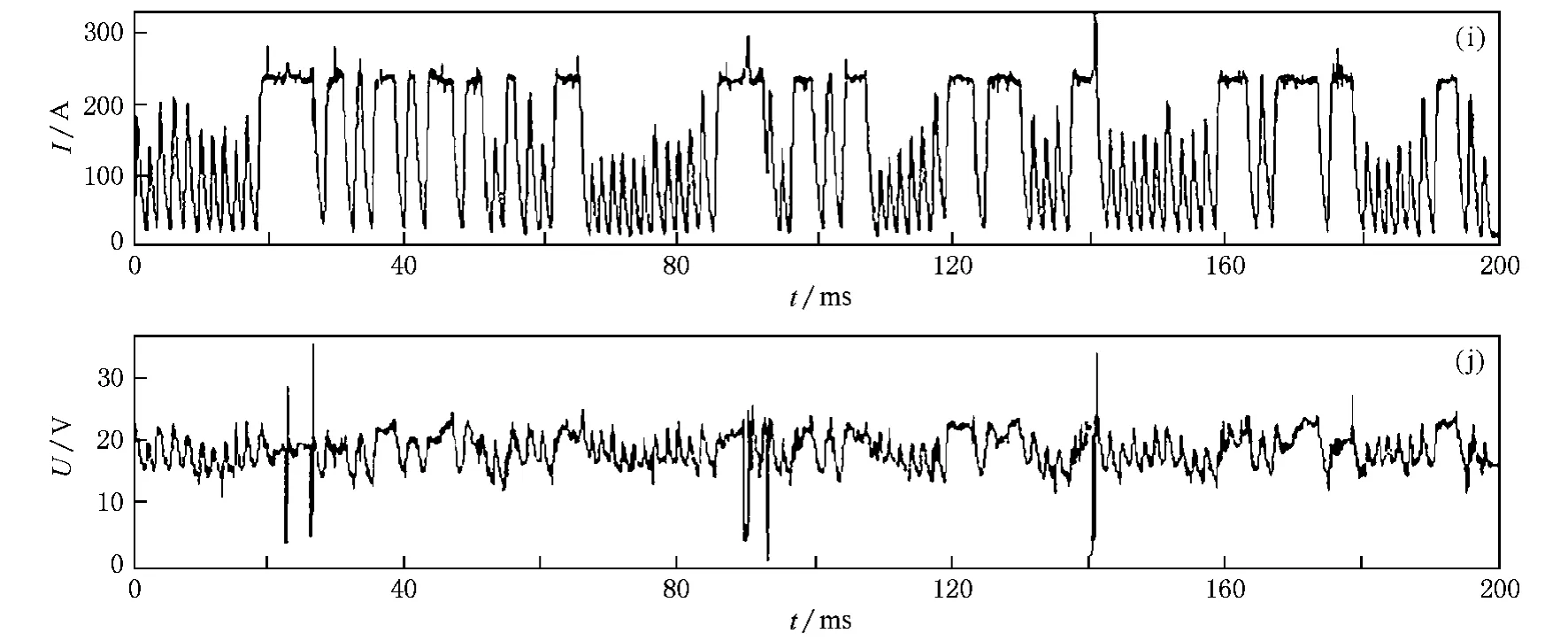
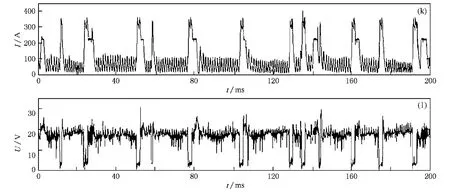

图4 不同条件下的时基波形图 (a),(b)为序号1射滴过渡电流和电压;(c),(d)为序号2射滴过渡电流和电压;(e),(f)为序号3射滴过渡电流和电压;(g),(h)为序号4射滴过渡电流和电压;(i),(j)为序号5亚射流过渡电流和电压;(k),(l)为序号8短路过渡电流和电压;(m),(n)为普通脉冲射滴过渡电流和电压
序号为5的实验在序号4实验基础上降低电压上限设定值,熔滴过渡完全处于亚射流过渡区域,此时ApEn值最小,如图6所示.由于电弧电压范围控制得比较严格,电弧频繁在 A,D之间跳转,脉冲频率也随之自适应变化,此时体现了控制的干预作用最强,说明自适应控制在亚射流过渡时发挥了极大的作用,体现了自适应控制的高效率.序号为6的实验增大送丝速度时,ApEn值变大,说明存在一组匹配合适的工艺规范,使得亚射流过渡时 ApEn值最小.
序号为7,8的实验进一步降低电压上限设定值,短路时间变长,焊接电流有明显的上升,熔滴过渡转变为短路过渡,从电参数瞬时波形图可以看出自适应控制作用有所减弱,ApEn值又进一步变大,如图7所示.文献[2]和[11]分析了亚射流过渡过程均发生在脉冲电流期间,熔滴过渡比较有规律.文献[11]通过高速摄像观察熔滴过渡,发现自适应控制情况下,射滴过渡时容易出现大滴过渡,熔滴过渡既可发生在脉冲电流期间,也可发生在脉冲电流下降时,并无特别规律,造成焊接过程的不稳定,并且ApEn值都比较高.普通的脉冲MIG铝合金焊接,即脉冲频率固定,在不同的恒定脉冲频率与不同的占空比条件下得到射滴过渡方式,典型参数波形见图4(m),(n),ApEn值变化情况见图8.
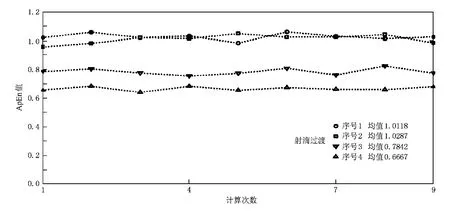
图5 自适应控制射滴过渡ApEn值
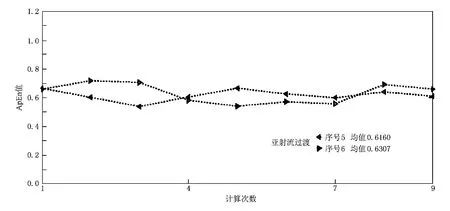
图6 自适应控制亚射滴过渡ApEn值
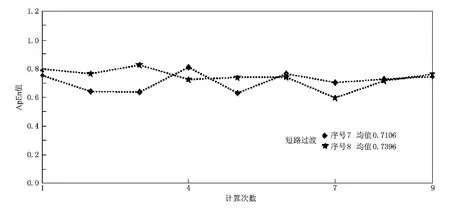
图7 自适应控制短路过渡ApEn值
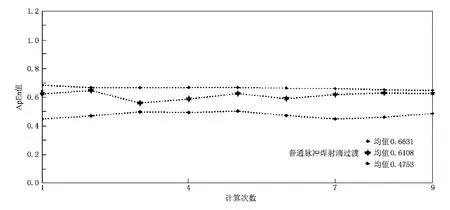
图8 普通脉冲焊射滴过渡ApEn值
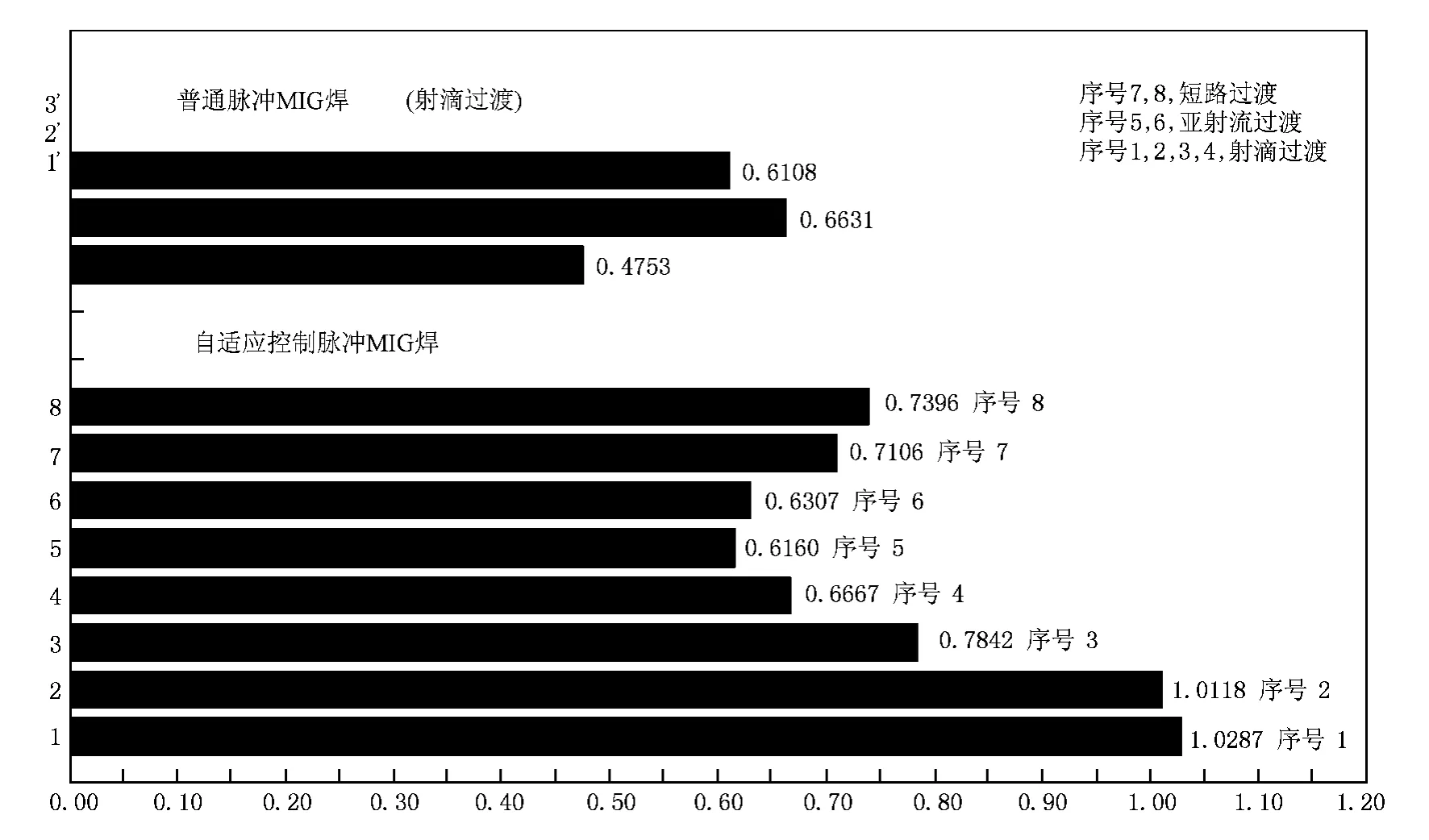
图9 不同控制方式的各种典型过渡方式下ApEn值比较
图9比较了不同控制方式时各种典型过渡方式下电压信号的ApEn值,其差异意味着自适应控制下,处于不同过渡方式时,各电弧系统的复杂度各异.亚射流过渡时最小的ApEn值反映出这时电弧系统动力学结构复杂度最低,规律性最好,这与此时熔滴过渡控制准确有很好的对应;射滴过渡时的较大ApEn值反映出电弧系统的预测性较差,也和当时熔滴过渡时刻的不确定性相对应;而短路过渡时,公认影响电弧系统稳定性的因素比较多,从而造成系统要素可预测性差,对应了较大的ApEn值.
图9中还可以看出,普通脉冲M IG焊时,存在一组合适的工艺参数,使其ApEn值较小,且熔滴过渡可以比较有规律;而自适应控制时,射滴过渡方式下改变工艺参数无法获得较小的ApEn值.这说明自适应控制用于亚射流过渡时比较成功,用于射滴过渡时不太理想,而普通脉冲焊较适合射滴过渡控制.文献[14]采用铝合金脉冲MIG焊电弧电压信号的ApEn值来衡量焊接过程的稳定性,得出平均近似熵值大,焊接过程不稳定,平均近似熵值小,焊接过程稳定.
自适应控制下,逐步改变工艺参数,使熔滴过渡方式由射滴过渡变为亚射流过渡,接着转变为短路过渡,ApEn值先减小然后增大,随着这个变化过程,自适应控制作用也先逐步增强然后减弱.这是由于自适应控制自动改变了脉冲频率,进而改变了电弧的行为,电弧系统的运动状态也发生了极大地变化.可以认为由于控制外输入负熵造成了 ApEn值降低,也可以看出自适应控制介入的作用增强,电弧系统状态参量的确定性增大,模式变化的概率变小.如图9所示,可以估计在0.6307—0.6667之间存在一个临界值,低于此数值时,自适应控制下的熔滴过渡为亚射流过渡.
5.结 论
在本文所述自适应控制实验条件下,逐渐改变工艺参数,获得不同熔滴过渡方式,对自适应控制过程进行近似熵测度的分析表明:
1)由自适应控制电压信号的 ApEn值,可以看出亚射流过渡方式和其他过渡方式比较,ApEn值有较大的差异,近似熵测度方法可以对亚射流过渡自适应控制进行较好地分析.
2)自适应控制下不同过渡方式ApEn值的变化体现了自适应控制对焊接过程的干预程度.亚射流过渡方式的ApEn值处于极小值,说明自适应控制特别适用于亚射流过渡方式,解决了亚射流过渡参数范围窄、控制难的问题.
[1]Zuo D G,Li F,Hua X M,Wu Y X 2007Electr.Weld.Mach.37 1(in Chinese)[左敦桂、李 芳、华学明、吴毅雄 2007电焊机 37 1]
[2]Yang L J,Li Z Y,Li H,Li JY 2009Trans.ChinaWeld.Inst.30 17(in Chinese)[杨立军、李志勇、李 桓、李俊岳2009焊接学报 30 17]
[3]Yi Z P,Xue J X 2002J.S.ChinaUniv.Technol.(Nat.&Sci.)30 23(in Chinese)[易志平、薛家祥2002华南理工学报30 23]
[4]Wu F S,Lu Z L,Liu Z F,Li Z Y,Jiang Y Q 2004China Mech.Eng.15 621(in Chinese)[吴丰顺、鲁中良、刘志福、李志远、姜幼卿2004中国机械工程15 621]
[5]Wang Y,Wang B 2008Chin.J.Mech.Eng.43 50(in Chinese)[王 勇、王 宝2008机械工程学报43 50]
[6]Quan W L 2004Mech.Eng.Autom.21 10(in Chinese)[权旺林2004机械工程与自动化21 10]
[7]Huang L Y,Wang Y M,Liu J P,Wang J 2004Proceedingsof the26thAnnualInternationalConferenceoftheIEEEEMBS,San Francisco,USA September 1—5,2004 4537
[8]Wang Q G,Zhang Z P 2008ActaPhys.Sin.57 1976(in Chinese)[王启光、张增平 2008物理学报 57 1976]
[9]Li Q,Wang T Y,Leng Y G,He G Y,He H L 2007ActaPhys.Sin.56 6803(in Chinese)[李 强、王太勇、冷永刚、何改云、何慧龙 2007物理学报 56 6803]
[10]Cao B,LüX Q,Zeng M,Wang Z M,Huang S S 2006Acta Phys.Sin.55 1696(in Chinese)[曹 彪、吕小青、曾 敏、王振民、黄石生 2006物理学报55 1696]
[11]Xu F R,Yang L J,Li H,Ma C 2009J.TianjinUniv.42 855(in Chinese)[许芙蓉、杨立军、李 桓、马 闯 2009天津大学学报 42 855]
[12]Yang L J,Li Z Y,Li H,Li JY 2006ChinaPatent1 0013407.3[2010-01-27]
[13]Pincus SM 1995Chaos5 10
[14]Huang J K,Shi Y,Nie J,Fan D 2010Trans.China.Weld.Inst.31 101(in Chinese)[黄健康、石 玗、聂 晶、樊 丁2010焊接学报 31 101]
PACS:06.60.Vz,05.45.- a,02.50.- r,05.10.-a
Approximate entropy based meso-spray transfer analysis of Al-alloy pulsed metal inert-gas welding under self-adapting control*
Zhang Wei-Chao Yang Li-Jun†Lü Xiao-Qing‡
(School of Material Science and Engineering,Tianjin University,Tianjin 300072,China)
(Received 22 July 2010;revised manuscript received 2 September 2010)
The meso-spray transfer of Al-alloysmetal inert-gas(MIG)welding has the advantages ofwell-adjusting of the length of arc and beautiful appearance of weld due to the characters of droplet transfer.In this study,the self-adapting control which is brought to meet the arc ofmeso-spray transfer is accessed by analyzing the approximate entropy(ApEn)of the arc voltage on the aspect of non-linear dynamics.Under self-adapting control,the change of ApEn value with the varing metal transfermode is discussed,which is due to the change of the parameter of process.Under spray transfer,two kinds of ApEn values of the self-adapting control and common pulsed control are compared,and we find that the self-adapting control is fit formeso-spray transfer.The results show that the smaller the value of approximate entropy is,the better the effect of the self-adapting control is.
self-adapting control,meso-spray transfer,metal inert-gas welding,approximate entropy
*天津市科技支撑计划重点项目(批准号:10ZCKFSF00200)和天津市应用基础及前沿技术研究计划(批准号:09JCYBJC05000)资助的课题.
†通讯联系人.E-mail:tdyljabc@163.com
‡通讯联系人.E-mail:xiaoqinglv77@163.com
*Project supported by the Science and Technology Pillar Program of Tianjin,China(Grant No.10ZCKFSF00200)and the Application of Basic and Frontier Technology Program of Tianjin,China(Grant No.09JCYBJC05000).
†Corresponding author.E-mail:tdyljabc@163.com
‡Corresponding author.E-mail:xiaoqinglv77@163.com
