简化编程与子程序嵌套的应用
2011-08-29董守勋
聂 晶,董守勋
鄂东职业技术学院机械工程系,湖北黄冈 438000
0 引言
子程序多层嵌套在数控铣床及加工中心手工编程的教学中属一大重点,本案例综合简化编程指令和多层子程序嵌套来阐述主程序与子程序,子程序与子程序之间的逻辑关系。
见下图,若编程原点G54设定在边长为50mm正方形轮廓上表面对称中心处。可以运用所学简化编程及子程序指令对其进行综合编程。正方形轮廓以Y轴作为对称轴,则只需编制出正方形的对称轮廓。
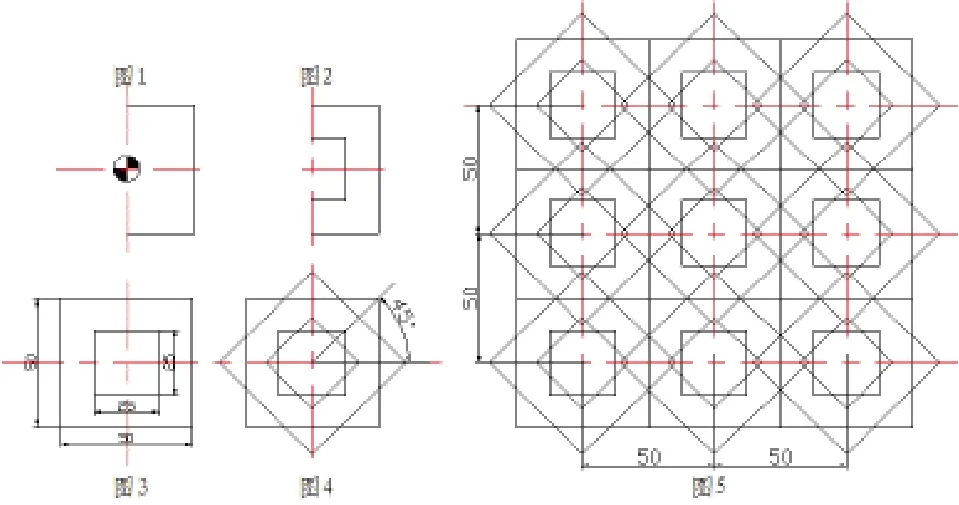
此零件结合所学简化编程:缩放(G50,G51)、镜像(G24,G25)、旋转(G68,G69)及子程序(M98/M99)等指令的综合应用,以锻炼学生编程逻辑思维为目的。
1 镜像功能

镜像功能G24 G25格式:G24X_Y_Z_M98P_G25X_Y_Z_说明:G24:建立镜像;G25:取消镜像;X、Y、Z:镜像位置。当工件相对于某一轴具有对称形状时,可以利用镜像功能和子程序,只对工件的一部分进行编程,而能加工出工件的对称部分,这就是镜像功能。
2 缩放功能

缩放功能G50 G51格式:G51X_Y_Z_P_M98P_G50说明:G51:建立缩放;G50:取消缩放;X、Y、Z:缩放中心的坐标值;P:缩放倍数。

在G51后,运动指令的坐标值以(X,Y,Z)为缩放中心,按P规定的缩放比例进行计算。
3 旋转功能

旋转功能G68 G69格式:G17G68X_Y_P_或G18G68X_Z_P_或G19G68Y_Z_P_M98P_G69说明:G68:建立旋转;G69:取消旋转;X、Y、Z;旋转中心的坐标值;P:旋转角度,单位(°),0≤P≤360在有缩放功能的情况下,先缩放后旋转
4 子程序的格式

在程序开头必须规定子程序号,以作为调用入口地址。在子程序的结尾用M99,以控制执行完该子程序返回到主程序。
5 调用子程序的格式
M98 P L
P:被调用的子程序号
L:重复调用次数,当不指定重复次数时,子程序只调用一次。
6 子程序可由主程序调用,被调用的子程序也可以调用另一个子程序
当主程序调用子程序时它以被认为是一级子程序,子程序可以嵌套8级。
如图所示:

图形分析:通过图形可知,程序只要求编出正方形的一半,通过缩放,镜像,旋转,子程序嵌套,把握好各子程序之间的逻辑关系,最后得出图5所示的图形。
编程环境:HNC-21M系统 切削参数:根据实际情况,读者自行给定,本例不作参考。

程序正文及注解说明
图1为子程序100所做正方形的对称轮廓,图2为子程序200调用子程序100的零件轮廓,图3为子程序300调用子程序200的零件轮廓,图4为子程序400调用子程序300的零件轮廓,图5为子程序500被子程序600调用后的轮廓。
编程中要体会各子程序的作用和相互之间的嵌套关系,在编制轮廓时一定要注意子程序的起点和终点要为同一点处。
为方便读者在实际应用中对程序进行调试,笔者保持了其完整性,确保程序能在HNC-21M系统的机床上运行,该程序已在数控铣床上进行过实际运行验证。
7 结论
在数控铣/加工中心的编程中,凡零件中具有对称轮廓或有多个相似的轮廓部分时,可以灵活地综合采用简化指令及子程序嵌套指令编程,这样不仅可以缩短程序行,而且还可以减少所占的内存,运用娴熟,往往可以起到事半功倍的作用
[1]武汉华中世纪星铣床数控系统HNC-21/22M编程说明书,2002,11.
[2]武汉华中数控股份有限公司.数控铣床编程与操作基础,2010,3.
