真空感应炉冶炼钢锭常见缺陷成因分析
2011-01-23冯兆龙薛旭斌中国船舶重工集团公司第七二五研究所河南洛阳471027
冯兆龙,薛旭斌(中国船舶重工集团公司第七二五研究所,河南 洛阳 471027)
由真空感应炉冶炼的钢锭,具有能形成比较致密的组织、较低的杂质含量及气体含量等优点。但是,由于冶炼材料不同,工艺参数的变化,会影响到钢锭表面状态,甚至产生缺陷,发生质量问题。另外,由于真空感应炉浇注的钢锭要在真空室内浇注、冷却、补缩等,无法像非真空一样通过添加保温剂来进行保温、补缩,非常容易造成钢锭头部出现疏松、缩孔、分层等,大大影响了钢锭的一次成品率。本文就在冶炼过程中出现的钢锭表面缺陷、内部缺陷进行了分析,指出它的发生原因、形成过程和改进措施[1]。通过本文的分析,希望能对本专业出现的问题有一定的指导作用。
1 钢锭表面出现蜂窝状
这是一种最常见的钢锭表面缺陷。在真空感应熔炼浇注开始时,在浇入的一瞬间发现真空度下降,但不久更恢复正常并稳定在一个数值,在以后的浇注过程中,所有的工艺参数并无异常反应,操作人员也无须采取其它任何措施。当浇注完毕,脱锭时即发现钢锭表面形成了蜂窝状缺陷。蜂窝状出现在整个钢锭表面,严重的蜂窝状小孔甚至深入钢锭数毫米,使钢锭表面生成疏松。
通过分析整个浇注过程,查明了蜂窝状表面生成的原因。主要是在钢液接触到钢锭模底部及四周,导致钢锭模表面包含的气体、水分释放出来,与钢液接触后迅速形成高温蒸汽,在冷却过程中不能及时排出导致的。另一种钢液在熔化过程中本身即有部分气体,接触到冷的钢锭模后气体进行扩散。当气体释放完毕,蜂窝状缺陷也即消失。这两种形成蜂窝状表面缺陷的严重程度与钢液中的气体含量多少有关,这种影响一般比较轻微,但钢锭模的表面质量对此种缺陷的形成则起着主要作用。要消除这种现象,首先要对钢锭模表面进行仔细清理,防止表面有铁锈、水分及其它异物。其它在浇注之前尽量将精炼期进行适当延长,使钢液中形成的微量气体进行充分扩散并严格控制温度。
全部蜂窝状的形成,是由于气体不断的形成所造成的。其根源也是钢锭模表面不干净,在遇到高温钢液时发生物理、化学反应而形成。由于钢锭模内的低压及高温,钢锭模表面的水分、氧化物立即汽化,并与钢液进行反应,使表面形成蜂窝状。随着钢液的长高,由底部开始逐渐收缩,钢锭与钢锭模之间产生间隙,形成的水汽但沿着间隙不断进入,上层高温钢液又不断的进入到钢锭模内,由此形成了分层的蜂窝状表面缺陷。一旦钢锭模表面含有水气较大,则会在遇到高温钢液形成大量水蒸汽而导致真空度有所下降。有时会在钢锭模内看到液态金属发生激烈反应,有气泡沸腾现象,真空度往往降低到10Pa以下。
图1是全部表面蜂窝状缺陷形成示意图蜂窝状缺陷形成过程说明:
a)起始浇注凝固期,高温钢液将钢锭模底部进行高温加热后有气体形成,一部分沿着钢锭模内壁逸出,一部分向钢锭模表面逸出而形成小孔。
b)随着浇注过程的进行,随着钢锭凝固的不断凝固、气体从钢锭模内壁、钢液逸出,在钢锭表面形成蜂窝状小孔。
c)随着钢锭不断长高,钢锭模表面的水气不断形成气体。钢锭因四周凝固、冷却而收缩,与钢锭模内壁形成空隙,不断浇注进来的钢液再填充到空隙中,将会形成新的表面缺陷。若形成的气体足够压力,将会穿透间距最小的固液相界面,进行熔池与液态金属反应,生成钢锭中的夹杂物。激烈时液态钢液将会有沸腾现象。
d)浇注完毕,钢锭全部凝固,待收缩时,钢液内残留的部分气体形成,在凝固过程中由于表面首先凝固而无法排出,在没有适当补缩手段的前提下形成心部疏松、缩孔。
蜂窝状表面在轻度时,钢锭表面仅生成小孔,气体不渗入钢锭内部对钢锭表面质量无太大不良影响;在严重时,将在钢锭表面形成两层皮,而且深度较大,气体与钢锭表面及熔池金属液反应,形成大量气孔,必须仔细处理,在后续加生产流程中必须作质量跟踪分析。
消除表面蜂窝状缺陷的措施是在浇注之前将钢锭模内壁进行仔细清理,必要时刷一层耐火涂料并进行适当温度的烘烤,则此种蜂窝状现象将会大大减少直到完全消失。
2 钢锭表面出现冷豆现象

冷豆,是在钢锭表面出现的一颗颗小凹沆,凹沆内有球状金属物出现,如图2所示。往往使人认为是由于在冶炼过程中因为钢液飞溅而引起的。其实不然,冷豆的形成主要是在浇注过程中高温钢液飞溅,遇到冷的钢锭模而形成的。具体形成过程如图2所示。
冷豆形成过程说明:
a)起始浇注时,钢液由于落差原因发生飞溅,飞溅起来的钢液遇到冷的钢锭模发生凝固并附于钢锭模内壁。
b)随着钢液的不断上升,冷豆形成的高度也在不断上升。由于浇注的钢液遇到钢锭模内壁凝固后所余热量较少,已不足以将附着在钢锭模内壁的冷豆进行重新熔化,最后浇注终了时就形成如图2b)所示的钢锭表面。
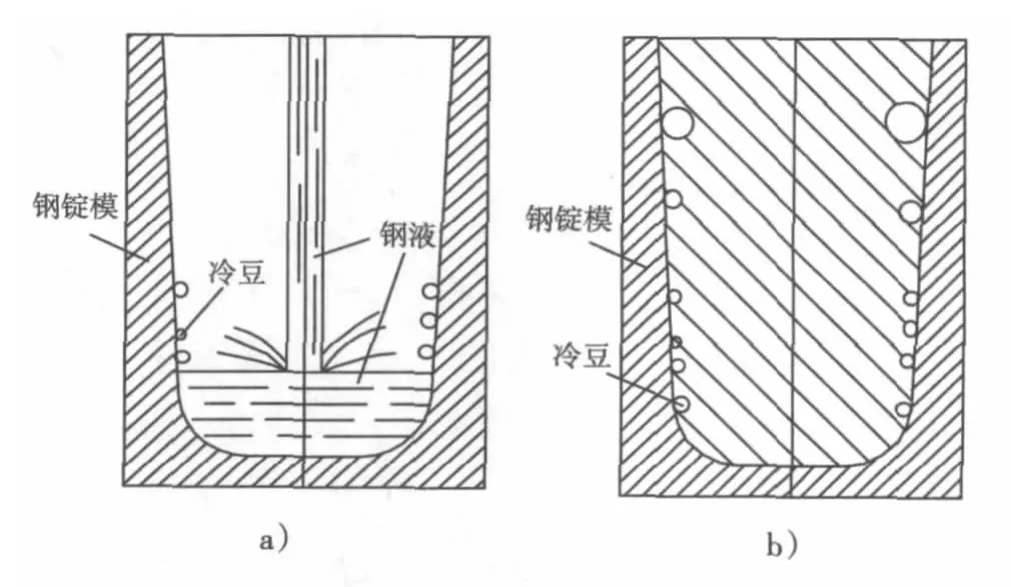
图2 冷豆形成过程示意图
分析原因,冷豆的形成主要是由于钢锭模的高度太高,钢液落差太大,导致钢液产生飞溅。解决的方法就是将钢锭模高度下降,此种现象就会有所改变。
3 钢锭头部缩孔、疏松
真空感应炉冶炼是在负压条件下进行加热、熔化、精炼、合金化和浇注的冶炼方法。由于全部冶金过程是在与大气隔离的条件下进行的,因此避免了大气对钢液的污染。钢液在真空下精炼,能显著地提高其纯度并能准确控制钢的化学成分[2]。由于受真空室尺寸的限制,一般使用真空炉冶炼基本为毛坯料或者母合金,后续还要进行诸如电渣重熔、锻压、轧制等热加工工序。我单位真空感应熔炼炉要主以生产钢锭为主,然后进行轧制、拉拔,做成不同规格的焊丝。这就要求钢锭要有比较好的浇注质量,内部不允许有疏松、夹杂、缩孔等。在大气状态下,可以通过添加覆盖剂等进行补缩,使钢锭的上表面最后凝固,从而形成横截面如图3a)所示的钢锭。但在真空状态下,由于缺少补缩手段,钢液将从各个表面同时凝固,往往在心部出现不同程度的缩孔,如图3(b)所示,大大影响了成品率。分析成因,主要是钢锭上表面没有适当的保温材料进行保温导致上表面凝固后而心部尚有钢液没有凝固,固态收缩后即形成了如图2所示的心部疏松。
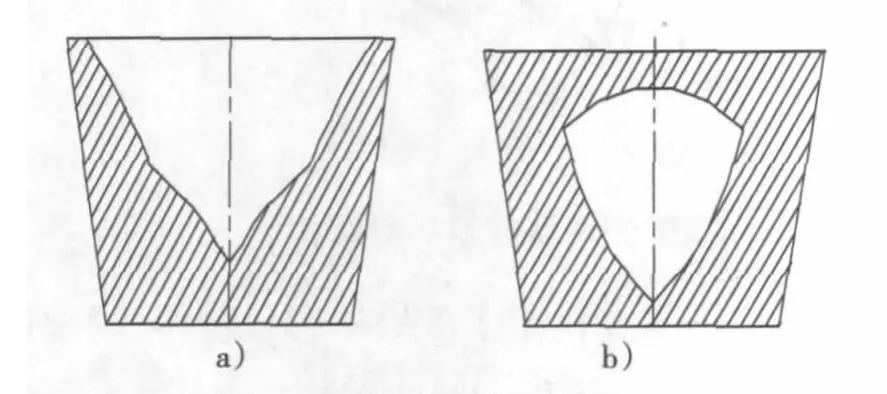
图3 两种冷却方式的对比
通过分析真空浇注过程及特点,可以通过以下措施进行解决:
1)高温慢浇,特别是在浇注的后期,将钢液温度保持的尽量高,以使其充分补缩。
2)使用保温冒口,参照非真空浇注,将保温冒口用在真空浇注中。如图4所示。
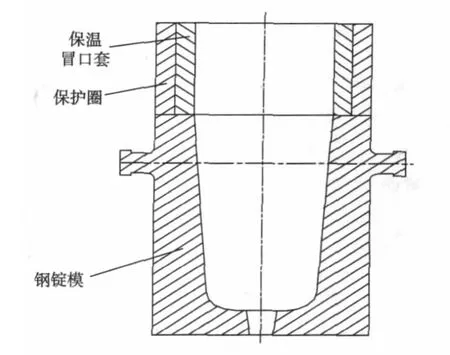
图4 保温冒口套的使用方法
4 结束语
真空感应熔炼时常见的钢锭表面缺陷有蜂窝状表面、冷豆状表面。可以通过清洁钢锭模内部、涂刷耐火涂料的方式解决蜂窝状表面;可以通过降低钢液浇注口至钢锭模底部的高度差来防止钢液飞溅以避免形成冷豆状表面。
除表面缺陷外,在心部还会出现疏松、缩孔,可以通过增加保温材料的方式进行解决。
解决了以上三种常见钢锭缺陷,所浇注的钢锭不仅表面质量好,而且心部缺陷将大大减少,对提高材料的成品率将有极大的帮助。
[1]王振东,曹孔健,何纪龙.感应炉冶炼[M].北京:化学工业出版社,2007.
[2]韩至成.电磁冶金技术及装备[M].北京:冶金工业出版社,2008.
