灯盏花素缓释包衣微丸的制备工艺研究*
2011-01-11刘红斌王京昆
孙 敏,刘红斌,刘 波,字 刚,王京昆
(云南省药物研究所,云南昆明 650111)
灯盏花素 (Fibrauretinum)为灯盏花中提取的黄酮类成分,以灯盏乙素为主。灯盏花素具有扩张血管、增加脑血流量和心脏冠脉流量、降低血液粘度、改善微循环等作用,用于治疗脑血栓、脑梗塞、中风后瘫痪等疾病,疗效确切。
由于灯盏花素半衰期短,导致目前在临床上应用的灯盏花素制剂存在诸多缺陷:片剂服用次数多,生物利用度低,体内消除迅速;注射剂和冻干粉针剂存在药物体内代谢过快,血药浓度难持久平稳维系,及给药不方便和不适于长期给药等缺点,以上状况严重影响了灯盏花素药效的发挥。因此研制一种可以提高灯盏花素生物利用度和方便给药的缓释剂型,具有积极的意义。
缓释微丸属多剂量剂型,具有较好的疗效重现性和较小的不良反应发生率,其优越性[1]如下:微丸很少受消化道输送食物节律 (尤其是幽门启闭)的影响,药物的吸收重现性好;微丸在胃肠道表面分布的面积增大,使生物利用度提高而局部刺激减少或消除;其释药行为是组成一个剂量的多个小丸释药行为的总和;微丸的流动性好,粒径均匀,不易压碎,易于处理 (如包衣、分剂量);通过几种不同释药速率的小丸组合,可获得理想的释药速率,达到预期的血药浓度,并能维持平稳的、长时间的有效浓度。因而,制成缓释微丸,有利于提高生物利用度,更好的发挥药效。
1仪器与材料
1.1 原料药与辅料
灯盏花素 (云南玉溪万方天然药物有限公司)、微晶纤维素 (湖州展望化学品公司)、淀粉(廊坊淀粉有限公司)、糊精 (华北制药康欣有限公司)、PEG4000(上海医药试剂有限公司)、乳糖(国际戴维林有限公司)、十二烷基硫酸钠 (淮南山河药用辅料有限公司)、EC(山东瑞泰有限公司)、野黄芩苷对照品 (中国药品生物制品检定所)。
1.2 仪器与设备
E-50型单螺旋挤出机(重庆英格造粒包衣技术有限公司)、CGC-350型滚圆机 (重庆英格造粒包衣技术有限公司)、JB-10型搅拌机 (江苏泰州制药机械厂)、FLP-5型流化沸腾造粒机 (常州佳发机械厂)、ZRS-8G型智能溶出试验仪 (天津大学无线电厂)、SHIMADZU型紫外分光光度仪(日本岛津)。
2 试验方法与结果
2.1 载药微丸制备工艺
2.1.1 载药丸芯的制备方法
称取灯盏花素及辅料分别过80目筛后,混合均匀,用适量的纯化水加入混匀的原辅料中,制成适宜软材,以40Hz挤出频率过挤出机 (0.8mm孔径),制得长度及大小合适的圆柱状颗粒,将圆柱状颗粒及时投入抛圆机中,调节鼓风频率为15Hz,调节滚圆转速频率,进行滚圆,待丸粒圆整后,取出,干燥,即得载药丸芯。
2.1.2 充填剂辅料的考察
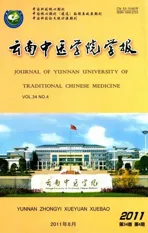
本试验分别选用微晶纤维素联合乳糖、微晶纤维素联合淀粉、淀粉、糊精联合淀粉为填充剂,以纯化水为润湿剂,以滚圆转速频率600rpm、滚圆时间2min为工艺参数,采用挤出滚圆法,制备灯盏花素微丸。具体考察试验见表1。

表1 充填剂辅料的筛选 (g/1 000粒)
本试验选用平面临界角、收率、脆碎度、外观为考察指标,对所制备的灯盏花素微丸进行考察。在所有微丸评价指标中,圆整度直接反映了微丸真球度的好坏,是微丸成型的重要指标,本试验采用平面临界角测定法来表征微丸圆整度。平面临界角:将5g微丸置于10cm×5cm平板上,将平板一侧抬起,测量在80%的小丸开始滚动时倾斜平面与水平面所形成的夹角,此角越小,小丸圆整度越高。堆密度的测定:称取一定量微丸 (m),置于10mL量筒中,从距离桌面5cm处下落,测定其体积 (V),堆密度 (d)由公式d=m/V求出。微丸收率:即称取20~40目的丸粒重量占总微丸重量的比值。脆碎度:称取重量W1(10g)的微丸放入片剂脆碎仪中,转动100次,取出,用40目筛筛分,称量留在筛网上的微丸重量W2,根据脆碎度 (F)=(W1-W2)/W1计算。结果见表2。
从以上试验结果可知,选用处方R3(淀粉为成型辅料)制出的灯盏花素微丸,其丸粒形状不规则、脆碎度差、粒度分布带宽,不能满足要求;而采用处方R2(淀粉和微晶纤维素为成型辅料)和R4(淀粉和糊精为成型辅料)制出的灯盏花素微丸,其圆整度、脆碎度、收率有所提高,但微丸中存有一定量的哑铃形丸和粘结形丸;采用处方R1(微晶纤维素和乳糖为成型辅料)制出的灯盏花素微丸,相比之下,微丸的脆碎度、圆整度和收率都比较好,因此确定微晶纤维素和乳糖为灯盏花素微丸的成型辅料。
表2 考察结果表
2.1.3 挤出润滑剂考察
灯盏花素微丸采用0.8mm挤出孔径、40Hz挤出频率制粒,虽然挤出粒速率基本可以满足要求,但其效果仍不太理想,为进一步提高生产效率,有必要通过工艺手段提高挤出速率。通过查阅文献和实践摸索,我们发现在原辅料中加入少量的十二烷基硫酸钠为挤出润滑剂制备软材,能够有效提高挤出粒速率,并通过试验筛选,确定挤出润滑剂十二烷基硫酸钠的用量在5mg/粒以上,就能够显著提高灯盏花素软材的挤出速率,从而满足实际生产需求。
2.1.4 滚圆时间考察
通过试验发现,滚圆时间对载药微丸的收率和圆整度影响较大,滚圆时间过长,将导致已滚圆的丸粒过度碰撞磨蚀,而产生一定量的细粉,使灯盏花素微丸的收率下降;滚圆时间过短,制得的灯盏花素载药微丸硬度太低,且有一定量的长颗粒因来不及打断而成为椭圆体,影响了微丸的外观和收率。
2.1.5 滚圆机转速频率考察
在灯盏花素载药微丸的滚圆试验中,微丸在旋转床中主要受到自身重力、空气悬浮力、离心力、旋转盘摩擦力的共同作用。通过试验发现,滚圆机转速频率过快时,丸粒由于离心力的作用,受到强烈撞击而产生大量细粉,载药微丸收率变低,同时制得的灯盏花素微丸丸径降低;滚圆机转速频率过慢时,灯盏花素载药微丸圆整度低,并形成大量的椭圆体,外观达不到要求。
2.1.6 最佳工艺的选择
根据以上试验考察,在预试验基础上选择微晶纤维素用量、滚圆时间、滚圆转速频率为考察因素,各取3水平,采用L9(34)表设计试验。以0.8mm挤出孔径、40Hz挤出频率、15Hz鼓风频率及正交试验表中的滚圆速度、滚圆时间为试验工艺参数,按照正交试验安排,制备灯盏花素微丸。以微丸圆整度 (平面临界角Ф)及微丸收率 (Y)加权综合评分,综合评分S=Y-2Ф。水平因素表见表3,正交设计表见表4,正交试验方差分析表见表5。

表3 水平因素表

表4 正交试验设计方案及直观分析结果

表5 正交试验方差分析结果
分析表4和表5,结果表明对灯盏花素载药微丸成丸的主要影响因素C微晶纤维素量,其次是滚圆转速频率,滚圆时间影响最小,工艺条件以A3B3C3为最佳。
2.1.7 最佳工艺验证试验
由于以上正交试验安排表中没有A3B3C3试验,因此根据最佳A3B3C3方案,按照以上正交试验筛选出的辅料量及工艺参数 (0.8mm挤出孔径、40Hz挤出频率、15Hz鼓风频率、800rpm滚圆转速频率、3min滚圆时间),制备3批灯盏花素微丸,每批1 000粒。经检测3批样品的平面临界角Ф(°)为:18.42,18.36,18.48,3 批样品的收率(%)为:94.30,94.3,94.73。验证试验结果表明,按最佳工艺条件A3B3C3制备灯盏花素微丸,有效提高了灯盏花素微丸的圆整度及收率。
2.2 载药微丸的缓释包衣
本试验采用乙基纤维素 (EC)为阻滞剂,以聚乙二醇4 000为致孔剂,并加入一定量的增塑剂邻苯二甲酸二乙酯,组成缓释包衣材料,用75%浓度的乙醇溶解后制得包衣液。缓释包衣具体操作是将灯盏花素载药微丸置流化床中,开机,调节进风流量,保持微丸正常沸腾,采用底喷式包衣,在正式喷液前,于45℃预热微丸3min,床温控制在50℃左右,喷气压力控制在0.4MPa,由慢至快调节恒流泵转速为0.5~2.0r/min。微丸包衣合格后,干燥20min取出,即得灯盏花素缓释微丸。取以上缓释微丸填胶囊后,得灯盏花素缓释微丸胶囊。
2.3 体外释放度研究
2.3.1 包衣增重对缓释微丸释放度 (n=6)的影响
本试验按照上述缓释膜控包衣法,制备缓释包衣增重为3.5%,5.5%,7.5%的灯盏花素缓释微丸,填充胶囊后,进行了释放度考察,释放度结果见图1。结果表明:包衣聚合物的增重对缓释微丸的释放效果具有非常重要的影响,包衣增重为3.5%时,由于包衣聚合物增重过低无法形成完整连续的衣膜,导致药物释放过快;包衣增重为7.5%时,缓释衣膜过厚,药物释放不完全;当包衣增重为5.5%时,衣膜增重合适,灯盏花素缓释微丸胶囊3个取样点的释放度更接近中国药典2005年版《缓释、控释制剂指导原则》中规定,能达到理想的缓释效果。

图1 不同包衣增重的释放度图

图2 不同转篮转速下的释放度图
2.3.2 转篮转速对缓释微丸释放度 (n=6)的影响
取缓释包衣增重为5.5%的灯盏花素缓释微丸,填充胶囊后,以900mL pH 6.8的磷酸盐缓冲溶液为释放介质,转篮转速分别为50 r/min,75 r/min,100 r/min,考察在不同转篮转速下的释放度,按照2.3.3项方法测定,释放度结果见图2。经两两之间t检验结果表明,各转篮转速下缓释微丸胶囊在1 h、6h、12h的释放度差异均无显著性(P>0.05)。实验结果表明,在不同的转篮转速下,对灯盏花素缓释微丸胶囊释放度影响不大。
2.3.3 样品不同留样时期对缓释微丸释放度 (n=6)的影响
本试验制备的灯盏花素缓释微丸胶囊经铝塑泡罩包装后,置常温常湿下分别留样考察0个月,3个月,6个月,12个月,按照2.3.3项方法测定,释放度见图3。经两两之间t检验结果表明,各留样时期的缓释微丸胶囊在1h,6h,12h的释放度差异均无显著性 (P>0.05)。实验结果表明:灯盏花素缓释微丸胶囊各留样期的释放度没有明显变化,质量稳定。
2.3.4 缓释模型拟合考察试验
本试验对缓释包衣增重5%的灯盏花素缓释微丸胶囊的释药速率曲线,采用Higuchi方程进行了释药模型拟合,释药模型拟合结果:Q=0.299t1/2-0.0903,r=0.9986。体外释放试验结果表明,缓释包衣增重5%的灯盏花素缓释微丸胶囊,释放行为符合Higuchi方程,且终点累计释放度大于90%,具有良好的缓释效果特征。
4 讨论与小结
在体外释放度的释放介质选择上,考虑到灯盏花素具有在水中难溶、不溶于酸、在碱液中溶解的性质,并通过试验发现:灯盏花素在人工胃液和水中难溶,但溶解于1%的十二烷基硫酸钠溶液以及pH 6.8的磷酸盐缓冲溶液,为了接近于人体的正常生理环境,最终选择了pH 6.8的磷酸盐缓冲溶液为体外释放度的释放介质。
影响缓释制剂的稳定性的因素有很多,但作为先决条件的载药丸芯质量尤为重要,它不仅是制剂成型的前提保证,而且其圆整度对灯盏花素缓释微丸的释药行为影响极大,因此在工作中就其载药丸芯的制备工艺进行了大量试验,摸索出了最佳工艺。本工艺采用挤出滚圆法制备载药丸芯,再在流化床上采用缓释膜控包衣法制备灯盏花素缓释微丸的工艺,是目前制备缓释制剂工艺中较为稳定可行的方法,尤其适合大规模生产。本试验制备灯盏花素缓释微丸在防爆型流化床中进行,所制备的缓释衣膜均匀细腻,工艺重现性较好,同时所采用的缓释包衣液与乙基纤维素水分散体比较,具有价格便宜、质量稳定的优点,可根据制备过程中遇到的实际问题及时调整配方,且所制备的灯盏花素缓释微丸无须热处理,其体外释药缓慢、持续、稳定。
[1]陆辛逸.国内外口服释药微丸的制备及展望 [J].机电信息,2004,72(12):15.
[2]王文刚,崔光华.挤出—滚圆制微丸工艺的进展[J].中国新药杂志,2001,10(9):661-664.
[3]国家药典委员会.中国药典2000版第二部 [M],北京:化学工业出版社,2000:75(附录XC).
[4]李战,张自强,黄海燕,等.高效液相色谱法测定灯盏花素缓释片的含量及释放度[J].中国生化药物杂志,2004,25(2):98-99.