单台变频器控制两台参数不同的电动机
2010-11-28阙彦王凯华
阙彦 王凯华
(汉川机床集团有限公司,陕西汉中 723000)
在笔者对导轨磨改造中,因周边磨头和万能磨头电动机均为交流异步电动机。因此,利用一台变频器完成对两个磨头电动机的控制成为可能。但因两台电动机的功率和参数不同,对于如何实现一台变频器对两台不同性能电动机的控制,成为改造中的难点。
在改造方案设计之初,经与变频器经销商技术人员咨询,了解到在变频器应用中,常用到对多台同功率性能电动机控制。对于不同功率电动机的控制,均没有使用经验。经查阅所选施耐德变频器使用手册,在可配置I/O口的应用功能中,有一段关于电动机切换功能的简单描述,提到能用于两台不同容量的电动机使用同一台变频器,在两台电动机之间进行切换。
本次改造中用到的控制系统为FANUC-0i-MC。周边磨头和万能磨头的整个操作过程如下:按下周边磨头预选键,选中周边磨头工作方式,此时万能磨头工作方式不能选中。在手动操作方式,只有在确认周边磨头电动机处于停止状态时,才可按下该键取消周边磨头预选;按下万能磨头预选键,选中万能磨头工作方式,此时周边磨头工作方式不能选中。在手动操作方式,只有在确认万能磨头电动机处于停止状态时,才可按下该键取消万能磨头预选。预选磨头之后,按下主轴正转启动键,所选主轴正转启动(必须具有S值),按下主轴反转启动键,所选主轴反转启动(必须具有S值),按下主轴停止键,主轴停止运行。在主轴停止状态下,方可切换主轴转向。出于安全防护角度考虑,周边磨头主轴只能正转运行,不能反转运行。两磨头的运行也可通过M代码实现。具体如下:M13,周边磨头主轴启动;M15,周边磨头主轴停止;M03,万能磨头主轴正转启动;M04,万能磨头主轴反转启动;M05,万能磨头主轴停止。这样,就可在程序中对两个磨头运行状态进行编程,通过程序自动完成所有加工过程。
要完成以上所述磨头的操作过程,主要需解决3个问题:①变频器I/O功能如何定义?参数以哪台电动机为依据?②控制系统如何根据所选磨头的不同,将给定的S指令代码转速值转换成对应的模拟电压输出?③在程序加工中,如何解决磨头停止时变频器的断电时序问题?因为在磨头停止指令发出时,如果磨头电动机立即断电,则变频器会提示“电动机缺相故障”而处于报警状态。
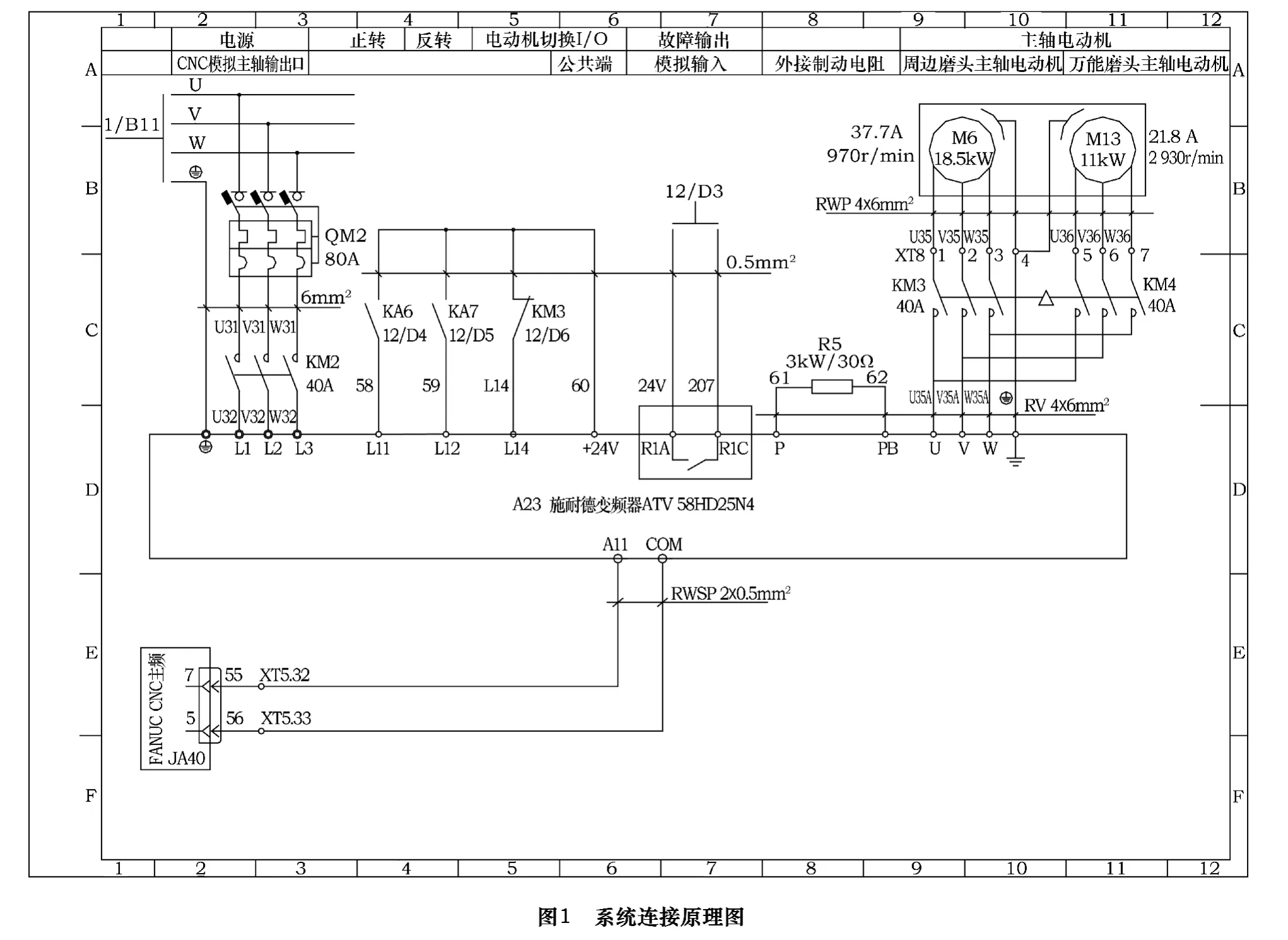
参考变频器用户手册,设计了图1所示系统接线图。将CNC主轴模拟输出信号接至变频器模拟电压输入端,将正转、反转及I/O切换信号分别接至变频器对应的I/O口,在变频器输出端接两个机械互锁式接触器,分别控制周边磨头电动机和万能磨头电动机。
变频器参数设置中,在传动菜单中有关电动机参数设定应以功率较大的周边磨头电动机为准,PCC参数设置为功率较小的万能磨头电动机功率与变频器额定功率之比。因此,电动机切换I/O功能引脚LI4应接KM3常闭点,把I/O菜单LI4定义为CHP,即电动机切换功能。这样,当预选周边磨头工作时,I/O切换功能无效,变频器以周边磨头电动机参数工作。当预选万能磨头工作时,I/O切换功能有效,变频器依据PCC参数切换为万能磨头电动机对应参数工作。
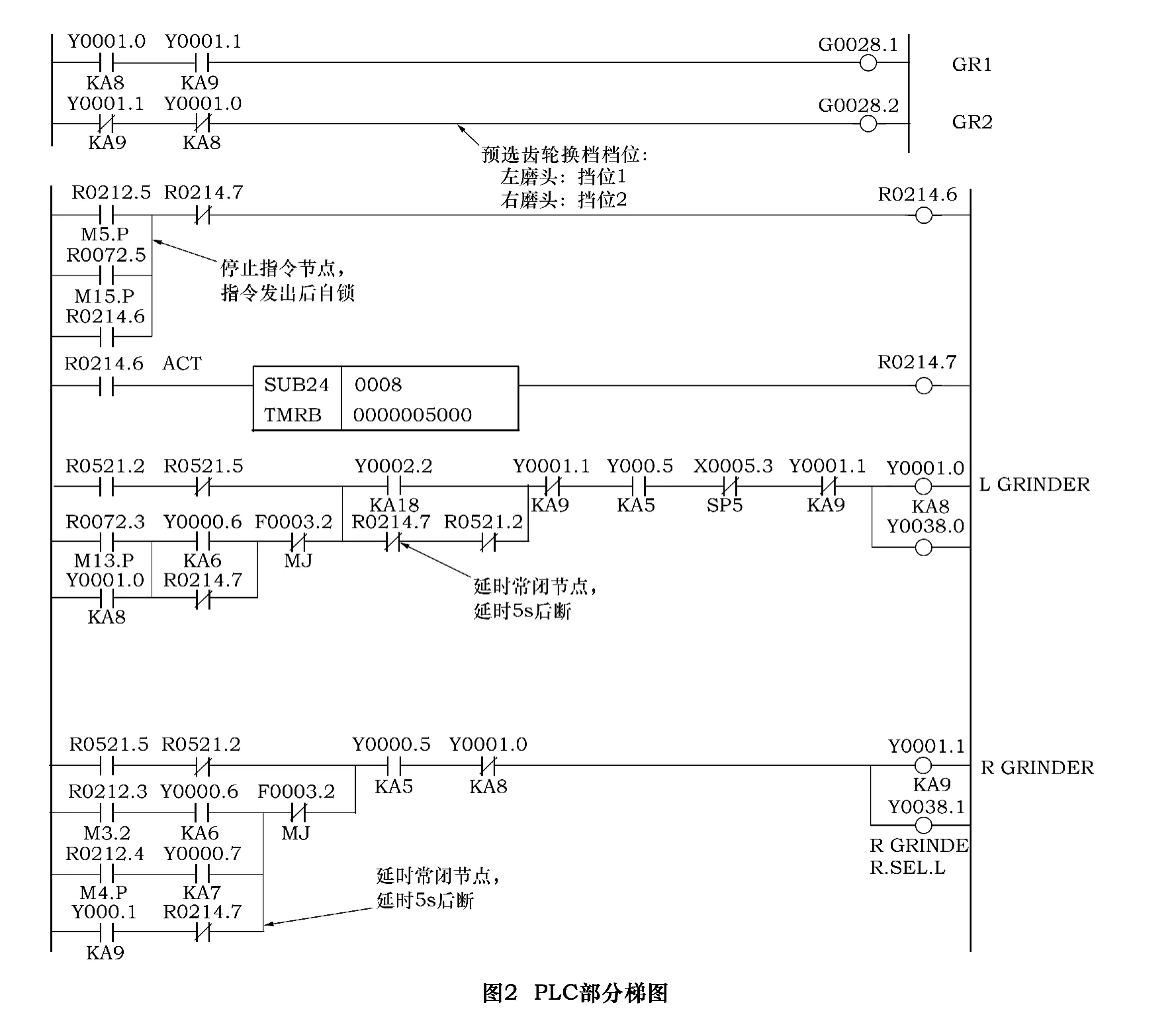
参考控制系统的T型齿轮换档方法,通过周边磨头和万能磨头预选键的预选状态,预置齿轮换档信号GR1、GR2。当周边磨头选中时,预置齿轮档位1,当万能磨头选中时,予置齿轮档位2,分别在参数No.3741中设定周边磨头最高转速,在参数No.3742中设定万能磨头最高转速。同时,将主轴齿轮切换方式的选择参数GTT(No.3706.4)置为1,CNC即可输出与所选齿轮档位相对应的速度指令,将其转换为模拟电压输出,完成对两台电动机不同速度的控制。这样,就可以解决第2个问题。
对于第3个问题的解决,如图2所示。在编写PLC逻辑程序时,当有周边磨头和万能磨头的停止指令,即 M5、M15指令发出时,启动延时指令,维持R214.7常闭点5 s内不动作。这样,就保证了在电动机停转后再切断磨头电动机预选接触器,避免了变频器报警的可能。
通过以上所述,利用FANUC系统的齿轮换档功能,结合变频器的不同电动机切换功能,即可实现单台变频器对两台参数不同交流电动机的控制。经调试使用,周边磨头和万能磨头运转性能良好。
