乳酸废水处理工程实例
2010-08-21田文杰
刘 琼 田文杰
乳酸是一种重要的工业原料,广泛地用于化工、医药、食品、印染、纺织、皮革等多种行业。该种废水特点是有机物含量较高、易腐败,并呈酸性,含盐量高,因此排入江河或地下水系都将严重破坏生态平衡,使得水体富营养化,造成水体缺氧,恶化水质,污染环境。在本工程应用中,采用新型高效内循环厌氧生物反应器[1](IC反应器)处理乳酸工业废水,运行实践表明,IC反应器启动速度较快,运行稳定,IC反应器出水再经过循环式活性污泥系统(CASS)处理,水质达到污水综合排放标准(GB 8978-1996)二级标准。
1 废水来源与水质
某乳酸厂以玉米、大米为原料,采用发酵法生产DL-乳酸,生产能力约4万t/年。废水主要来源于糖化发酵,板框压滤及离子交换3个工段。其中离子交换废水有机物含量低,经现场测试确定,经过简单的pH调节即可排放。污染严重的废水只有糖化发酵和板框压滤两道工序。废水水质见表1。
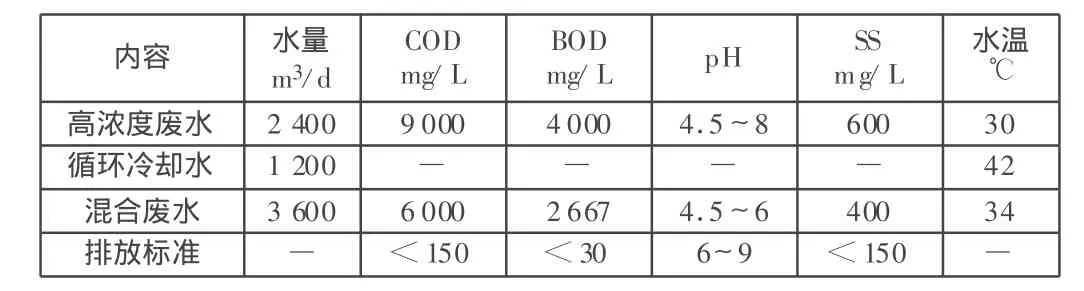
表1 设计进、出水水质
2 工艺技术
2.1 工艺流程
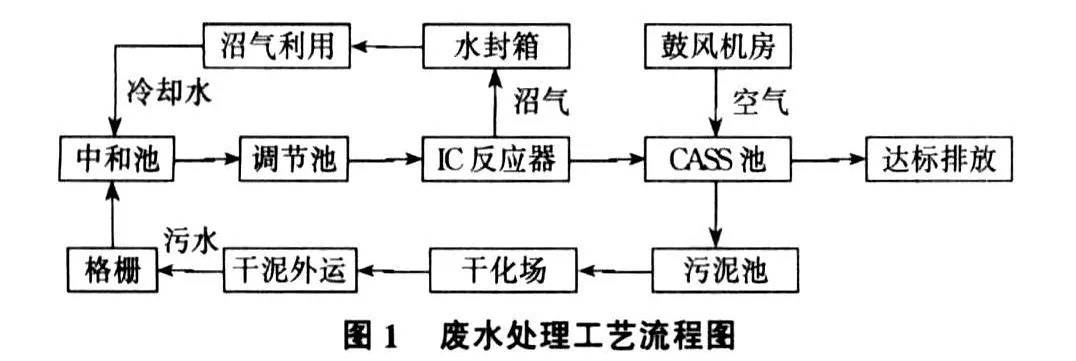
废水处理工艺流程见图1。该工艺的特点:1)厌氧工艺。IC反应器特有的上下两个厌氧反应室相叠加的结构,既强化了处理效果,又能有效地防止污泥流失。反应器中形成的大流量的内循环可以对pH值有较好的缓冲作用[3]。2)CASS是序批式活性污泥(SBR)工艺及间歇式循环延时曝气活性污泥工艺(ICEAS)的一种变形[4]。CASS工艺将生物反应和沉淀结为一体,结构简单,投资少,运行管理也比较简单易行。CASS工艺具有不易产生污泥膨胀、水分离效果好、耐冲击、处理效率高、出水水质好等优点。
2.2 主要处理构筑物及设计参数
整个工程包括厌氧部分、好氧部分、污泥处理系统和沼气利用系统。主要处理构筑物及设计参数见表2。
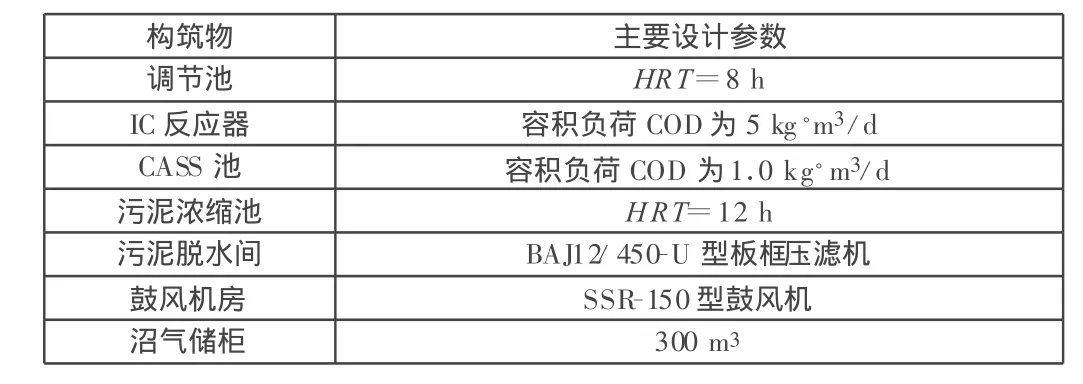
表2 主要构筑物及设计参数
3 工程运行
3.1 启动过程
IC反应器的接种污泥来自某城市污水处理厂的厌氧脱水污泥,含水率约为 80%。3个罐共接种污泥510 m3,浓度约为20 kg VSS/m3。污泥投加完毕后,加入乳酸厌氧出水浸泡,一周后测得3个罐污泥浓度分别为13.4 g/L,10.85 g/L,12.85 g/L。由于乳酸废水的酸度较大,有机物含量较高,如果在IC反应器启动初期有机负荷过高,将对产甲烷菌产生抑制,不利于反应器的快速启动,因此在IC反应器内循环形成之前应采用较低的污泥负荷率[2],本工程选用0.15 kg COD/(kg VSS·d)。为提高反应器内的pH值,加快启动的进程,可在进水中加入NH4HCO3将pH值调至5.0~6.0。反应器初始进水有机负荷COD为500 kg/d,出水COD的质量浓度约为500 mg/L,20 d后降低到300 mg/L左右,去除率高达90%。稳定运行一段时间后可逐步增加进水负荷直至设计有机负荷。启动一段时间,当反应器内循环形成后,由于内循环对pH的缓冲作用,将不需再在进水加入NH4HCO3调节pH值。
CASS工艺的启动过程为:首先加入厌氧出水,再加入部分清水将水位调至最大,开始进行曝气。曝气和沉淀交替进行,即曝气2 h后沉淀2 h,然后再曝气2 h后沉淀2 h。定期取样测定COD,当COD去除率达到80%以上时即可排水,2 d为一个周期,培养约3周后,改为1 d一个周期。如此培养20 d后,污泥呈现土黄色,沉淀后上清液为黄绿色,表明活性污泥培养成功。
3.2 运行效果
系统处理效果见表3。
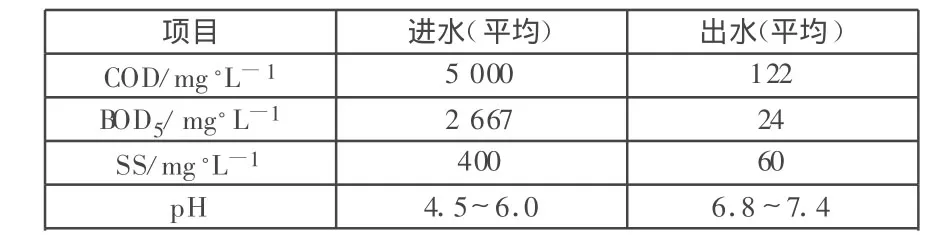
表3 乳酸废水处理效果
3.3 问题及讨论
1)IC反应器设计进水水温为35℃左右,由于乳酸废水水质波动较大,因此当水温低于设计水温时应进行加热使其达到设计水温方可进水,并在运行过程中将水温逐步增高到43℃~45℃,即在传统认为的高温厌氧区与中温厌氧区之间。运行实践表明,IC反应器的处理效率与沼气产率都比中温时高。分析认为在厌氧微生物中存在一个从中温到高温的连续菌种链,在长期的运行过程中,适应45℃的厌氧菌群成了优势菌。2)在IC反应启动过程中采用间歇脉冲进水方式。一方面这种进水方式增加了反应区的升流速度,改善了传质效率,另一方面均匀的分布有机负荷,增强了系统的稳定性。
4 工程效益
1)环境效益。经过处理后,每年少向环境排放COD为6 983 t,SS为427.5 t。大大减轻了水体污染,对促进区域经济发展和生态环境改善都将产生积极的作用。
2)经济效益。工程总投资497.1万元。工程建成后沼气利用获得的经济效益为122.7万元,运行费主要包括人工费、电费、药剂费、折旧费、维修费等,合计每年89.98万元,每年可获得的经济效益为32.72万元,具有较高的推广价值。
[1] R.E.Speece.工业废水的厌氧生物技术[M].李亚新,译.北京:中国建筑工业出版社,2001:1-2.
[2] J H F.Pereboom Size distribution model for methanogenic granules from fullscale UASB and IC reactors[J].Water SciTech,1994,30(12):211-221.
[3] 胡纪萃.试论内循环厌氧反应器[J].中国沼气,1999,17(2):3-6.
[4] 沈耀良,王宝贞.废水生物处理新技术[M].北京:中国环境科学出版社,1999.
[5] 曹国凭,杨 勇.污水生化处理节能曝气研究[J].山西建筑,2008,34(5):213-214.
