模具法加工桩基钢筋笼初探
2010-08-21刘峰
刘 峰
随着高速铁路发展,为减少线路的工后沉降,客专、高铁大部分以桥代路,绝大多数采用了钻孔桩基础。仅京沪高铁一标段内就有钻孔桩64 054根,桩径主要是1 m,1.25 m和1.5 m三种,钢筋笼加工数量巨大,工期紧,普通人工加工钢筋笼质量不好控制,为了快速、准确、高质量的完成施工任务,根据过去钢筋笼加工经验,设计了现场模具法加工钢筋笼,现将两种方法分别简述。
1 设计思路及加工过程
普通法加工钢筋笼比较费时,费力,且加工质量容易不合格,为了解决加工中存在的问题,主要从定位主筋的位置上考虑,经过一段时间的探索,设计了两种模具法加工笼,都是把主筋按照设计位置利用模具法进行准确定位,并且在施工现场加工方便,施工简单,还避免了人工在加工过程中的误差。

1.1 方法一
1.1.1 制作模具台座
结合京沪高铁直径1 m桩基钢筋笼进行说明:按图1加工模具台座,底座采用普通[14a槽钢,A,B立柱采用∠100,A立柱直接焊接在底座横向槽钢上,在A柱后面用∠75与底座横向[14a槽钢进行焊接,B立柱与底部槽钢进行销接,使B立柱活动,使其能在横断面上180°转动,在A,B立柱上焊接 N5(φ 10)钢筋,加工一定数量的φ 16定位钢筋,长度不小于 106 cm,再用φ 20以上的圆钢加工横向拉杆C,在A,B立柱上焊接套筒,使横向拉杆直接插入套筒内,使其成一整体,横断面的位置和数量应根据加强箍筋的位置设置,图1中1号~10号为钢筋笼主筋。
1.1.2 钢筋笼骨架制作
1)先穿入编号为6号~10号的 10根主筋,每边 5根。2)把每2 m一道的加强箍筋直接摆放到模具箍筋卡槽上固定,拉线校正,使全部加强箍筋的中心处于同一轴线上。3)10号纵向主筋直接利用底部加强箍筋卡槽定位焊接。4)穿定位钢筋d9(d9放置在N5的凹槽内),插入9号主筋,再依次定位钢筋和8号,7号,6号,5号,4号,3号,2号,1号主筋。5)用横向拉杆C对A,B立柱进行连接调整,使其成一整体。6)对整个钢筋笼骨架进行拉线检查,确保纵向主筋与加强箍筋位置正确。7)焊接主筋与加强箍筋,焊接完成后,拆除横向拉杆C和定位钢筋,放倒立柱B,人工滚出钢筋笼骨架,再施工箍筋。
1.2 方法二
1.2.1 制作模具台座
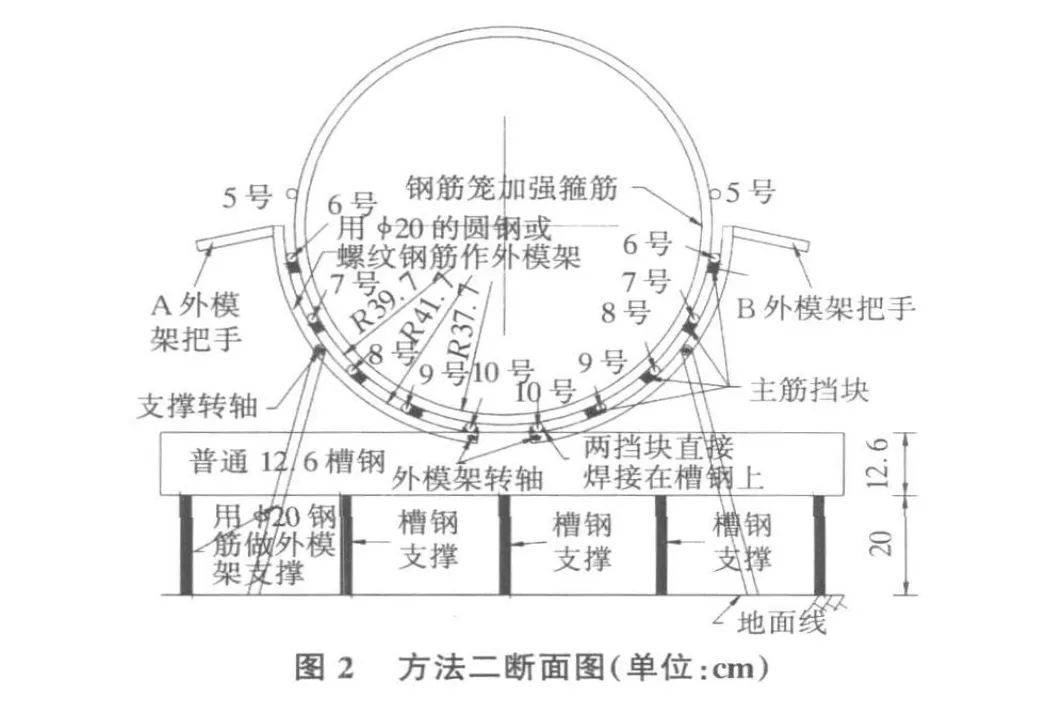
按图2加工模具台座,用普通[12.6槽钢作底部平台,离地面20 cm用一定数量的钢筋三角支撑固定,外模架采用直径20的圆钢或螺纹钢,外模架与槽钢销接,在外模架上根据钢筋笼主筋位置焊接主筋挡块,10号主筋直接在槽钢焊接两小挡块固定主筋,用直径20 mm钢筋做外模架支撑,外模架与槽钢和支撑均销接。
1.2.2 钢筋笼骨架制作
1)支立好外模架支撑,校正外模架的位置,可直接量6号主筋挡块间的距离。2)把6号~10号主筋放在外模架挡块内,放入加强箍筋进行挂线校正,合格后进行焊接。3)打开外模架支撑,转动钢筋笼骨架,再依次焊接1号~5号主筋。4)焊接完成后滚出钢筋骨架,进行箍筋绑扎。5)注意槽钢必须距离地面一定高度,确保外模架转动。
2 推广及应用
1)钢筋笼质量稳定。主筋间距随机抽检全部合格。
2)加工速度快。由于合理设计选择钢筋笼制作,比采用传统焊接钢筋笼缩短工时1.5 h以上,大幅提高施工速度,保证了桩基施工进度。
3)应用范围广。模具法适用于各种直径的钢筋笼加工。
4)采用两种方法效率提高。两种方法均在京沪一标段进行很好的检验,方法一模具相对复杂,但整体效果较好,方法二模具简单,但加工精度较低;两个方法加工的效率都比较高,每种模具每天可加工10个以上骨架,主筋间距完全满足规范要求,也能满足施工现场进度的要求,减少工人作业强度,提高了效率。
3 结语
模具法加工钢筋笼保证了钻孔灌注桩的施工质量和进度,节约了成本,适应标准化作业的要求,在历次监督站、业主、监理等单位检查中均合格,模具法加工钢筋笼在京沪一标段得到了成功的应用,值得推广。
