送粉式激光熔覆裂纹机理的数值模拟
2010-07-09蒙宣伊
蒙宣伊
(湘电集团 风能有限公司,湘潭 411102)
激光熔覆是一种新型的材料加工与表面改性技术,它可以在低成本材料上制成高性能表面,提高材料的综合性能,降低能源消耗,该技术引起了西方各国的高度关注[1-5].
Yunchang Fu,A.Loredo等建立了熔覆过程的解析模型[6],示意图如图1所示.

图1 激光熔覆模型示意图
目前已有模拟温度场和应力场的文献,但均没有考虑激光束与粉末的交互作用,因此,研究激光熔覆过程的应力产生机理,从而提出减少和消除残余应力的方法,对于激光熔覆技术的完善和推广具有重要实际意义.
1 熔覆及凝固的有限元模型
基体Q235力学性能参数见表1,熔覆层材料力学性能参数如表2所示.

表1 基体Q235力学性能参数

表2 熔覆层材料力学性能参数
本文中环境温度为293 K,工件无初始应力,采用对称模型,位移和对称约束见图2,这样让约束点尽量分散,且远离光斑加热区,避免计算产生偏差.
本文在模拟激光熔覆的热应力场时,采用生死单元法实现熔覆层的生长过程,在熔覆开始前把熔覆单元“杀死”,并在每一步热应力计算时,将对应温度场的计算结果加载到应力场模型中.
同时采用改变单元属性法,在开始计算前,先定义熔融金属的材料属性(熔融金属包括处于熔化状态的熔覆粉末和基体熔池金属)材料编号为3,使它们的屈服极限和弹性模量都很低,且不随温度变化,熔覆材料属性编号为2,基体材料编号为1.熔覆材料和基体的力学性能参数都随温度变化.

图2 位移与对称约束
在程序计算过程中,首先改变结构单元为热单元,在温度场后处理器中读取节点温度值,将超过熔点的熔覆层单元和基体单元分别存入温度表中.再转换热单元为结构单元,并改变这些单元材料属性.
2 应力场模拟结果与讨论
2.1 熔覆层中心应力应变分布

图3 应力随时间变化曲线图
图3 为熔覆层中心某点应力随熔覆时间变化曲线图,图中SZ表示纵向应力,SX表示横向应力,SY表示厚向应力.
当时间t=6.667 s时,光斑照射到该点时,该点所在的单元被激活,并迅速达到熔点温度,应力场计算近似等于零;t=7.333 s,光斑移出该点,该点很快降至熔点温度,并开始凝固.
材料冷却收缩,受到基材或自身温度不均匀的限制,处于拉应力状态.在塑性范围内,拉应力纵向最大,横向次之,厚度方向最小.拉应力的数值取决于材料的流动应力,随温度的下降,流动应力上升,拉应力表现为上升趋势,当材料进入弹性状态后,横向和厚度方向上的拉应力下降明显,纵向应力基本保持不变.
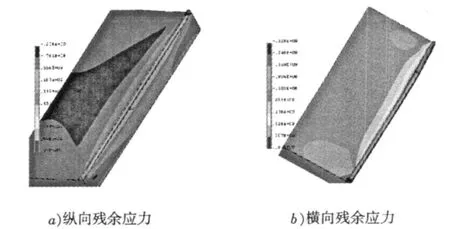
图4 残余应力分布云图
图3 (a)为冷却600 s后的纵向残余应力分布云图,由图看出,最大纵向残余应力σzmax=978 MPa,且靠近基体的熔覆层上,这是由于熔覆层材料的屈服强度、切变模量均高于基体,且熔覆层的温度梯度大,所以导致残余应力较大.图3(b)为冷却600 s后横向残余应力分布云图,横向残余应力最大值出现在熔覆层边界与基体的交界处,σxmax=387 MPa.
图5 至图7分别为熔覆层中心点横向、厚向和纵向的应变变化情况,包括热应变(Thermal)、弹性应变(Elastic)、塑性应变(Plastic)和总应变(Total)总应变等于热应变、弹性应变、塑性应变三者之和.

在时间t=6.667 s到t=7.333 s之间,该点在激光光斑内,处于熔化状态,因此出现应变突然增大的情况.当激光光斑移除该点后,该点温度迅速降低,应变都迅速减小;进入弹性状态后,各向总应变均趋于平缓.
由图5至图6可以看出,各向应变中,热应变最大,且总大于零;x、y向塑性应变小于零,z向塑性应变大于零.无论弹性应变和塑性应变符号怎么变化,总应变(total)总大于零.说明,热应变是决定材料处于拉伸或压塑塑性变形的决定因素;最终的横向X方向总应变小于零;厚度Y方向的应变趋于零;纵向Z方向的应变最大.

图7 纵向应变随时间变化曲线
由于熔覆层心部组织冷却速率要低于周围组织,心部凝固收缩受到周围组织的拘束作用.在三向应力中,纵向应力要远大于其它两向应力,最终表现为纵向产生拉应变,其它两向产生压应变,熔覆层中心的主应变图为第三类主应变图[7],如图8所示.周围组织对其有类似于挤压和拉拔的作用.这进一步说明了实际生产中熔覆层总是产生横向裂纹这一事实,熔覆层横向裂纹如图9所示.

图8 第三类主应变图

图9 熔覆层横向裂纹
2.2 熔覆层应力随厚度梯度分布
图1 0和图11为冷却600 s后沿工件中心厚度方向从上至下纵向应力和横向应力变化曲线图.

由图10看出,熔覆层(高1 mm)纵向应力从上至下逐渐增大,到熔池附近达到最大值,这说明熔池附近是裂纹高发区,容易产生横向裂纹.过熔池后纵向应力逐渐减小,且始终为拉应力,对称线上的拉应力由两侧压应力补偿.图11表明,熔覆层上横向应力沿厚度方向从上至下是由压变拉,到熔池附近拉应力达到最大.基体则是上下两侧受拉,中间受压.
2.3 激光熔覆应力机理分析
激光熔覆过程产生的内应力是典型的由于材料温度变化而形成的热应力.送粉式激光熔覆过程中,可以近似认为所有形成熔覆层的粉末在达到基体之前全部熔化,到达基体后将热量传递给基体,同时基体也直接受到激光束的照射,并在光斑内形成熔池.处于液态的金属流动应力较小,其受热膨胀由于受到周围材料限制所产生的不均匀的压缩塑性变形和压应力可以忽略不计.
而与熔池相邻的高温区(未熔化)产生热膨胀,膨胀受到周围材料的限制,产生不均匀的压缩塑性变形和压应力;在冷却过程中,高温区一定程度上又被拉伸而卸载;同时,熔池的冷却凝固过程中,也受到周围材料的限制,难以自由收缩,产生拉应力与拉伸塑性变形;此外,由于金属相变后体积发生变化,也会产生相应的相变应力;熔覆粉末与基体材料热膨胀系数、弹性模量的差异,也会导致内应力的产生.
3 结 论
(1)熔覆层中心区域一直受到拉伸应力,产生拉伸塑性变形;熔池附近的基体先受到压应力,产生压缩塑性变形,然后随着熔覆的进行和冷却再受到拉应力,产生拉伸塑性变形.
(2)熔覆层纵向应力最大,横向应力次之,厚度方向应力最小.三向拉应力当材料在塑性状态均表现为上升趋势,当材料进入弹性状态后,横向和厚度方向上的拉应力下降明显,纵向应力基本保持不变.
(3)熔覆层中心靠近基体一侧是裂纹敏感区,该区域处于纵向拉伸、横向和厚向压缩的第三类主应变状态,周围组织对其有类似于拉拔和挤压的作用.
总之,送粉式激光熔覆智能控制与数值模拟技术方兴未艾,还有很多不确定因素需要探索,希望本文的研究工作能为该领域的发展起到抛砖引玉的作用.
[1]王仲任,郭殿俭,王 涛.塑性成形力学[M].哈尔滨工业大学出版社,1989:35-36.
[2]C.Lalas K.Tsirbas K.Salonitis G..Chryssolouris.Ananalytical Model of the Laser Clad Geometry[J].Int JAdv Manuf Technol,2007,32:34-41.
[3]Edson Costa Santos,Masanari Shiomi,Kozo Osakada.Rapid Manufacturing of Metal components by laser forming[J].International Journal of MachineTools&Manufacture,2006,46:1459-1468.
[4]Jichang Liu,Lijun Li.Study on Cross-section Clad Profile in Coaxial Single-pass Cladding with a lowpower laser[J].Optics&Laser Technology,2005,37:478-482.
[5]Kai Zhang,Weijun Liu,Xiaofeng Shang.Research on the Processing Experiments of Laser metal Deposition shaping[J].Optics&Laser Technology,2007,39:549-557.
[6]U.deOliveira,V.Ocelik,J.Th.M.DeHosson.Analysis of Coaxial Laser Cladding Processing Congditions[J].Surface&Coatings Technology,2005,197:130-135.
[7]Yunchang Fu,A.Loredo,B.Martin.A theoretical model for laser and powder particles interaction during laser cladding[J].Journal of Materials Processing Technology,2002,128:106-112.
